12Cr1MoV焊接工艺
2025-03-24
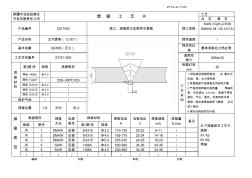
GY016 过热器 12Cr1MoV 焊接工艺 作业日期: 批 准: 审 核: 编 制: 过热器 12Cr1MoV焊接工艺 材质: 12Cr1MoV 规格:Ф42×5 采用 TIG全氩弧焊 ,焊丝采用 R31。 一、坡口制作 采用 V型坡口、单面坡口 30o全部采用机加工并符合图样要求 a a=30o b=2mm δ p=1~2mm δ=5mm p b 二、焊前准备 1. 将 300、1200弯从距离管子弯曲起点至少 70mm处切开,以方便焊接 600、900弯与联箱的对接焊口。 2. 将管口内、外壁 10—15mm范

**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使 接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)mt检查, 无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金 属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度 250~300度;层间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径 2.5mm,电流100~140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、 r316
编辑推荐下载
格式:pdf
大小:37KB
页数:4P
人气:62
 4.5
4.5
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使接头过热区产 生再热裂纹的倾向。坡口机加工后(焊接前)mt检查,无裂纹、无缺陷,焊前坡口及 周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层 间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径2.5mm,电流100~ 140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、r316f
格式:pdf
大小:853KB
页数:2P
人气:62
4.7
**资讯http://www.***.*** **资讯http://www.***.***
热门文档 12Cr1MoV焊接工艺
格式:pdf
大小:448KB
页数:3P
人气:62
4.4
 12Cr1MoV钢主蒸汽管道焊接工艺
12Cr1MoV钢主蒸汽管道焊接工艺 针对安装中遇到的12cr1mov耐热钢管的焊接问题,通过对12cr1mov钢进行焊接性能分析,制定了合理的焊接施工工艺。实践证明:采用该工艺进行焊接,可以获得了优良的焊缝,能够保证管道的安全运行。该工艺能为类似的管道焊接提供借鉴。
格式:pdf
大小:85KB
页数:6P
人气:62
4.4
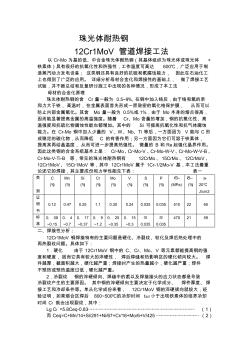
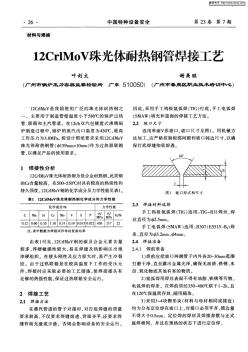
珠光体耐热钢 12cr1mov管道焊接工法 以cr-mo为基的低、中合金珠光体耐热钢(其基体组织为珠光体或珠光体+ 铁素体)具有很好的抗氧化性和热强性,工作温度可高达600℃,广泛应用于制 造蒸汽动力发电设备;这类钢还具有良好的抗硫和氢腐蚀能力,因此在石油化工 上也得到了广泛的应用。详细分析母材合金化和焊接性的基础上,做了焊接工艺 试验,并不断总结和反复研讨施工中出现的各种情况,形成了本工法. 母材的合金化原理 珠光体耐热钢的含cr量一般为0.5~9%,在钢中加入铬后,由于铬和氧的亲 和力大于铁,高温时,在金属表面首先形成一层致密的氧化铬保护膜,从而可以 防止内部金属氧化。其含mo量一般为0.5%或1%,由于mo本身的熔点很高, 因而能显著提高金属的高温强度。随着cr、mo含量的增加,钢的抗氧化性、高 温强度和抗硫化物腐蚀性能也都增加。其中的

格式:pdf
大小:196KB
页数:3P
人气:62
4.5
P91+12Cr1MoV异种钢超厚壁大径管焊接工艺 介绍了山西电建四公司首次焊接sa335-p91+12cr1movg钢超厚壁大径管异种钢焊接方法、工艺控制及焊接过程中的注意事项。通过对sa335-p91钢和12cr1movg钢焊接性和机械性能的对比分析,制定了合理的焊接工艺,同时在施焊过程中严格控制预热温度、层间温度和焊后热处理参数,控制焊接线能量大小,并且在钨极氩弧焊打底时要保证充氩良好,最终确保获得性能优良的焊接接头。机组投运后正常稳定运行表明,此种焊接工艺是可行的。
精华文档 12Cr1MoV焊接工艺
格式:pdf
大小:853KB
页数:3P
人气:62
4.7
12Cr1MoV低合金钢管的焊接组织与性能 通过对12cr1mov低合金钢管试验及分析,结果表明,其力学性能符合标准。焊缝及热影响区组织为贝氏体+铁素体,焊缝和细晶区晶粒细小、显微硬度较高;粗晶区晶粒粗大、硬度较低;基体组织为铁素体+珠光体,硬度更低。总体焊接性能良好,尚能满足使用要求。
格式:pdf
大小:85KB
页数:5P
人气:62
4.5
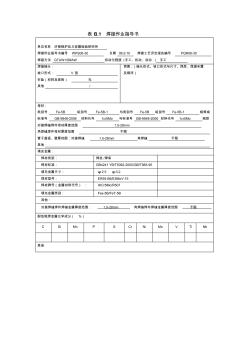
表b.1焊接作业指导书 单位名称济南锅炉压力容器检验研究所 焊接作业指导书编号wps06-30日期06.9.10焊接工艺评定报告编号pqr06-30 焊接方法gtaw+smaw机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:v型 衬垫(材料及规格)无 其他/ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置 及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb-9948-2006材料代号1cr5mo与标准号gb-9948-2006材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围1.5-28mm 角焊缝焊件母材厚度范围不限 管子直径、壁厚范围:对接焊缝1.5-28mm角焊缝不限 其他 填充金属: 焊材类别:焊丝/焊条 焊材标准:gb424
最新文档 12Cr1MoV焊接工艺
格式:pdf
大小:180KB
页数:4P
人气:62
4.6
厚板1Cr5Mo焊接工艺分析 针对厚80mm的1cr5mo钢板的焊接,从脆硬倾向和再热裂纹两方面分析了母材的焊接性;从焊接方法、焊接材料、焊接坡口、焊前预热、焊后热处理的选择进行了焊接工艺探讨;并按照标准jb4708-2000进行了焊接工艺评定,拉伸、弯曲和冲击韧性试验均符合标准要求,从而确定了厚板1cr5mo的焊接工艺要点是:控制预热温度和层间温度,选择合理的焊接工艺参数,焊后立即进行中间热处理和最终整体热处理,从而保证了产品的焊接质量。
格式:pdf
大小:448KB
页数:3P
人气:62
4.7
浅谈P91+12C r1MoV异种钢超厚壁大径管焊接工艺 首次对sa335—p91+12crlmovg钢超厚壁大径管异种钢进行施焊,通过设置合理的焊接方法、工艺控制及焊接过程中的注意事项,使机组的运行正常,其结果表明此种工艺是可行的。
格式:pdf
大小:195KB
页数:8P
人气:62
4.3

焊接工艺评定报告 课题管对接焊 评定报告编号pqr-12-08-1 评定日期 焊接方法手工钨极氩弧焊 焊接材料h1cr5mo 山东中凯重工集团 2 预焊接工艺规程共3页第1页 单位名称山东中凯重工集团 预焊接工艺规程编号pwps12-08-1日期所依据焊接工艺评定报告编号 焊接方法手工钨极氩弧焊机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:y型 衬垫(材料及规格)/ 其它/ 简图:(接头形式、坡口形式与尺寸、焊道布置及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb/t14957材料代号1cr5mo与标准号gb/t14957材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围
格式:pdf
大小:1.4MB
页数:10P
人气:62
4.7
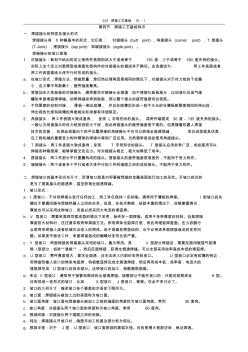
012焊接工艺基础10-1 第四节焊接工艺基础知识 一.焊接接头的种类及接头形式 焊接接头有5种最基本的形式,它们是:对接接头(buttjoint),角接接头(cornerjoint),t型接头 (t-joint),搭接接头(lapjoint)和端接接头(egdejoint)。 焊接接头的坡口是指 1.对接接头:教材中给出的定义是两件表面构成大于或者等于135度,小于或等于180度夹角的接头。 实际上这个定义对圆筒型或者圆柱型构件的对接接头的描述并不确切。应该描述为:两工件表面或者 两工件表面素线大体平行时形成的接头。 a.在坡口形式,焊接方法,焊接质量,焊后热处理等因素相同的情况下,对接接头对于传力线的干扰最 小,应力集中系数最小,疲劳强度最高。 b.背面加永久性垫板的对接接头,通常要求对接接头全熔透,但不得熔化垫板部分,比如液化
格式:pdf
大小:37KB
页数:1P
人气:62
4.3
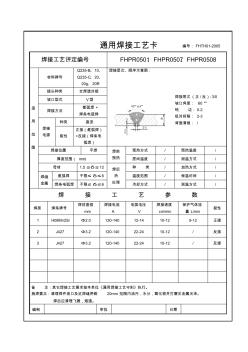
通用焊接工艺卡编号:fhth01-2005 焊接工艺评定编号fhpr0501、fhpr0507、fhpr0508 适 用 范 围 材料牌号 q235-b、10、 q235-c、20、 20g、20r 焊接层次、顺序示意图: 焊接层次(正/反):3/0 坡口角度:60° 钝边:0-2 组对间隙:2-3 背面清根:/ 接头种类全焊透对接 坡口型式v型 焊接方法 氩弧焊+ 焊条电弧焊 焊接 电源 种类直流 极性 正接(氩弧焊) +反接(焊条电 弧焊) 焊接位置平焊焊前 预热 预热方式/预热温度/ 厚度范围(mm)层间温度/测温方式/ 母材1.5≤δ≤12焊后 热 处理 种类/加热方式/ 焊缝 金属 氩弧焊不限≤δ≤6温度范围/保温时间/ 焊条电弧焊不限≤δ≤6冷却方式/测温方式/ 焊
格式:pdf
大小:112KB
页数:1P
人气:62
4.5
耐热钢12Cr-1MoV的焊接与返修 结合耐热钢12cr-1mov的焊接生产实践,探讨了12cr-1mov钢在焊接与返修中的质量控制问题。
格式:pdf
大小:185KB
页数:未知
人气:62
4.6
蒸汽管道12Cr1MoV钢的焊接工艺 针对中煤集团鄂尔多斯图克化肥项目2×40000m3/h空分装置中蒸汽管道12cr1mov珠光体耐热钢的焊接问题,通过对12cr1mov钢焊接性能分析,制定了合理的焊接施工工艺。经过相应检测手段证明,采用该焊接施工工艺完成的焊缝质量可靠,符合相关标准要求,能够保证蒸汽管道的安全运行。该焊接施工工艺为今后类似的管道焊接工作提供参考价值。
格式:pdf
大小:476KB
页数:7P
人气:62
4.6
zyyj/jl-11-05 编制:日期:审核:日期: 新疆中油油田建设 开发有限责任公司 焊接工艺卡工艺: 共页第页 产品编号2011004坡口、焊接层次及顺序示意图焊工资格 saw-1g(k)-07/08 smaw-ⅱ-1g-12-f3j 产品名称主汽提塔(c-201)预热温度/ 基本金属q245r(正火) 焊后热处 理 整体消除应力热处理 工艺评定编号zygy-005温度范 围℃ 600±20 焊 接 材 料 型(牌)号规格烘烤规范保温时间 min 30 焊丝h08aφ4.0 工 艺 说 明 1焊前清洗焊道两侧各20毫米内 的油、锈、水分等杂质 2背面碳弧气刨清根后用砂轮打磨 3严格控制焊缝外观质量,焊缝余 高,自动焊≤3.0mm,表面不得有 裂纹、气孔、弧坑、夹渣和咬边等 缺陷,焊后清理溶渣和飞溅物
格式:pdf
大小:40KB
页数:2P
人气:62
4.3
不同工艺条件下12Cr1MoV管线的焊接接头性能测试与分析 通过拉伸、弯曲、硬度及残余应力测试,对12cr1mov管线模拟不同工艺措施条件下的焊接接头的性能进行了分析和比较,为制定其焊接工艺措施,也为其失效分析提供参考。
格式:pdf
大小:13KB
页数:2P
人气:62
4.7
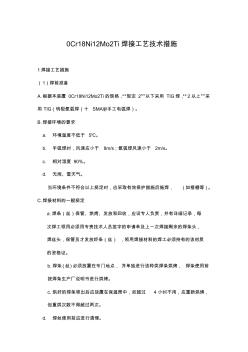
0cr18ni12mo2ti焊接工艺技术措施 1焊接工艺措施 (1)焊前准备 a.根据本装置0cr18ni12mo2ti的规格,“规定2”以下采用tig焊,“2以上”采 用tig(钨极氩弧焊)十smaw(手工电弧焊)。 b.焊接环境的要求 a.环境温度不低于5℃。 b.手弧焊时,风速应小于8m/s;氩弧焊风速小于2m/s。 c.相对湿度90%。 d.无雨、雪天气。 当环境条件不符合以上规定时,应采取有效保护措施后施焊,(如搭棚等)。 c.焊接材料的一般规定 a.焊条(丝)保管、烘烤、发放和回收,应设专人负责,并有详细记录,每 次焊工领用必须用专责技术人员签字的申请单及上一次焊接剩余的焊条头, 焊丝头,保管员才发放烬条(丝),领用焊接材料的焊工必须持有的该材质 的资格证。 b.焊条(丝)必须放置在专门地点,并单独进行该种类焊
文辑创建者
我要分享 >
职位:高级安全工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐