1860MPa级钢绞线在普通拉力机夹具上的试验
2025-01-20
对于预应力混凝土构件所用的钢绞线。施工单位必须认真按施工规范的要求截取试样,在拉力机上做最大拉力试验。由于1860MPa 级钢绞线强度高、表面光滑,一般拉力试验机的普通夹具无法夹持,从而使试验难以完成。因此,我们进行了反复研究和试验,采取用铝皮加黄油、粗砂包裹钢绞线夹持试验以及

 1860MPa级1×19W—28.6钢绞线结构设计
1860MPa级1×19W—28.6钢绞线结构设计 针对1860mpa级1×7—15.24钢绞线的不足,提出开发1860mpa级1×19w—28.6结构多丝大直径高强度低松弛预应力钢绞线设想。确定1×19w—28.6钢绞线各层钢丝直径的比例关系,并设计一定的调整值,计算出外层细丝、外层粗丝、内层丝、中心丝的直径分别为4.95,6.60,6.20,6.40mm,捻距倍数12.5,捻距360mm。根据jisg3536—1999标准制定1×19w—28.6钢绞线企业技术要求,设计合理的生产工艺流程,捻制后,在360~400℃进行回火稳定化处理,试制生产的钢绞线成品性能、尺寸等均能满足企业技术要求。
1860MPa级1×19W-28.6钢绞线结构设计 针对1860mpa级1×7—15.24钢绞线的不足,提出开发1860mpa级1×19w-28.6结构多丝大直径高强度低松弛预应力钢绞线设想。确定1×19w—28.6钢绞线各层钢丝直径的比例关系,并设计一定的调整值,计算出外层细丝、外层粗丝、内层丝、中心丝的直径分别为4.95,6.60,6.20,6.40mm,捻距倍数12.5,捻距360mm。根据jisg3536-1999标准制定1×19w-28.6钢绞线企业技术要求,设计合理的生产工艺流程,捻制后,在360~400℃进行回火稳定化处理,试制生产的钢绞线成品性能、尺寸等均能满足企业技术要求。
编辑推荐下载
格式:pdf
大小:97KB
页数:未知
人气:84
 4.3
4.3
1×7—?21.6mm?1860?MPa钢绞线研制 介绍1×7—?21.6mm1860mpa钢绞线的生产方法。采用?15mm82b盘条,合理控制酸洗浓度,酸洗时间控制在10~12min,缓蚀剂质量分数控制在0.6%~0.9%,高压水冲洗后表面光滑无黏滞;选用9/1270直进式拉丝机,合理分配压缩率,绝对变形量最大和部分压缩率最大不在同一道次;稳定化处理时提高钢绞线张力。研究表明,回火温度380~390℃,张力为250kn,生产出的钢绞线平均抗拉强度为1909mpa,钢绞线弦高小于8mm,各项性能满足客户要求。
格式:pdf
大小:1.3MB
页数:4P
人气:84
4.6
1860MPa级1×19—28.6低松弛预应力钢绞线研制 介绍1860mpa级1×19—28.6低松弛预应力钢绞线的研制过程。试验选用抗拉强度为1300mpa、断面收缩率大于30%的φ14mm82b专用盘条;将盘条在质量分数15%~20%盐酸溶液中去除氧化铁皮后,进入磷酸二氢锌为主液的槽中进行磷化处理,然后浸入90~100℃的皂液中皂化,最后在100℃左右的烘箱中烘干;拉拔钢丝时严格按盘条轧制方向顺向拉拔。给出捻制稳定化工艺参数:捻距400mm,捻制速度25m/min,张力330kn,温度385~390℃。试验结果表明,采用上述工艺研制的钢绞线抗拉强度为1868~1904mpa,延伸率为6.0%~8.5%,松弛率为1.6%,各项性能指标完全符合企业标准。
热门文档 1860MPa级钢绞线在普通拉力机夹具上的试验
格式:pdf
大小:954KB
页数:4P
人气:84
4.6
1860MPa级高强度钢绞线用盘条拉拔断裂原因分析 分析了用于制做1860mpa级高强度预应力钢丝和钢绞线的swrh82b盘条在拉拔过程中发生断裂的断口形貌、表面质量、化学成分、金相组织、夹杂物形貌及拉拔工艺,并针对不同的断裂形态分析得出了相应的成因和改进措施。
格式:pdf
大小:171KB
页数:3P
人气:84
4.6
1×7-15.2/1860 MPa钢绞线用盘条优化研究 通过对1×7-15.2/1860mpa钢绞线强度分析,对其所用原料盘条的规格、强度、拉拔道次的选择进行分析讨论,提供最优化的原料选择方案。
格式:pdf
大小:44KB
页数:未知
人气:84
4.4
1860MPa级预应力钢绞线及82B热轧盘条生产技术浅析 分析介绍1860mpa级预应力钢绞线及其原料82b热轧盘条的生产技术要求,提出82b盘条生产控制及质量要点
格式:pdf
大小:173KB
页数:6P
人气:84
4.3
小方坯连铸连轧生产1860mpa级 pc钢绞线用高碳热轧盘条的研究 ! 方峰蒋建清陈少慧胡显军倪根来 (东南大学)(江苏沙钢集团有限公司) 摘要通过对小方坯连铸连轧工艺的调整有效控制了高碳热轧盘条的显微组织~纯净度~表面质量和成分 偏析等生产出了满足1860mpa级pc钢绞线用z13.0mm热轧盘条使其抗拉强度高于1100mpa断面收 缩率大于35%拉丝断丝率低于1.25次/100t 关键词小方坯连铸连轧高碳盘条pc钢绞线* studyonhigh-carbonsteelwirerodproducedfromc.c billetsfor1860mpapcstrand fangfengjiangjianging (southeastuniversity
精华文档 1860MPa级钢绞线在普通拉力机夹具上的试验
格式:pdf
大小:341KB
页数:4P
人气:84
4.4
小方坯连铸连轧生产1860MPa级PC钢绞线用高碳热轧盘条的研究 通过对小方坯连铸连轧工艺的调整,有效控制了高碳热轧盘条的显微组织、纯净度、表面质量和成分偏析等,生产出了满足1860mpa级pc钢绞线用13.0mm热轧盘条,使其抗拉强度高于1100mpa,断面收缩率大于35%,拉丝断丝率低于1.25次/100t
格式:pdf
大小:57KB
页数:1P
人气:84
4.8
沙钢1860 MPa级钢绞线用热轧盘条产销两旺 沙钢1860 MPa级钢绞线用热轧盘条产销两旺
格式:pdf
大小:39KB
页数:4P
人气:84
4.3

国家高速公路网横12杭州至瑞丽公路大理至丽江联络线 钢绞线力学性能试验 施工单位合同号 监理单位试验编号 仪器设备生产厂家 试验单位大丽高速公路第三总监办第七驻地办试验室试验日期 试验依据批量 工程部位批号 试件编号 实测值 12 试样描述 强度等级、规格代表数量(t) 公称截面积(mm2) 公称直径(mm) 屈服强度(mpa) 屈服荷载(kn) 抗拉强度(mpa) 最大力(kn) 断后标距(mm) 原始标距(mm) 弹性模量(mpa) 最大力总伸长率(%) 备注 试验:计算:复核:审核: 053 3 第 / 11
格式:pdf
大小:42KB
页数:未知
人气:84
4.4
沙钢1860级钢绞线用热轧盘条通过专家鉴定 沙钢1860级钢绞线用热轧盘条通过专家鉴定
格式:pdf
大小:25KB
页数:1P
人气:84
4.4
第页,共页 备注: 试样编号 样品描述 检测结果 抗拉强度(mpa) 试验依据样品编号 试验条件 委托/任务编号 主要仪器设备及编号 样品名称 试验日期 试验:复核:日期:月日年 qj0501 钢绞线拉伸试验检测记录表 四川公信工程试验检测有限公司 工程部位/用途 试验室名称:记录编号: 检测项目 规格型号 原始标距(mm) 公称直径(mm) 公称截面积(mm 2 ) 弹性模量(gpa) 规定非比例延伸力fp0.2 位移(mm) 最大力时位移(mm) 规定非比例延伸力rp0.2 (或规定总延伸力ft1) (kn) 最大力(kn) 最大力总伸长率(%)
最新文档 1860MPa级钢绞线在普通拉力机夹具上的试验
格式:pdf
大小:191KB
页数:3P
人气:84
4.6
夹具对预应力钢绞线拉伸试验的影响及改进措施 通过理论分析比较v形夹具与半圆形夹具的不同,对比试验比较v形夹具和半圆形夹具对钢绞线最大力数值的差异,找到提高夹具夹持效果和检测数据准确性的措施。
格式:pdf
大小:191KB
页数:3P
人气:84
4.6
夹具对预应力钢绞线拉伸试验的影响及改进措施 通过理论分析比较v形夹具与半圆形夹具的不同,对比试验比较v形夹具和半圆形夹具对钢绞线最大力数值的差异,找到提高夹具夹持效果和检测数据准确性的措施。
![钢绞线拉伸试验的夹具及引伸计的改造应用[1]](https://files.zjtcn.com/group1/M00/6C/A6/CgoBZ2A6hO6ACqmYAABKPpDOJUE205.jpg)
格式:pdf
大小:22KB
页数:1P
人气:84
4.3
钢绞线力学试验记录 试表记-32 试验依据标准gb228-2002,gbt5224-2003试验检测类型 合同段号/任务单编号 试验机型号、编号试验使用度盘 试验室温度(℃)试验日期年月日 试件编号 钢绞线结构 钢绞线公称直径(mm) 钢绞线公称面积(mm2) 试件外观检查 试验锚具型号 试件原始标距(mm) 组 装 试 件 实测屈服负荷(kn) 实测屈服强度(mpa) 实测最大负荷(kn) 实测极限强度(mpa) 极限强度平均值(mpa) 锚具锚固系数 伸长率 断后标距长度(mm) 伸长率(%) 其 他 记 录 计 算 监理 签字 试验:校核:
格式:pdf
大小:640KB
页数:6P
人气:84
4.6
钢绞线拉索力学分析及试验验证 研究了工程中常用的1×715.24mm钢绞线(7芯单股钢绞线,外径15.24mm),在不同张力下,分别用抛物线理论和悬链线理论计算拉索垂度的解析解,用多段杆单元法和梁单元法建立有限元模型,用迭代算法求解拉索垂度的数值解,并对钢绞线进行张力-垂度试验,对比试验数据与计算结果,分析钢绞线抗弯能力对垂度的影响.分析表明,当拉索跨度和张紧力较小时,钢绞线拉索的抗弯能力对拉索垂度有较大影响.
格式:pdf
大小:23KB
页数:1P
人气:84
4.6
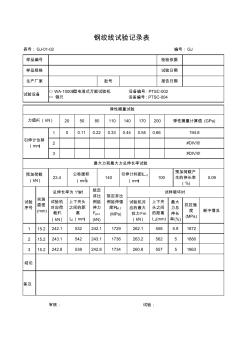
表号:gj-01-02编号:gj 试验设备 1 2 3 115.2 215.2 315.2 结论 备注 审核:试验: 弹性模量计算值(gpa) 194.8 #div/0! 532242.1 断中情况 抗拉强 度 (mpa) 最大 力总 伸长 率(%) #div/0! 公称面积 (mm2) 100 0.66 5.91729 0.09 562 205080110 预加荷载产 生的伸长率 (%) 140170 引伸计标距l0 (mm) 实测 直径 (mm) 引伸计位移 (mm) 0.220.33 试验 序号 上下夹 头之间 的距离 l2(mm) 00.11 试验机对 应的最大 拉力fm (kn) 242.8 0.44 243.1 242.1 0.55 1872 1880 1863 试验机 对应荷 载f1 (kn) 200 □wa-1000b型电液式万能试验机
格式:pdf
大小:35KB
页数:3P
人气:84
4.5

钢绞线、锚夹具试题1-答案 一、概念题(20分) 1、刻痕钢绞线:由刻痕钢丝捻制成的钢绞线。 2、锚具:在后张法结构或构件中,为保持预应力筋的拉力并将其传递到混凝土上所用的永久性锚固装 置。 3、有粘结预应力筋:是和混凝土直接粘结的或是在张拉后通过灌浆使之与混凝土粘结的预应力筋。 4、预应力筋-锚具组装件:单根或成束预应力筋和安装在端部的锚具组合装配而成的受力单元。 5、内缩:预应力筋在锚固过程中,由于锚具各零件之间、锚具与预应力筋之间的相对位移和局部塑性 变形所产生的预应力筋的回缩现象。回缩长度与锚具构造和张拉锚固工艺有关。 二、填空题(10分) 1、钢绞线表面质量用目测检查。钢绞线的直径应用分度值为0.02mm的量具测量。钢绞 线拉伸检测试验机应为1级或优于1级准确度。 2、锚具、夹具和连接器应具有可靠的锚固性能、足够的承载能力和良好的适用性,

格式:pdf
大小:23KB
页数:1P
人气:84
4.3
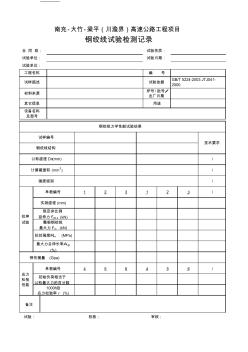
设备名称 及型号 技术要求 钢绞线结构 材料来源 炉号/批号/ 出厂日期 其它信息用途 工程名称编号 试样描述试验依据 gb/t5224-2003jtj041- 2000 试验单位:试验日期: 试验单位: 试验:校核:审核: / 南充-大竹-梁平(川渝界)高速公路工程项目 钢绞线试验检测记录 合同段:试验性质: 12 计算截面积(mm2) 拉伸 试验 单根编号 强度级别 规定非比例 延伸力fp0.2(kn) / / 312 实测直径(mm) 备注 钢绞线力学性能试验结果 试样编号 公称直径dn(mm) /3 整根钢绞线 最大力fm(kn) 抗拉强度rm(mpa) 最大力总伸
格式:pdf
大小:24KB
页数:1P
人气:84
4.5

表号:gj-01-02编号:gj 试验设备 1 2 3 1 2 3 结论 备注 审核:试验: 0.62 公称面积 (mm2) 100 0 0.9994157 断中情况 0.310.410.6 抗拉强 度(mpa) 0.9992150.1 最大力 总伸长 率(%) 引伸计标距l0 (mm) 弹性模量计算 相关系数 γ 变异系 数δ 2.66 8 00.1 □wa-1000b型电液式万能试验机ptsc-002 □钢尺ptsc-004 205080110 计算值(gpa) 0.63 预加荷载产生 的伸长率 (%) 203.2162132 215.7990022 140170200 0.51 试验机对 应荷载f1 (kn) 0 实测 直径 (mm) 209.838164 引伸计位移 (mm) 0.210.310.999912 试验
文辑创建者
我要分享 >
职位:市政给排水工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐