1万m^3天然气球形储罐施工技术与质量控制
2025-02-07

 1万m^3天然气球形储罐施工技术与质量控制(续2)
1万m^3天然气球形储罐施工技术与质量控制(续2) 1万m^3天然气球形储罐施工技术与质量控制(续2)
1万m^3天然气球形储罐施工技术与质量控制(续2) 1万m^3天然气球形储罐施工技术与质量控制(续2)
编辑推荐下载
格式:pdf
大小:172KB
页数:7P
人气:77
 4.6
4.6
球形储罐分带法施工技术 球罐的组装方法有多种。文章对分滞法组装的程序,组装,焊接,质量控制,检验内容以及施工中出现的问题和处理方法等作了分析。实践证明:400m^3以下球罐采用分带法组焊,具有质量好,速度快,安全等优点。
格式:pdf
大小:172KB
页数:未知
人气:77
4.6
球形储罐分带法施工技术 球罐的组装方法有多种。文章对分滞法组装的程序,组装,焊接,质量控制,检验内容以及施工中出现的问题和处理方法等作了分析。实践证明:400m^3以下球罐采用分带法组焊,具有质量好,速度快,安全等优点。
热门文档 1万m^3天然气球形储罐施工技术与质量控制
格式:pdf
大小:260KB
页数:48P
人气:77
4.7

球形储罐现场组焊 施工技术方案 编制: 校审: 批准: *公司 *厂 *年5月10日 目录 1 1.工程概况及编制依据...................................................................1 1.1工程概况....................................................................................1 1.2编制依据....................................................................................1 1.3球罐技术参数...............................................................
格式:pdf
大小:120KB
页数:未知
人气:77
4.7
球形储罐现场组焊、热处理施工技术 本文介绍赤道带为基准的插片散装、全位置手工电弧焊、γ射线探伤及内燃外保温整球热处理等先进的施工技术。
格式:pdf
大小:90KB
页数:18P
人气:77
4.5

球形储罐制作工程 施工组织设计 编制: 审核: 批准: 二oo二年八月 1/18 .总则 该工程主要工作内容是台液氨球罐制作、安装。 球罐的特征参数 名称球罐 公称容积 设计压力 最高工作压力 球壳板材料 球壳板壁厚 物料名称 球罐结构形式四带混合式 球罐内径 设计温度常温 工作温度℃ 容器类别三类 焊缝系数 腐蚀裕度 充装系数 场地土类别 地震设计烈度度(近震) 设计风压 设计雪压 设备重量 充水后重量 采用标准 .《钢制压力容器》 .质技监局锅发[]号《压力容器安全技术监察规程》 .《钢制球形储罐》 .《球形储罐施工及验收规范》 .《压力容器无损检测》 .《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》; 2/18 .《压力容器用碳素钢和低合金钢锻件》 .《压力容器用钢板》 .《石油化工企业设备与管道涂料腐蚀设计与施工规范》 .
格式:pdf
大小:1.4MB
页数:34P
人气:77
4.3

球形储罐施工及验收规范gbj94—86 目录 第一章总则 第二章零部件的检查和验收 第一节一般规定 第二节材料 第三节球壳板 第四节支柱 第五节产品零部件的油漆、包装和运输 第三章现场组装 第一节一般规定 第二节球罐组装 第三节零部件安装 第四节球罐尺寸的检查 第四章焊接 第一节焊接工艺评定 第二节焊工资格 第三节焊接要求 第四节球罐的焊接施工 第五节修补 第五章焊缝检验 第一节焊缝的外观检查 第二节无损检验人员资格 第三节射线探伤和超声探伤 第四节磁粉探伤和渗透探伤 第五节复验 第六章现场焊后整体热处理 第一节一般规定 第二节热处理工艺 第三节保温要求 第四节测温系统 第五节柱脚处理 第七章产品焊接试板检验 第一节产品焊接试板的制备要求 第二节试样的试验要求 第八章耐压试验和气密性试验 第一节耐压试验 第二
格式:pdf
大小:132KB
页数:21P
人气:77
4.5

4000m3球形储罐制安工程 施工组织设计 编制:郑伟华刘兴刚关荣杰 审核:龙斌张俭云蔡金祥 批准:王维龙 辽宁省工业安装工程公司 二oo四年八月 目次 1工程概况 2工程量一览表 3施工组织设计编制依据 4施工总则 5工程质量目标 6施工执行标准、规程及技术条件 7球罐特征参数 8球罐施工技术方案 8.1施工准备工作计划 8.2组装工艺 8.3球罐焊接工艺 8.4无损检测工艺 8.5球罐整体热处理 8.6水压试验 8.7气密性试验 8.8球罐梯子、平台的制安 8.9工程保修 9保证施工质量措施 ?10保证施工进度措施
精华文档 1万m^3天然气球形储罐施工技术与质量控制
格式:pdf
大小:172KB
页数:8P
人气:77
4.7
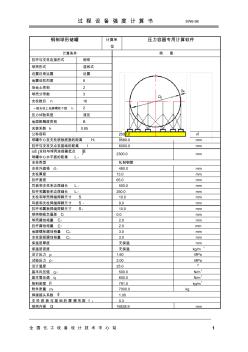
过程设备强度计算书sw6-98 全国化工设备设计技术中心站1 钢制球形储罐计算单 位 压力容器专用计算软件 计算条件简图 拉杆与支柱连接形式相邻 球壳形式混和式 近震还是远震近震 地震设防烈度8 场地土类别2 球壳分带数3 支柱数目n16 一根支柱上地脚螺栓个数nd2 压力试验类型液压 地面粗糙度类别b 充装系数k0.85 公称容积2500.0m3 球罐中心至支柱底板底面的距离h09580.0mm 拉杆与支柱交点至基础的距离l6000.0mm a点支柱与球壳连接最低点至 球罐中心水平面的距离la 2300.0mm 支柱类型轧制钢管 支柱外直径do480.0mm 支柱厚度13.0mm 拉杆直径65.0mm 耳板和支柱单边焊缝长l1
格式:pdf
大小:134KB
页数:3P
人气:77
4.6

设 计 计 算 球形储罐的分析设计 李永泰,黄金国 (合肥通用机械研究所,安徽合肥 230031) 摘 要:通过完成的十几台球罐的分析设计,对球罐的分析设计基本方法进行了综述,提出了设计中 一些值得注意的问题,以供同行参考。 关键词:球罐;支柱结构;开孔结构;有限元;应力分析;应力分类 中图分类号:tq050.2 文献标识码:a 文章编号:1001-4837(2003)05-0034-03 sphericaltankdesignbyanalysis liyong-tai,huangjin-guo (hefeigeneralmachineryresearchinstitute,hefei230031,china) abstract:havingcompletedmanysphersistan
格式:doc
大小:126KB
页数:19P
人气:77
4.7


5000m3球形储罐制作工程 施工组织设计 编制: 审核: 批准: 二oo二年八月 1.总则 该工程主要工作内容是4台5000m3液氨球罐制作、安装。 1.1球罐的特征参数 名称 vcm球罐 公称容积 5000m3 设计压力 0.80mpa 最高工作压力 0.60mpa 球壳板材料 16mnr 球壳板壁厚 28/30/34mm 物料名称 vcm 球罐结构形式 四带混合式 球罐内径 21200mm 设计温度 常温 工作温度 26℃ 容器类别 三类 焊缝系数 1.0 腐蚀裕度 1.5 充装系数 0.9 场地土类别 ii 地震设计烈度 7度(近震) 设计风压 343pa 设计雪压 200pa 设备重量 423.901t 充水后重量 ~
格式:pdf
大小:1.1MB
页数:16P
人气:77
4.7
个人收集整理-仅供参考 0/16 球形储罐制作工程 施工组织设计 编制: 审核: 批准: 二oo二年八月 .总则 该工程主要工作内容是台液氨球罐制作、安装。 球罐的特征参数 名称球罐 公称容积 设计压力 最高工作压力 球壳板材料 球壳板壁厚 物料名称 球罐结构形式四带混合式 球罐内径 设计温度常温 工作温度℃ 容器类别三类 焊缝系数 腐蚀裕度 充装系数 场地土类别 个人收集整理-仅供参考 1/16 地震设计烈度度(近震) 设计风压 设计雪压 设备重量 充水后重量 采用标准 .《钢制压力容器》 .质技监局锅发[]号《压力容器安全技术监察规程》 .《钢制球形储罐》 .《球形储罐施工及验收规范》 .《压力容器无损检测》 .《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》; .《压力容器用碳素钢和低合金钢锻件》 .《压力容器用钢板》 .《
最新文档 1万m^3天然气球形储罐施工技术与质量控制
格式:pdf
大小:53KB
页数:3P
人气:77
4.4
球形储罐的无损检测技术 谢艳奇 (洛阳欣隆工程检测有限公司,河南洛阳471012) 【摘要】综述了球形储罐在制造、安装和使用过程中不同阶段可能出现的缺陷和分别采用的各种无损检测方法, 包括射线检测、超声检测、磁粉检测、渗透检测等技术。分别介绍了这些无损检测方法的特点。 【关键词】球形储罐;射线与超声检测;磁粉检测与渗透检测;在用球形储罐检验 【中图分类号】tq050.7【文献标识码】b【文章编号】1003-3467(2010)12-0049-03 压力容器按几何形状分类,有球形容器、圆筒形 容器、锥形容器和组合形容器四大类。球形容器由 于其几何形状的中心对称性,因此受力最均匀,在相 同的壁厚条件下,球形容器的承载能力最高,反之, 在同样的内压条件下,球形容器所需要的壁厚最薄, 在相同的容积条件下,球形容
格式:pdf
大小:11KB
页数:5P
人气:77
4.5
第六节gb50094-1998《球形储罐施工及验收规范》 一、总则 1.适用范围 本规范适用于设计压力大于或等于0.1mpa且不大于4mpa、公称容积大于或等 于50m3的橘瓣式或混合式以支柱支撑的碳素钢和合金钢制焊接球罐。? 2.施工及验收范围 1)球壳及与其连接的受压零部件。 2)球罐开孔的承压封头、平盖及其紧固件。 3)与球壳连接的支柱、拉杆、垫板和底板等非受压元件。 二、零部件的检查和验收 1.零部件质量证明书的检查 施工单位应对制造单位提供的产品质量证明书等技术质量文件进行检查。 2.球壳板和试板的检查 1)球壳板和试板的基本规定 球壳的结构型式应符合设计图样要求。每块球壳板本身不得拼接。制造厂提供的 球壳板不得有裂纹、气泡、结疤、折叠和夹杂等缺陷,当存在上述缺陷时,应按 规定进行修补。应对球壳板厚度进行抽查,实测厚度不得小于名义厚度减去钢板 负偏差。
格式:pdf
大小:97KB
页数:1P
人气:77
4.7
天然气球罐安装工程的质量控制分析 压力容器技术的发展促进了球罐趋向大型化以及高参数方向的发展。但是与之伴随的是安装工程质量控制的难度与日俱增,为此需要对球壳材料、安装过程等进行严格的监督。文章从球壳板及零部件验收及复验、球罐组装、球罐焊接、球罐焊后质量检查等方面对于10000立方米天然气球罐安装工程的质量控制进行了论述分析。
格式:pdf
大小:25KB
页数:1P
人气:77
4.6

球形储罐设计、制造与检验数据表 球型储罐设计、制造与检验数据表 设计、制造、检验 和验收法规、规 范、标准 tsgr0004-2009《固定式压力容器安全技术监察规程》 gb150.1~4-2011《压力容器》 gb50094-2010《球形储罐施工规范》 gb12337-1998《钢制球形储罐》 设计参数 介质名称压力容器类别 介质特性焊接规程 介质密度kg/m3 焊接结构 工作温度℃ 工作压力mpa 设计温度℃ 设计压力mpa 最高允许工作压力mpa 球壳材料及标准表面防腐要求(处理方法) 腐蚀余量mm保温层厚度/防火层厚度mm 焊接接头系数地震烈度 装量系数场土地类别/近震(远震) 公称容积m3基本风压n/m2 安全阀公称直径mm地面粗糙度类别 安全阀整定压力mpa基本雪压n/m2 设计使用年限 制造、检验和验
格式:pdf
大小:161KB
页数:未知
人气:77
4.3
天然气工程施工技术及质量控制 本文先简述了天然气工程质量要求及施工的难度与影响因素,接着介绍了天然气工程施工技术与质量控制的重要性和
格式:pdf
大小:1.1MB
页数:2P
人气:77
4.8
天然气工程施工技术及质量控制的研究 天然气属于不可再生能源,但是人们在日常生活中还需要使用大量的天然气.因此,在天然气工程施工中,天然气施工队伍要能遵循可持续发展原则,在适当的施工环节,做好节能措施.由于天然气遇到火源就会发生爆炸,因此在施工时要做好安全防护,避免天然气泄漏接触到明火.为了让天然气更好的服务人民,文章从天然气工程施工技术及质量控制进行探究,并提出合理的施工方案.
格式:pdf
大小:87KB
页数:2P
人气:77
4.7
重庆天然气公司3300m^3球形贮罐施工经验教训 重庆天然气公司3300m^3球形贮罐施工经验教训
格式:pdf
大小:87KB
页数:未知
人气:77
4.6
重庆天然气公司3300m^3球形贮罐施工经验教训 重庆天然气公司3300m^3球形贮罐施工经验教训
格式:pdf
大小:21KB
页数:6P
人气:77
4.7
球形储罐焊接施工工艺标准 管理提醒: 本帖被ohsen执行加亮操作(2009-05-12) 1.适用范围 本工艺标准适用于球罐焊接施工,焊接的主要施工方法为手工电弧焊,药芯焊丝气体保护焊。 施工范围包括:柱腿的焊接、方块和吊耳的焊接、球罐组对点焊、球罐的焊接、附件及梯子 平台的焊接。本标准依据现行国家及行业相关标准法规编制,施工方法施工单位可根据自身 条件及具体工程要求进行选择。 1.2本标准适用球罐施工的下列范围: 球罐支柱同球壳板的组装及支柱的安装 球壳板的组装(不包括球壳板的焊接) 球罐开孔的承压封头、平盖法兰及紧固件的安装 球罐喷淋装置的安装 1.3本标准不适用于下列球罐的施工: 受核辐射作用的球罐 非固定(如车载或船载)的球罐 双壳结构的球罐 膨胀成型的球罐 2.施工准备 球罐的安装前的施工准备包括技术准备、材料的验收、基础的交接检验、支柱的安装、
格式:pdf
大小:9KB
页数:1P
人气:77
4.6
球形储罐的组装及焊接工艺探讨 摘要:球形储罐(以下简称球罐)的现场组装与焊接是球罐建造工程中的关 键,现场组焊焊接难度增大,施工机具增多,质量要求不断增高。选择合理的施 工方案,减少组装应力和焊接应力,确保工程质量,是业主、施工单位、监理机 构追求的目标。 关键字:球形储罐焊接工艺预热焊接线能量 abstract:thesphericaltank(hereinafterreferredtoasthesphericaltank)atthe sceneoftheassemblyandweldingisthekeyofthesphericaltankofconstructionof theproject,theweldingcompoundincreasedthedifficulty,constructiontools
文辑创建者
我要分享 >
职位:暖通工程师(运维方向)
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐