200t钢板运输专用平车大底架的制造工艺
2025-03-26

 200t钢板运输专用平车制造工艺
200t钢板运输专用平车制造工艺 介绍了200t钢板运输专用平车的主要结构,对主要制造工艺进行了分析,确定了合理的工艺措施,保证了整车制造质量。
200t专用平车底架钢结构制造工艺 分析了200t专用平车的底架钢结构及其中、侧梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造工艺方法。
编辑推荐下载
格式:pdf
大小:168KB
页数:3P
人气:89
 4.6
4.6
200t铁路救援起重机吊臂平车 介绍了200t铁路起重机吊臂平车的主要特点、技术参数、主要结构、计算和试验情况。
格式:pdf
大小:775KB
页数:3P
人气:89
4.7
80t不锈钢运煤敞车底架钢结构制造工艺 分析了80t不锈钢运煤敞车底架钢结构的组装工艺,介绍了通过采用合理的工艺措施和使用必要的工艺装备来保证底架钢结构的质量。
热门文档 200t钢板运输专用平车大底架的制造工艺
格式:pdf
大小:192KB
页数:8P
人气:89
4.7

中联牌zlj5663jqz200h汽车起重机 产品介绍书 qay200 长沙中联重科工程起重机公司 主臂起重量表 工 作 幅 度 主臂 配重55吨,支腿全伸,全方位作业 13.818.1222.426.7731.0935.4239.7444.0748.3952.7157.161 3200 3.5160120 414011611595 4.51201101129580 5115105104927565 6100929288696250 78982828265584840 8807373726457453935 972656565635443373326 10615959585951413531.525.521.5 12
格式:pdf
大小:1.1MB
页数:5P
人气:89
4.4
100t矿石/矿粉/钢材运输专用车中梁制造工艺 根据100t矿石/矿粉/钢材运输专用车中梁结构复杂、焊后变形大、450钢焊接难度大以及c级钢焊接、拉铆钉等特点,有针对性地编制制造工艺方案,并顺利完成该车中梁的制造。
格式:pdf
大小:442KB
页数:2P
人气:89
4.7
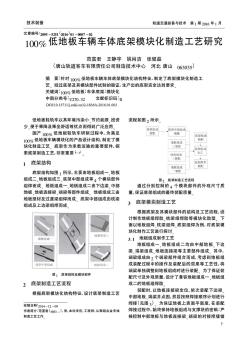
针对100%低地板车辆车体底架模块化结构特征,制定了底架模块化制造工艺。经过底架及其模块部件试制的验证,生产出的底架完全达到要求。
格式:pdf
大小:442KB
页数:2P
人气:89
4.6
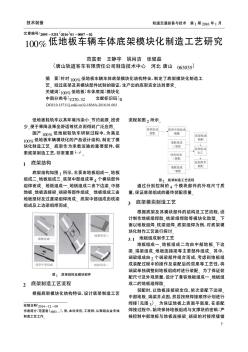
针对100%低地板车辆车体底架模块化结构特征,制定了底架模块化制造工艺。经过底架及其模块部件试制的验证,生产出的底架完全达到要求。
格式:pdf
大小:44KB
页数:2P
人气:89
4.7
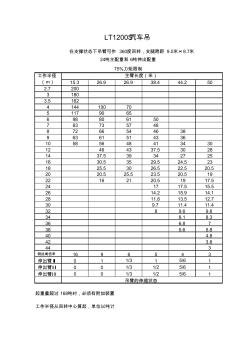
15.326.926.938.444.250 2.7200 3180 3.5162 414410070 51179065 698806150 783735748 87266544638 96361514336 10585648413430 12464337.53028 1437.539342725 1630.53529.524.523 1825.53026.522.520.5 2020.525.523.520.519 22162120.51917.5 241717.515.5 2614.215.914.1 2811.813.512.7 309.711.411.4 3289.69.8 348.18.3 366.87 38
精华文档 200t钢板运输专用平车大底架的制造工艺
格式:pdf
大小:424KB
页数:3P
人气:89
4.4
C80型铝合金运煤敞车底架钢结构制造工艺 分析了c80型铝合金运煤敞车底架及其中梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造方法。
格式:pdf
大小:183KB
页数:7P
人气:89
4.5
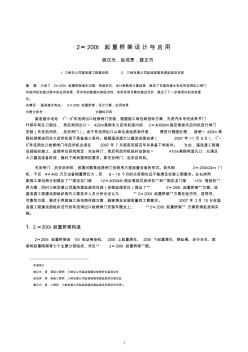
1 2×200t起重桥架设计与应用 姚汉光,赵成贵,裴正巧 1.三峡总公司溪洛渡工程建设部2.三峡发展公司监造部溪洛渡监造项目部 摘要:介绍了2×200t起重桥架诞生过程、构造形式、设计参数和计算结果,阐述了在溪洛渡水电站导流洞出口闸门 与启闭机安装过程中的应用效果,用详实的数据对其经济性、实用性和可靠性做出评价,提出了下一步使用时的改进意 见。 关键词:溪洛渡水电站;2×200t起重桥架;设计计算;应用效果 中图分类号:文献标识码: 溪洛渡水电站1#~6#导流洞出口检修闸门安装,根据施工承包商投标方案,先用汽车吊完成单节门 叶卸车和孔口就位,然后利用出口▽429m高程永久启闭机室内的2×4000kn固定卷扬式启闭机进行闸门 安装(先安启闭机,后安闸门)。由于导流洞出口山体边坡地质条件差,需进行锚固处理,致使▽429m高 程砼排架连同永久启闭
格式:pdf
大小:110KB
页数:3P
人气:89
4.4
简要介绍了国内200t/d涤纶短纤维卷曲机的现状及其主要技术参数,在结构组成上分析了200t/d涤纶短纤维卷曲机与普通卷曲机的相同之处,并对200t/d涤纶短纤维卷曲机的主要结构设计和加工制造进行了论述。
格式:pdf
大小:81KB
页数:20P
人气:89
4.5
![200T门座机安装工艺[1]](https://files.zjtcn.com/group1/M00/25/2D/CgoBZ2ADEKeAWfa0AAAPzSixVrc679.jpg)
1 目录 一、工程概况,,,,,,,,,,,,,,,, 二、门座机吊装、安装工艺流程,,,,,,,, 三、门座机吊装、安装施工工艺,,,,,,,, 四、整机试车,,,,,,,,,,,,,,,, 2 一、工程概况 本工程地点在舟山市秀山岛,由九院设计,常石集团thb投 资建造两台d20048k12型200t门座式起重机,该起重机主要由行 走机构、门座、下转柱、八撑杆、大针轮、转盘、人字架、臂架 机房及机房内主起升、副起升、变幅机构、旋转机构、电气设备 等组成,由无锡大力起重机有限公司制造,在舟山秀山岛thb工 厂三期现场安装。 针对本工程实际情况,起重机主要部件在吊装时拟使用一副 360t级龙门桅杆吊,按自下而上的顺序进行安装。为确保在起 重机吊装、安装过程中的安全、质量和工期,特编制本方案以利 项目的顺利实施。 门座起重机主要技术参数: 起重能力:主钩:200
格式:pdf
大小:107KB
页数:20P
人气:89
4.7
.... 参考 25吨汽车起重机起重性能表(主臂) 工作半径(m) 吊臂长度(m) 10.213.7517.320.8524.427.9531.5 32517.5 3.520.617.512.29.5 41817.512.29.5 4.516.315.312.29.57.5 514.514.412.29.57.5 5.513.513.212.29.57.57 612.312.211.39.27.575.1 6.511.21110.58.87.575.1 710.2109.88.57.275.1 7.59.49.29.18.16.86.75.1 88.68.48.47.86.66.45.1 8.587.97.87.4
最新文档 200t钢板运输专用平车大底架的制造工艺
格式:pdf
大小:191KB
页数:38P
人气:89
4.6

40t-43m门座式起重机 页脚内容1 25吨汽车起重机起重性能表(主臂) 工作半径(m) 吊臂长度(m) 10.213.7517.320.8524.427.9531.5 32517.5 3.520.617.512.29.5 41817.512.29.5 4.516.315.312.29.57.5 514.514.412.29.57.5 5.513.513.212.29.57.57 612.312.211.39.27.575.1 6.511.21110.58.87.575.1 710.2109.88.57.275.1 7.59.49.29.18.16.86.75.1 40t-43m门座式起重机 页脚内容2 88.68.48.47.86.66.45.
格式:pdf
大小:125KB
页数:2P
人气:89
4.4
介绍了香港e&m工程平车底架钢结构的组装工艺,分析了组装工艺难点,论证了采用必要的工艺装备、合理的工艺措施来保证底架钢结构质量的可行性和合理性。
格式:pdf
大小:31KB
页数:1P
人气:89
4.4

182124273033363942454851545760 5130 6104103.5103 781.981.881.581.279.8 866.966.766.566.466.266.165.9 956.456.25655.955.655.555.455.251.9 1048.648.548.248.147.947.847.647.447.347.146.9 1237.937.837.537.337.237.136.936.736.636.436.236.13635.8 1430.930.830.530.330.230.129.929.729.629.429.229.12928.728.5 1625.825.625.42
格式:pdf
大小:714KB
页数:2P
人气:89
4.4
快速客运电力机车底架制造工艺 通过对快速客运电力机车底架制造工艺的深入研究,系统地总结了快速客运电力机车底架制造的工艺特点、工艺难点等,同时给出了相对应的工艺方法,工艺措施,并且经过验证,这些具体的工艺方法具有很强适用性,为类似结构的底架制造提供有效的借鉴和应用。
格式:pdf
大小:689KB
页数:2P
人气:89
4.3
重载货运电力机车底架制造工艺 通过对一种重载货运电力机车车体底架钢结构进行分析,制定出车体底架的整体制造工艺流程,工艺特点、要点等,详细阐述了底架钢结构整体以及其部件的制造工艺方法和措施.经过批量生产验证,工艺方法和工艺措施合理、有效.
格式:pdf
大小:1.4MB
页数:4P
人气:89
4.5

主要介绍了c型不锈钢地铁车底架端部组焊的工艺制造方案及工艺验证,分析设计结构通过控制单件公差、提高工装精度,预置焊接反变形、调修等工艺方法保证端底架平度及各尺寸要求,并摸索规律以推广到其他项目,为c型车平台提供宝贵的经验。
格式:pdf
大小:703KB
页数:3P
人气:89
4.8
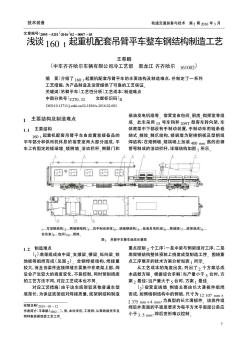
介绍了160t起重机配套吊臂平车的主要结构及制造难点,并制定了一系列工艺措施,为产品制造及运营提供了可靠的工艺保证。
格式:pdf
大小:703KB
页数:3P
人气:89
4.4
介绍了160t起重机配套吊臂平车的主要结构及制造难点,并制定了一系列工艺措施,为产品制造及运营提供了可靠的工艺保证。
格式:pdf
大小:88KB
页数:2P
人气:89
4.8
一、现状分析我公司200t/d面粉车间制粉工艺是1996年由原国内贸易部北京设计院设计的中路制粉工艺。设置为:5b、9m、2s、2t,其中4皮分粗细、5皮只设细皮磨,设置4道清粉。此工艺属于90年代国际上较流行的布勒制粉工艺,特点是心磨粉路较长,在加工过程中适于均衡出粉。此车间自1997年投产之后运转至今,其制粉效果一直很稳定,所生产的面粉在市场上也以质量稳定而著称;但随着公司产品结构的调整,现有面粉车间的工艺在加工联产粉及专用粉时,表现出
格式:pdf
大小:637KB
页数:3P
人气:89
4.7
450t落下孔车钢结构制造工艺 载重450t落下孔车的钢结构采用德国dillimax690t、日本wel-ten780a和国产hg785e高强度钢,侧承梁,导向梁,大、中、小底架均为全钢焊接结构。本文介绍了为保证钢结构的制造质量所采取的工艺方法。
文辑创建者
我要分享 >
职位:岩土技术负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐