22Mn2SiVBS热轧无缝钢管控冷时组织与性能
2025-01-17
设计研发了一种空冷贝氏体钢22Mn2SiVBS,作汽车半轴套管用钢;热轧制成管坯后观察其显微组织。结果表明:在奥氏体晶界处有一定量断续网状铁素体析出,降低了钢的力学性能;钢的组织为均一的贝氏体,抗拉强度900 MPa,硬度301 HB,满足使用要求。通过对试样的重新加热控制冷却试验,分析研究了钢的组织、力学性能和加热控制冷却工艺三者之间的关系,提出了使该钢获得均匀贝氏体和良好力学性能的措施。

热轧无缝钢管 热轧无缝钢管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进 行的轧制,而热轧就是在再结晶温度以上进行的轧制。 热轧无缝钢管 优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的 缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿 轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的 气泡、裂纹和疏松,也可在高温和压力作用下被焊合。 缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧 化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿 厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。 焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变 大得多;2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内 部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般
热轧无缝钢管总结 热轧无缝钢管工艺流程主要包括:扎前坯料准备,管坯定心,管坯加热,穿 孔,轧制,定减径,冷却与精整,切断,检查。 在这次课堂讨论过程中,我主要负责的是扎前坯料准备,管坯定心,管坯加 热的相关工作,主要查找一些资料,随后向同学汇报成果,介绍这些流程的主要 内容和方法,使组员们更加了解有关这三个步骤的细节,为他们解答其中的难点 重点问题。其他的问题主要听其他组员的讲解,从中学到了很多知识,获益匪浅。 要懂得热轧无缝钢管的主要流程,首先要知道什么事热轧无缝钢管,它是一 种压力加工的方法,使金属坯料通过一对回转轧辊间的间隙而产生连续变形。这 个“轧”字至关重要。 坯料准备很简单,包括坯料的选择,检查,切断,表面清理。这里就不再赘 述了。 比较主要的步骤是管坯定心,什么是管坯定心以及为什么要定心是这个工艺 流程主要问题。弄懂了这两个问题,实质问题就解决了。
编辑推荐下载
格式:pdf
大小:1.4MB
页数:9P
人气:65
![热轧无缝钢管-[热轧无缝钢管价格]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 4.4
4.4
![热轧无缝钢管-[热轧无缝钢管价格]](https://files.zjtcn.com/group1/M00/A5/76/CgoBZ2BdTBqAM-4fAABCB22ebv0959.jpg)
热轧无缝钢管-聊城市舜冶金属制品有限公司现货供应、规格齐全 热轧无缝钢管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下 进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 热轧无缝钢管规格表-聊城市舜冶金属制品有限公司现货供应 规格 数 量 规格数量规格 数 量 厂家 12×1.51873×4-4.5-5-6-7-8-9-10-12-1550219×30-4065舜冶金属 14×1.5-2.5-32076×4-4.5-5-6-7-8-9-10-12-1460245×8-10-14-17-20-22105舜冶金属 16×1.5-2.5-43083×4.5-5-10/121416182030245×25-28-30-34-4084舜冶金属 18×2.3-4-52089×4.5-8-10/12-1416-182040273
格式:pdf
大小:996KB
页数:26P
人气:65
4.6
精选文档 . 2、热轧钢管生产工艺流程 2.1一般工艺流程 热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、 定减径和钢管冷却、精整等几个基本工序。 当今热轧无缝钢管生产的一般主要变形工序有三个:穿孔、轧管和定减径; 其各自的工艺目的和要求为: 2.1.1穿孔:将实心的管坯变为空心的毛管;我们可以理解为定型,既将轧件断面 定为圆环状;其设备被称为穿孔机。对穿孔工艺的要求是:首先要保证穿出的毛 管壁厚均匀,椭圆度小,几何尺寸精度高;其次是毛管的内外表面要较光滑,不 得有结疤、折叠、裂纹等缺陷;第三是要有相应的穿孔速度和轧制周期,以适应 整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。 2.1.2轧管:将厚壁的毛管变为薄壁(接近成品壁厚)的荒管;我们可以视其为定 壁,即根据后续的工序减径量和经验公式确定本工序荒管的壁厚值;该设备被称 为轧管机。对轧管工艺
热门文档 22Mn2SiVBS热轧无缝钢管控冷时组织与性能
格式:pdf
大小:458KB
页数:6P
人气:65
4.6
 热轧无缝钢管时的工艺润滑
热轧无缝钢管时的工艺润滑 1.前言近年来,随着能源开发的飞速发展,以油井管为主的无缝钢管的需求量大幅度增加。为此,各企业都在大力强化设备制造体制,以期增强设备的制造能力。无缝钢管按其规格和材质的不同,可以采用多种方法生产;因而,轧制时所采用的润滑剂也是多种多样的,由于这些润滑剂对钢管尺寸精度、表面质量以及工具寿命均有很大影响,故应认真加以分析研
格式:pdf
大小:585KB
页数:15P
人气:65
4.3
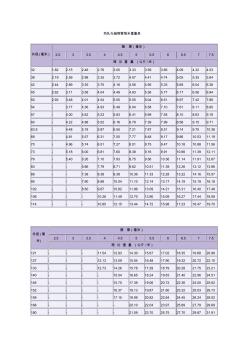
热轧无缝钢管每米重量表 外径(毫米) 壁厚(毫米) 2.533.544.555.566.577.5 理论重量(公斤/米) 321.822.152.462.763.053.333.593.854.094.324.53 382.192.592.983.353.724.074.414.745.055.355.64 422.442.893.353.754.164.564.955.335.696.046.38 452.623.113.584.044.494.935.365.776.176.566.94 502.933.484.014.545.055.556.046.516.977.427.86 54-3.774.364.935.49

格式:pdf
大小:825KB
页数:9P
人气:65
4.7
热轧无缝钢管轧机选型的探讨 详细介绍了各种穿孔机、轧管机、定径机、微张力战径机、张力减径机的优缺点,并介绍了有关上述设备的技术参数,提出了无缝钢管轧机选型的建议.
精华文档 22Mn2SiVBS热轧无缝钢管控冷时组织与性能
格式:pdf
大小:1016KB
页数:6P
人气:65
4.5
世界热轧无缝钢管轧机的发展 介绍了世界热轧无缝钢管轧机的发展,并对各种机型进行了评述,从发展的角度,简要分析了世界无缝钢管生产技术装备未来发展趋势。
格式:pdf
大小:22KB
页数:2P
人气:65
4.6
45钢热轧无缝钢管技术标准 1范围 本技术协议规定了45钢热轧无缝钢管的尺寸、外形、重量及允许偏差、技术要 求、试验方法、检验规定、包装、标志和质量证明书等。 2规范性引用文件 下列文件中的条款通过本协议的引用而成为本协议的条款。凡是注日期的引用文 件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本协议。凡是不 注日期的引用文件,其最新版本适用于本协议。 gb/t222钢的化学成份允许偏差 gb/t223钢的化学分析方法 gb/金属拉伸试验第1部分:试验拉伸试验 gb/t10561钢中非金属夹杂物含量的测定 gb/t8162碳素结构钢 gb/t2102钢管的验收、包装、标志和质量证明书 3尺寸、外形、重量及允许偏差 外径和壁厚 钢管的外径、壁厚尺寸允许偏差应符合表1和表2的规定。 表1外径允许偏差(mm) 外径范围外径允许偏差

格式:pdf
大小:255KB
页数:15P
人气:65
4.5
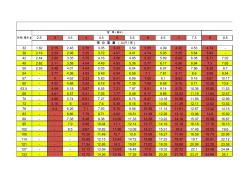
2.533.544.555.566.577.588.5 321.822.152.462.763.053.333.593.854.094.324.534.74- 382.192.592.983.353.724.074.414.745.055.355.645.92- 422.442.893.353.754.164.564.955.335.696.046.386.717.02 452.623.113.584.044.494.935.365.776.176.566.947.37.65 502.933.484.014.545.055.556.046.516.977.427.868.298.7 54-3.774.364.935.496.0
格式:pdf
大小:704KB
页数:10P
人气:65
4.7

热轧无缝钢管每米重量表 热轧无缝钢管每米重量表 角铁ll50*50*5/m=3.77kg ll40*40*4/m=2.422kg ll30*30*3/m=1.377kg 规格高度腿宽腰厚理重厂家 5#50374.55.438天津宝航钢铁 6.3#63404.86.634天津宝航钢铁 8#80435.08.045天津宝航钢铁 10#100485.310.007天津宝航钢铁 12#120535.512.059天津宝航钢铁 12.6#126535.512.318 14#a140586.014.535天津宝航钢铁 14#b14060816.733天津宝航钢铁 16#a160636.517.24天津宝航钢铁 16#b160658.519.752天津宝航钢铁 18#a180687
最新文档 22Mn2SiVBS热轧无缝钢管控冷时组织与性能
格式:pdf
大小:244KB
页数:4P
人气:65
4.3
热轧无缝钢管生产计划系统 对热轧无缝钢管生产的特点进行了分析,在此基础上,研制开发了热轧无缝钢管生产计划系统。该系统包括数据管理、月计划编制、生产作业计划编制和计划滚动4个模块。数据管理模块实现计划数据与基础数据的集成以及数据的及时更新;月计划编制与生产作业计划编制模块使计划工作程序化,实现计划的快速有效编制;计划滚动模块及时响应信息的变更,实现计划的滚动编制。
格式:pdf
大小:152KB
页数:4P
人气:65
4.5
热轧无缝钢管内折缺陷分析 热轧无缝钢管的内折缺陷一直是影响钢管一次合格率和成材率指标的主要原因之一。内折缺陷主要在穿孔过程中产生,其产生的主要原因与连铸管坯质量(内因)有关,也与穿孔工艺制度(外因)合理与否有关。主要分析了穿孔工艺制度与内折的关系,并提出了预防措施。
格式:pdf
大小:242KB
页数:3P
人气:65
4.5
热轧无缝钢管在线常化工艺 介绍了热轧无缝钢管在线常化工艺的特点及应用要求。与传统常化工艺相比,在线常化工艺具有工艺简单、设备投资少、能耗低等优点。该工艺适用于连续轧管,自动轧管等工艺。
格式:pdf
大小:173KB
页数:未知
人气:65
4.6
热轧无缝钢管内折缺陷分析 无缝钢管是当前社会生产和建设当中必不可少的一种重要材料。无缝钢管在进行热轧是时候,内折缺陷是存在的主要问题之一,其不仅对钢管的合格率造成影响,还会影响成材率指标。同时热轧无缝钢管在使用的时候,因为在穿孔中,连铸管坯达不到规定的质量,并且工艺制度不合理,这样就促使其存在内折缺陷。基于此,本文主要对热轧无缝钢管内折缺陷进行了分析。
格式:pdf
大小:24KB
页数:2P
人气:65
4.6
45钢热轧无缝钢管技术标准 1范围 本技术协议规定了45钢热轧无缝钢管的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规定、包 装、标志和质量证明书等。 2规范性引用文件 下列文件中的条款通过本协议的引用而成为本协议的条款。凡是注日期的引用文件,其随后所有的修改单(不 包括勘误的内容)或修订版均不适用于本协议。凡是不注日期的引用文件,其最新版本适用于本协议。 gb/t222钢的化学成份允许偏差 gb/t223钢的化学分析方法 gb/t228.1金属拉伸试验第1部分:试验拉伸试验 gb/t10561钢中非金属夹杂物含量的测定 gb/t8162碳素结构钢 gb/t2102钢管的验收、包装、标志和质量证明书 3尺寸、外形、重量及允许偏差 3.1外径和壁厚 钢管的外径、壁厚尺寸允许偏差应符合表1和表2的规定。 表1外径允许偏差(mm) 外径
格式:pdf
大小:53KB
页数:未知
人气:65
4.7
热轧无缝钢管轧机研讨会在太原召开 热轧无缝钢管轧机研讨会于2005年1月1日在太原市通泽成套设备有限公司(山西省冶金成套设备技术中心)召开,来自国内相关单位的10余位专家参加了会议。会议就热轧无缝钢管轧机进行了广泛的交流,重点对aeesl和accuroll轧机的优缺点从理论到生产实际并结合改造选型进行了深入的讨论。会议还对krm轧机的特点及推广前景进行了分析。
格式:pdf
大小:463KB
页数:2P
人气:65
4.6
热轧无缝钢管质量缺陷与检测方法探讨 近年来一部分钢管机组陆续建成,再加上轧管生产技术不断进步,热轧无缝钢管的质量凸显出各种各样的问题,问题的种类和表现形式也在不断发生变化,因此必须对质量缺陷重新进行界定。本文概括了热轧无缝钢管产品存在的不同种类的质量缺陷及表示方法。从原理、应用领域等多个方面简单介绍了钢管常规无损检测法,并进一步探讨了超声无损检测技术。
格式:pdf
大小:67KB
页数:3P
人气:65
4.4
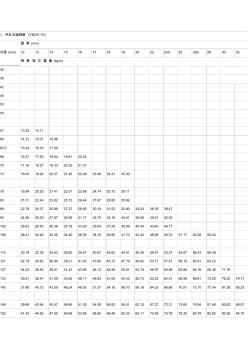
1、热轧无缝钢管(yb231-70) 外径(mm) 壁厚(mm) 12131415161718192022(24)25(26)283032 钢管理论重量(kg/m) 32 38 42 45 50 54 5713.3214.11 6014.2115.0715.88 63.515.2416.1917.09 6816.5717.6318.6419.6120.52 7017.1618.2719.3320.3521.31 7318.0519.2420.3721.4622.4923.4824.4125.30 7618.9420.2021.4122.5723.6824.7425.7526.71 8321.0122.4423.8225.15

文辑创建者
我要分享 >
职位:方案预算造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐