40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
2025-02-17
采用三种不同焊接方法,即手工焊、氩弧焊(TIG焊)、CO2气体保护焊,对40Mn2钢在热轧状态及焊后200℃回火状态的焊接接头显微组织和硬度分布进行了研究。结果表明:热轧状态下,三种焊接工艺所得焊缝组织均由粗大柱状晶、针状及块状铁素体和珠光体组织组成;焊后200℃回火状态的三种焊接工艺所得焊缝组织明显比其未经回火的组织细小;CO2气体保护焊焊接接头显微组织更细小、均匀,且魏氏组织(针状铁素体)等脆性相的数量较少;焊缝熔合区都有魏氏组织存在,但级别各不相同;热影响区组织均为细小的铁素体与片状珠光体组成。三种焊接工艺中,焊缝硬度值虽都有波动,但都在硬度允许范围内。故CO2气体保护焊+焊后200℃回火焊缝显微组织及硬度分布有最佳配合,为在本实验条件下的最佳焊接工艺。

 大型铝型材焊丝、焊接工艺及焊接接头组织与性能
大型铝型材焊丝、焊接工艺及焊接接头组织与性能 概述了车辆用大型铝合金型材配用焊丝、焊接工艺,并以车辆用7005铝型材焊接接头为例详细说明了这类型材焊接接头的组织与性能。

400mpa级超级钢co2气体保护焊不同焊接工艺焊接接头组织性能——采用二氧化碳气体保护焊焊接400mp级超钢,并对不同冷却条件下的焊接接头显微组织及力学性能进行分析。结果表明,实际生产中可以直接应用二氧化碳气体保护焊焊接400mp超级细晶粒钢。
编辑推荐下载
格式:pdf
大小:432KB
页数:3P
人气:55
 4.4
4.4
钢制凸形封头拼接焊接接头的焊接工艺评定 本文按照凸形封头的成形加工工艺、封头材料种类,封头拼接焊接接头的焊接方法和焊后热处理类别,分别叙述封头拼接焊接接头的焊接工艺评定所需项目。
格式:pdf
大小:344KB
页数:6P
人气:55
4.4
复杂焊接接头在焊接工艺指导文件中的逻辑表达 以一台钛-钢复合钢板压力容器为例,提出了一种在焊接工艺指导文件中表达复杂焊接接头的方法。
热门文档 40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
格式:pdf
大小:248KB
页数:4P
人气:55
4.8
渗铝钢焊接工艺及焊接接头性能研究 采用4种不同焊条进行渗铝钢焊接工艺试验,并对焊接试件进行了力学性能检测。通过试验研究,得到了4种焊条的焊接试件力学性能数据,总结出了渗铝钢焊条电弧焊的焊接工艺方法,可为渗铝钢的焊接加工提供具体的参考数据。
格式:pdf
大小:174KB
页数:5P
人气:55
4.5
渗铝钢焊接工艺及焊接接头力学性能研究 应用4种不同的焊条进行渗铝钢焊接工艺试验,并对焊接试件进行力学性能检测。通过大量的试验研究,得到4种焊条的焊接试件力学性能数据,总结出渗铝钢手工电弧焊的焊接工艺方法,为渗铝钢的焊接加工提供具体的参考数据。
格式:pdf
大小:388KB
页数:5P
人气:55
4.4
焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响 采用不同焊接工艺制备10crnisimncu钢焊接接头的腐蚀试样,通过室内挂片和电化学测试,探讨焊接工艺对焊接接头腐蚀性能的影响。分析结果认为,接头各区夹杂物、化学成分和微观组织的差别,是导致接头各区耐蚀性差异和不同种类接头耐蚀性差异的重要影响因素;熔合区由于成分、组织的不均匀,微观缺陷和焊接残余应力的存在等促使该区容易发生沟槽状腐蚀;焊接过程中输入的线能量较高,是造成埋弧焊接头的耐腐蚀性比其手工焊接头好的主要原因。
格式:pdf
大小:25KB
页数:5P
人气:55
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:478KB
页数:未知
人气:55
4.7
焊丝对Q890钢焊接接头显微组织和硬度的影响 分别选用ok13.31、ghs90和mk-ghs90焊丝,在线能量为12kj/cm的条件下对q890钢进行焊接试验。对3种焊接接头的组织和硬度进行了分析。结果表明,ok13.31焊丝的焊接接头硬度相对较低,与基材硬度差小,热影响区软化区宽度较小,焊接粗晶区具有相对多的贝氏体,该焊接接头具有较好的力学性能。
精华文档 40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
格式:pdf
大小:707KB
页数:6P
人气:55
4.5

工业纯钛焊接工艺试验及焊接接头质量控制 齐鲁石化公司检修公司聂振海1993.10 钛及钛合金具有比重小,强度高及良好的高、低温性能,它在湿氯气中,氧酸盐、 尿素、硝酸、石酸、石炭酸等大多数酸、碱、盐介质中有优异的抗裂性能和耐腐蚀性 能,使之成为一种前景广范的新型结构材料,越来越广泛地应用在石油化工、军工、 宇航、制药等各个领域。 但是,由于钛在高温下,有很强的化学活泼性,熔点高,热熔量小,导热性差等 特点,因此它的可焊性具有与碳钢、普通低合金钢、不锈钢、铝、铜等不同的显著特 点。 为了广开生产门路,适应我公司化工生产的需要,我们进行了工业纯钛焊接工艺 试验及焊接接头质量控制的专题研修。现简述如下: 一、工业纯钛的种类及性能 工业纯钛的牌号用汉语拼音字母tax表示。tad是碘法钛,ta4—ta8、tb2、 tc1~tc10是钛合金。工业纯钛有ta1、ta2
格式:pdf
大小:531KB
页数:4P
人气:55
4.6
焊材和焊接工艺对灰铸铁焊接接头组织和硬度的影响 灰铸铁使用一般焊材冷焊时,容易在焊缝和半熔化区出现白口和淬硬组织,热焊工艺则能耗大,劳动条件差,生产率低。本研究采用e4303、z208、z408焊条,配合电弧冷焊和半热焊工艺对灰铸铁进行了焊接试验,比较了各种焊缝和半熔化区的组织、硬度、半熔化区的白口宽度,结果表明:e4303焊条配合半热焊工艺,z408焊条配合冷焊和半热焊工艺适合焊接灰铸铁的加工面
格式:pdf
大小:155KB
页数:3P
人气:55
4.6

焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊

最新文档 40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
格式:pdf
大小:186KB
页数:5P
人气:55
4.4
焊接工艺对空调机活塞球杆焊接接头显微组织的影响 分析了三种不同焊接工艺焊接的汽车空调机活塞球杆焊接接头的显微组织,并对其显微硬度分布进行了测定,探讨了焊接工艺对显微组织的影响。
格式:pdf
大小:35KB
页数:5P
人气:55
4.3
作业指导书文件编号: 第一页:共页 名称:钢筋焊接接头机械性能试验生效日期: 编制:建材室批准: 日期: 密级:秘密发放登记号: 1 钢筋焊接接头机械性能试验作业指导书 (包括对钢筋焊接接头拉伸性能和弯曲性能的检测) 1项目名称 钢筋焊接接头机械性能试验。 2适用范围 适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的钢筋焊接接头。 3编制依据和采用标准 jgj18-96钢筋焊接及验收规程 jgj27-86钢筋焊接接头试验方法 4检测人员 xxx 5设备仪器 5.1万能材料试验机、 型号:wi-100 量程:最大荷载100吨 准确度:一级 分辩率:0.5kn。 5.2液压式万能材料试验机 型号:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨
格式:pdf
大小:9KB
页数:1P
人气:55
4.4

个人资料整理仅限学习使用 1/1 钢管桩焊接接头 采用焊接的方法 (1> 管端的浮锈,油污等脏物必须清除,潮湿处应烘干,管径经锤打后如有变形,应整修合格 。 (2>焊接时应校正垂直度,间隙应为2-4mm。 (3>焊丝使用前应经200~300℃烘干2h,并存放在烘箱内,维持恒温150℃。 (4>钢管桩应采用多层焊,每层焊缝的接头应错开,焊渣应清除。 (5> 当风速大于10m/s或气温低于0℃及雨雪天气,桩管潮湿又无措施保证质量时,不得施焊。 (6>每个接头焊接完毕,应冷却1min后,方可继续锤击。
格式:pdf
大小:1.7MB
页数:44P
人气:55
4.8

毕业设计(论文) 题目铝合金搭接接头焊接工艺设计 专业 班级 学生 学号 指导教师 重庆交通大学 年 目录 摘要................................................................................................................................................................i abastract...............................................................................................................................................ii 前言............
格式:pdf
大小:1.6MB
页数:4P
人气:55
4.8
不同焊接材料对耐候钢焊接接头耐腐蚀性能的影响 利用周期浸润循环腐蚀实验,结合扫描电镜以及电化学分析等手段,研究了不同耐候指数的焊接材料对耐候钢焊接接头耐腐蚀性能的影响.结果表明,采用普通焊接材料焊接得到的焊接接头锈层厚度不均匀,焊接接头处局部腐蚀严重.采用与母材耐候指数相近的焊接材料焊接得到的焊接接头锈层区分为内锈层和外锈层,内锈层致密且存在大量cr元素,焊接接头与母材发生均匀腐蚀.
格式:pdf
大小:104KB
页数:未知
人气:55
4.5
焊接接头组织分析 随着社会的不断进步和发展,焊接技术在现代化社会建设过程中的应用越来越广泛,焊接接头的组织分析也随之显得越来越关键,本文以熔焊为佣,就如何正确识别焊接接头的各种金相组织做了简要介绍。
格式:pdf
大小:144KB
页数:7P
人气:55
4.7

mag焊焊接接头的研究 通过理论分析和焊接对比试验,提出了适合mag焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 mag(metalaativegasarewelding)焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。目前我国常用的是80%ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。mag焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳,加剧了电弧中的氧化反应,氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。因此mag焊现已在焊
格式:pdf
大小:126KB
页数:14P
人气:55
4.6
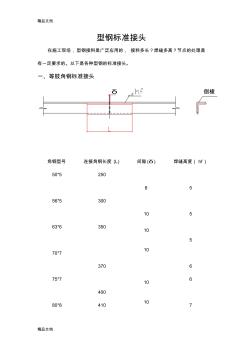
精品文档 精品文档 型钢标准接头 在施工现场,型钢接料是广泛应用的,接料多长?焊缝多高?节点的处理是 有一定要求的。以下是各种型钢的标准接头。 一、等肢角钢标准接头 倒棱δ 角钢型号连接角钢长度(l)间隙(δ)焊缝高度(hf) 50*5250 85 56*5300 105 63*6350 10 5 70*7 370 10 6 75*7 400 106 80*8410107 精品文档 精品文档 90*8460127 100*10490 12 9 110*10540129 125*126401410 140*14690 14 12 160*147901412 180*16860 14 14 200*208402018 二、不等肢角钢标准接头 δ倒棱 角钢型号连接角钢长度
格式:pdf
大小:1.0MB
页数:4P
人气:55
4.5
异种钢焊接接头的裂纹分析 通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
格式:pdf
大小:546KB
页数:4P
人气:55
4.6
钢轨焊接接头平直度研究 钢轨焊接接头是无缝线路的重要组成部分,其平直度情况对于列车行车速度、运行平稳性和旅客乘坐舒适性具有重要影响。采用型尺测量方法,对某线路现场新铺钢轨焊接接头平直度进行了测量、统计及分析,结果表明现役钢轨焊接接头平直度与tb/t1632-2005《钢轨焊接》关于平直度的要求差距很大。结合轨道平顺性控制特点,总结了钢轨焊接接头平直度控制的主要措施,对钢轨焊接接头平直度研究方向提出了建议,指出全面系统研究钢轨焊接接头平直度,对于发展我国高速重载无缝线路、加快经济建设等具有重要意义。
文辑创建者
我要分享 >
职位:水电安全施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐