440MPa级钢薄板CO2单面焊接工艺及变形控制
2024-06-08


400mpa级超级钢co2气体保护焊不同焊接工艺焊接接头组织性能——采用二氧化碳气体保护焊焊接400mp级超钢,并对不同冷却条件下的焊接接头显微组织及力学性能进行分析。结果表明,实际生产中可以直接应用二氧化碳气体保护焊焊接400mp超级细晶粒钢。
船用薄板co2焊控制焊接变形工艺研究 作者:曾平,zengping 作者单位:武汉船舶职业技术学院,湖北,武汉,430050 刊名:焊接技术 英文刊名:weldingtechnology 年,卷(期):2010,39(3) 参考文献(1条) 1.薛小怀;陈家本;马玉江薄板小变形mag焊焊接工艺研究[期刊论文]-造船技术2005(04) 本文链接:http://d.g.wanfangdata.com.cn/periodical_hanjiejs201003015.aspx
编辑推荐下载
格式:pdf
大小:249KB
页数:3P
人气:89
 4.7
4.7
 890MPa钢级钢管的焊接工艺
890MPa钢级钢管的焊接工艺 890mpa钢级钢管主要应用于工程机械领域悬臂起重机,符合高强度、低重量、高安全性的行业发展要求。本文主要涉及实验室对该钢管的焊接性研究和焊接工艺评定。
格式:pdf
大小:158KB
页数:7P
人气:89
4.5
co2保护焊焊接工艺标准 1.co2保护焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与焊丝直径不超过2mm的co2保护焊焊接工艺。工艺规定 了一般低碳钢、普通低合金高强度钢手工电弧焊的基本要求。凡各工程的工艺中无特殊要求 的结构件co2保护焊均应按本工艺规定执行。 1.2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时, 所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本 的可能性。 (1)焊缝符号表示法(gb/t324-1988); (2)气焊手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸(gb/t985-1988); (3)电工名词术语电焊机(gb/t2900.22-1985); (4)焊接术语(gb/t3375-1994); (5)金属焊接及钎焊
热门文档 440MPa级钢薄板CO2单面焊接工艺及变形控制
格式:pdf
大小:14KB
页数:4P
人气:89
4.8
co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备
格式:pdf
大小:138KB
页数:7P
人气:89
4.7
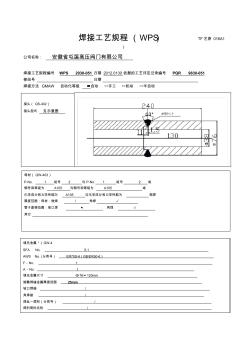
焊接工艺规程(wps)tf艺原016a1 ) 公司名称:安徽省屯溪高压阀门有限公司 焊接工艺规程编号wps2030-051日期2012.0130依据的工艺评定记录编号pqr9830-051 修改号日期 焊接方法gmaw自动化等级■自动□手工□机动□半自动 接头(qs-402) 接头型式见示意图 母材(qw-403) p-no.1组号2与p-no.1组号2或 钢号和等级为a105与钢号和等级为a105或 化学成分和力学性能为a105与化学成分和力学性能为相焊 厚度范围:母材:堆焊/角焊√ 管子直径范围:坡口焊◣角焊√ 其它 填充金属*(qw-4 sfano.5.1 awsno.(分类号)er70s-6(gb/er50-6) f-no.1 a-no.1 填充金属尺寸φ76×1
格式:pdf
大小:625KB
页数:5P
人气:89
4.6
以静音钢板为研究对象,基于实车装配需求对静音钢板的co2气体保护焊接工艺进行研究和改善。通过对不同组合焊接试样接头拉伸强度及硬度和组织的检测,进行预加焊点新工艺的可行性验证,对比分析焊接工艺改进前后接头强度及断裂模式的差异。结果表明,静音钢板的结构特性是导致可焊性差和接头强度稳定性差的主要原因;通过对静音钢板预加焊点新工艺的对策验证,有效提升了静音钢板co2气体保护焊的有效性,改善了静音钢板底层焊接性能不良的问题,减少了接头焊接不良问题发生概率。
格式:pdf
大小:187KB
页数:3P
人气:89
3

ta2的钨极氩弧焊单面焊双面成形焊接工艺研究——以厚度为6mm的ta2板的焊接为例,研究了工业纯钛板单面焊、双面成形的焊接工艺。该工艺采用手工钨极氩弧焊打底、自动氩弧焊焊接,有效地控制了焊接接头缺陷的产生。此工艺方法合理,获得了良好的焊缝组织和焊接接...
格式:pdf
大小:908KB
页数:2P
人气:89
4.7
**资讯http://www.***.*** **资讯http://www.***.***
精华文档 440MPa级钢薄板CO2单面焊接工艺及变形控制
格式:pdf
大小:71KB
页数:4P
人气:89
4.7

co2气体保护焊操作工艺 本规程根据我厂焊接施工主要方式为二氧化碳气体保护焊;工程材料主要为低碳素结构钢材料,材质为q235b的 型材和板材,以及高张力螺栓(含螺母和垫片)的焊接施工编写。要求操作者必须持有有效焊工证。 一、焊接准备 1、焊丝使用前应检验外观质量,对有油、锈的必须清理干净,如使用药皮焊丝要严格按使用说明书的规定烘干, 并有烘干记录。 2、焊接前接头清洁要求在坡口两侧30mm范围内影响焊缝质量的毛刺、油污、水锈脏物、氧化皮必须清洁干净。 3、工件厚度大于6mm时,为确保焊透强度,在板材的对接边缘应采用开切v形或x形坡口,坡口角度为60° 钝边p为0~1mm,装配间隙b为0~1mm;当板厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理,如简图(具 体坡口形式及尺寸按图纸工艺及gb/t985或jb/t9186-1999要求): 4、焊前应对c
格式:pdf
大小:176KB
页数:未知
人气:89
4.6
船用钢薄板焊接工艺 大型船舶的上层建筑主要由船用薄钢板建造而成。为了保证船舶建造质量,满足其使用性能要求,大型船舶建造过程中可选用co_2气体保护焊的焊接方法,采用药芯焊丝及合理的焊接工艺。co_2气体保护焊具有焊接效率高、焊接变形小的特点。采用co_2气体保护焊,可以避免烧穿和波浪变形,保证船用薄板的焊接质量。
格式:pdf
大小:1.1MB
页数:5P
人气:89
4.5

co2气体保护焊焊接工艺及应用 作者:张幻,zhanghuan 作者单位:舟山船舶工业学校,浙江,舟山,316000 刊名:船海工程 英文刊名:ship&oceanengineering 年,卷(期):2008,37(1) 被引用次数:0次 相似文献(10条) 1.期刊论文石建材co2气体保护焊在吊杆焊接中的应用-中国外资2008(8) 吊杆在焊接过程中存在焊接质量合格率低、焊接速度慢等问题,焊接时改用co2气体保护焊,只要焊接材料选用合理、严格执行焊接工艺参数和焊接要 求,可得到良好的焊接质量.证实了co2气体保护焊具有成本低,效率高,焊接质量好等优点.在生产实践中可大力推广. 2.期刊论文陈瑞.杨庆来药芯焊丝co2气体保护焊在不锈钢材料焊接中的应用-焊接技术2002,31(4) 药芯焊丝co2气体保护焊操作性能好,焊缝成形美
格式:pdf
大小:9KB
页数:2P
人气:89
4.7

co2气体保护焊焊接工艺设计及应用 摘要:co2气体,ar-co2混合气应用在低碳钢结构焊接上,具有成本底,效率高,焊接质量好. 分析了混合气的市场开发应用前景,介绍了co2气体保护焊操作技术及注意的一些问题, 对co2气体保护焊焊接工艺设计及其具有一定的指导作用.关键词:一,前言气体保护 焊尤其是co2气体保护焊,正逐步取代于焊条电弧焊的焊接,在钢结构中,焊接工作量大,焊 接质量要求较高,技术难度大,原采用焊条电弧焊,焊接变形大且难以控制,生产率底,co2气 体保护焊替代焊条电弧焊大大地提高了焊接效率,也提高了焊接的质量,它在焊接业的是一 个质的飞越,然而,co2气体保护焊在焊接时所产生上午大量飞溅,一直困扰着焊接业的进 一步发展.而ar-co2混合气体焊的出现解决了这一难题,ar-c
格式:pdf
大小:335KB
页数:3P
人气:89
4.7
45钢板的CO_2焊接工艺 通过对工件焊接性的分析以及对所采用的焊接工艺措施分析基础上,制定了合理的co2焊接工艺,克服了焊接中材料淬硬倾向大的困难。
最新文档 440MPa级钢薄板CO2单面焊接工艺及变形控制
格式:pdf
大小:242KB
页数:5P
人气:89
4.8
题目18-8不锈钢6mm连续二氧化碳激光焊焊接工艺 一.目的 《特种焊接设备使用与维护》是三年高职焊接技术及自动化专业的一门主干 课程。其任务主要是讲述各种特种焊接的方法的过程本质、质量控制、相应焊接 设备的构成、工作原理、焊接参数的合理选择及设备使用维护的技术知识。为了 巩固所学常用特种焊接方法与设备知识,熟悉有关资料,掌握焊接工艺参数的选 择和焊接设备的使用维护,安排了为期一周的课程设计。通过本次焊接工艺设计, 锻炼学生们分析问题与解决问题的能力,提高焊接操作技能。 二.内容 编制18-8不锈钢6mm连续二氧化碳激光焊焊接工艺 二.编制焊接工艺要点 1.母材的技术状况 (1)材料的物理成分:材料密度为7.93g/cm3 (2)材料化学成分如下表1 表1材料化学成分 化学成 分 csimncrnisp 含量 (%) ≤0.07
格式:pdf
大小:220KB
页数:4P
人气:89
3
co2气体保护焊单面焊双面成形技木——锅炉及压力容器等重要结构的焊接,要求接头完全连接。有的结构由于尺寸和形状的限制,不适于甚至无法双面施焊,只能在容器单侧进行焊接。因此研究coz气体保护焊单面焊双面成形技术,并与手工电弧焊进行全面比较是将coz气体...
格式:pdf
大小:125KB
页数:2P
人气:89
4.5
薄板单Y形坡口焊缝的焊接工艺探讨 为研究轨道车辆车架体薄板单y形坡口焊缝焊接工艺,现选择不同的焊接参数进行试验;试验母材选用q345钢板,焊接方法采取c02气体保护焊,焊丝使用g3si1、φ1.0(φ1.2)两种,对焊接试件采取破断试验,观察焊缝表面及根部缺陷情况,确定合适的焊接参数,为实际生产提供技术支持.
格式:pdf
大小:120KB
页数:未知
人气:89
4.3
优化薄板风管焊接工艺 保证焊接质量 文章基于半自动co2气体保护焊机与半自动切割装置的整合,实现了薄板风管长直焊缝的自动焊接,提高焊接质量的同时解决了薄板焊接易出现的焊接变形及焊接中烧穿等问题。
格式:pdf
大小:171KB
页数:2P
人气:89
4.4
宝钢690MPa钢管焊接工艺 1.概述随着国家工程技术的飞速发展,履带起重机在国内大型工程机械企业(如徐工、三一等)得到了大力发展,工程机械悬臂起重机用钢管具有高强度、低质量、高安全性的特点。目前,国内主要采用的钢管为欧洲瓦卢瑞克&曼内斯曼钢管和衡阳钢管。宝钢为了拓展结构管产品的钢级规格和配合行业发展需要,试制了国产690mpa钢管。
格式:pdf
大小:132KB
页数:6P
人气:89
4.7
焊接工艺评定报告 reportofweldingprocedurequalification 评定单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx 评定项目:co2气体保护焊对接接头 评定编号:xxxx-gmaw-q235b-b08-f 编制: 审核: 批准: 评定检验章: 报告日期:年月日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告xxxx-gmaw-q235b-b08-f1 2焊接工艺评定指导书xx-xx-xxx1 3焊接工艺评定记录表xx-xx-xxx1 4焊接工艺评定检验结果--1 焊接工艺评定报告 工程名称焊接工艺评定评定报告编号 xxxx-gmaw-q235b-b08- f
格式:pdf
大小:366KB
页数:4P
人气:89
4.8
CO2气体保护焊焊接工艺试验与应用 采用三种材质,对co2气体保护焊和焊条电弧焊在焊接工艺和性能方面进行对比试验,根据试验结果制订了合理的焊接工艺,满足了不同材料co2气体保护焊的焊接需求,提高了生产效率,取得了明显的经济效益。
格式:pdf
大小:1.3MB
页数:2P
人气:89
4.5
CO2气体保护焊焊接16Mn钢的焊接工艺 笔者根据co2气体保护焊的特点,具体介绍板对接平位单面焊双面成形的焊接工艺,具体的操作方法以及在焊接过程的注意事项.
格式:pdf
大小:28KB
页数:2P
人气:89
4.4
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机
文辑创建者
我要分享 >
职位:建筑物安全检定员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐