49mm×51mm异形方钢的热轧成型技术
2024-05-17
49mm× 51mm异形方钢的热轧成型技术 摘要:在湖北新冶钢有限公司二轧钢厂 500/半连轧机组上 ,采用 无孔型热轧工艺生产宽厚比非常接近的异形方钢 ,经多次试验和改进 , 生产成功 ,其关键成型技术是鼓形宽展的控制。 关键词: 49mm×51mm 异形方钢 热轧 成型技术 Abstract:In the 500/semi-continuous rolling mill group of No.2 Rolling Factory,Hubei Xinyegang Steel Co., Ltd.,uses non-pass hot rolling process production special-shaped square steel of compared to the very close in width and side, after experiments many t

 38mm×1820mm热轧超低碳带钢热压缩变形抗力
38mm×1820mm热轧超低碳带钢热压缩变形抗力 通过热模拟试验机对超低碳钢m21(%:0.003c、0.045al、0.06ti、0.0027n、0.0002b)φ8mm×12mm圆柱体试样在900~1100℃以5~50s~(-1)变形速率进行0~80%压缩试验。结果表明,随温度降低、变形速率提高和变形程度增加,超低碳钢变形抗力增加。并借助origin软件通过多元非线性回归建立了该超低碳钢变形抗力的数学模型,拟合精度较高。
首批热轧钢管(St45.8ф273×16mm)的组织和性能 首批热轧钢管(St45.8ф273×16mm)的组织和性能
编辑推荐下载
格式:pdf
大小:243KB
页数:36P
人气:65
 4.4
4.4
辽宁科技大学 课程设计说明书 设计题目:热轧板带钢(16mn4.5×1800mm) 学院:材料与冶金学院 专业班级: 学生姓名: 指导老师: 2013年1月05日 1 目录 1.前言......................................................................2 1.116mn钢板............................................................3 1.216mn钢板化学成分....................................................3 1.316mn钢板力学性能.................................................
格式:pdf
大小:86KB
页数:2P
人气:65
4.7
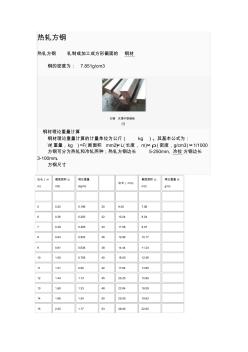
热轧方钢 热轧方钢轧制或加工成方形截面的钢材 钢的密度为:7.851g/cm3 方钢天津中联钢铁 [1] 钢材理论重量计算 钢材理论重量计算的计量单位为公斤(kg)。其基本公式为: w(重量,kg)=f(断面积mm2)×l(长度,m)×ρ(密度,g/cm3)×1/1000 方钢可分为热轧和冷轧两种;热轧方钢边长5-250mm,冷拉方钢边长 3-100mm。 方钢尺寸 边长(m m) 截面面积(c m2) 理论重量 (kg/m) 边长(mm) 截面面积(c m2) 理论重量(k g/m) 50.250.196309.007.06 60.360.2833210.248.04 70.490.3853411.569.07 80.640.5023612.9610.17 90.810.63638
热门文档 49mm×51mm异形方钢的热轧成型技术
格式:pdf
大小:68KB
页数:2P
人气:65
4.5
Φ16mm热轧圆钢及热轧带肋钢筋的工艺改进 简述了在长治钢铁(集团)有限公司轧钢厂四车间通过改进工艺,从而提高φ16mm热轧圆钢及热轧带肋钢筋的机时产量,并取得了较好的经济效益。
格式:pdf
大小:31KB
页数:1P
人气:65
4.8
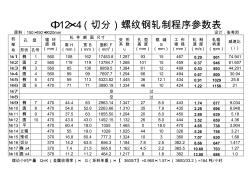
φ12×4(切分)螺纹钢轧制程序参数表 原料:150×150×9020mm设计:张希烈 机 架 号 孔型辊环 直径 (mm) 轧件断面尺寸变形 系数 u 孔型 高度 (mm) 辊缝 s (mm) 工作 辊径 (mm) 轧制 速度 (m/s) 轧辊 转速 (rpm) 减速比 (i) 高h (mm) 宽b (mm) 面积f (mm2)形状孔号 №1椭156010816217483.81.28793154670.2990174.941 №2圆256011911913784.71.268101154590.3794661.607 №3椭3560851369959.51.38461124990.5389344.201 №4圆45609999769
格式:pdf
大小:81KB
页数:未知
人气:65
4.7
本钢成功轧制1.2mm热轧板 日前,本钢2300生产线成功轧制出1.2mm厚、1500mm宽的极限规格热轧板。这是迄今为止本钢轧制出的最薄热轧板,表明本钢热轧产品规格进一步扩大,市场竞争力进一步增强,同时也表明本钢2300生产线在生产组织、工艺控制、技术水平等方面已日趋成熟。
格式:pdf
大小:344KB
页数:1P
人气:65
4.3
本钢成功轧制1.2mm热轧板 日前,本钢2300mm生产线成功轧制出1.2mm厚、1500mm宽的极限规格热轧板。这是迄今为止本钢轧制出的最薄热轧板,这表明本钢热轧产品规格进一步扩大,
精华文档 49mm×51mm异形方钢的热轧成型技术
格式:pdf
大小:69KB
页数:未知
人气:65
4.5
本钢成功轧制1.2mm热轧板 日前,本钢2300mm生产线成功轧制出1.2mm厚、1500mm宽的极限规格热轧板。这是迄今为止本钢轧制出的最薄热轧板,这表明本钢热轧产品规格进一步扩大,市场竞争力进一步增强,同时也表明本钢23000mm生产线在生产组织、工艺控制、技术水平等方面已日趋成熟。
格式:pdf
大小:79KB
页数:1P
人气:65
4.7
衡阳华菱钢管有限公司首次批量生产汽车车轴用Ф150mm×150mm×14mm热轧方管 2016年4月27日,衡阳华菱钢管有限公司ф340mm限动芯棒连轧管机组成功实现汽车车轴用ф150mm×150mm×14mm热轧方管的批量生产,其材质为q345、20mn2。
格式:pdf
大小:150KB
页数:2P
人气:65
4.7
Φ45~Φ60 mm高精度热轧圆钢开发实践 结合棒材生产线设备布置情况,制定了大规格高精度热轧圆钢开发方案,通过严格控制加热炉各段温度和开轧温度,应用高压水除鳞技术,精确设计孔型系统,采用硬质合金轧辊和防划伤传送专用导槽等,张钢开发出q235、45#、20#、弹簧圆钢等钢种φ45~φ60mm热轧高精度圆钢,产品迅速批量生产,几何尺寸及力学性能均满足gb/t702-2008标准要求。
格式:pdf
大小:72KB
页数:未知
人气:65
4.6
宝钢1880mm热轧带钢工程 宝钢1880mm热轧带钢工程是宝钢“十一五”规划的重要项目,也是宝钢优化产品结构,提高国家综合实力的重点工程之一。工程建筑面积26万m^2。项目总投资49亿元,建安工作量约17.5亿元。工程于2005年5月18日开工建设,2007年3月30日全面建成投产。合同计划工期26个月,实际工期22.5个月,比合同工期提前3.5个月,创造了国内同类型项目建设工期最短的纪录。
最新文档 49mm×51mm异形方钢的热轧成型技术
格式:pdf
大小:153KB
页数:20P
人气:65
4.5
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
格式:pdf
大小:454KB
页数:3P
人气:65
4.6
马钢1580mm热轧薄板生产线技术方案选择建议 根据马钢"十一五"后期发展规划要求,提出了其核心工序1580mm热轧薄板生产线的规模及产品定位、工艺设备配置及技术参数选择、生产线建设模式、平面布置及运输等技术方案的建议,供公司最终决策参考。
格式:pdf
大小:279KB
页数:4P
人气:65
4.6
通过分析太原钢铁(集团)有限公司1549mm热轧厂的生产现状和存在的主要问题,有针对性地进行了技术改造,包括精轧主传动系统的扩容更新,以满足不锈钢薄规格的稳定批量生产和热轧高强钢的开发、生产需要;粗轧和精轧除鳞箱的更新、精轧机架间除鳞装置的新增,以提升不锈钢和碳钢带钢表面质量;加密型层流冷却和3#强力卷取机的应用,以满足高强钢控冷和低温卷取的需要;立卷运输系统改造为卧卷运输系统,以防止薄规格钢卷的折边缺陷。通过合理规划施工方案,此次改造全线停产时间仅为25天。
格式:pdf
大小:210KB
页数:4P
人气:65
4.6
唐钢φ22mm热轧带肋钢筋切分轧制技术实践 介绍了唐钢第二钢轧厂二棒生产线的φ22mm螺切分轧制工艺的研究开发情况,重点介绍了φ22mm螺切分轧制的孔型系统和导卫系统。切分工艺应用后,彻底解决了5样连铸机与二棒生产能力不匹配的问题,提高了产品产量,取得了较好的经济效益。
格式:pdf
大小:723KB
页数:5P
人气:65
4.3
鞍钢1780mm热轧生产线的板形综合控制技术 阐明了板形控制的重要性和复杂性,分析了板形综合影响因素和控制途径以及热连轧板形综合控制的特点等,并对板形综合控制策略进行了探讨。
格式:pdf
大小:446KB
页数:4P
人气:65
4.6

介绍了济钢1700mm热轧厂原生产工艺及其存在的主要问题,同时介绍了对其进行现代化改造的技术方案和技术参数,改造完成后热轧厂年产量将由原来的250万t增加到350万t,并可稳定生产厚度1.5~1.8mm的薄规格产品。
格式:pdf
大小:79KB
页数:未知
人气:65
4.8
鞍钢1580mm热轧带钢生产线板形控制技术 结合鞍钢1580mm热轧带钢生产线,分析热轧板带钢的板形控制技术,以达到解决板形不良的问题的目的。
格式:pdf
大小:114KB
页数:未知
人气:65
4.7
宁钢1780mm热轧线高铬钢轧辊的使用 介绍了宁波钢铁有限公司1780mm热轧生产线高铬钢轧辊的使用和管理情况。
格式:pdf
大小:114KB
页数:未知
人气:65
4.6
宁钢1780mm热轧线高铬钢轧辊的使用 介绍了宁波钢铁有限公司1780mm热轧生产线高铬钢轧辊的使用和管理情况。
文辑创建者
我要分享 >
职位:现场给排水工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐