5万t/a合成氨全低变改造小结变换有效能及节能的分析
2025-04-02
5万t/a合成氨全低变改造小结———变换有效能及节能的分析包友兴孙南屏(浙江省杭州龙山化工总厂311213)我厂于1958年建厂,从1960年投产直到1986年沿用传统常压变换工艺,一氧化碳变换过程吨氨蒸汽消耗为1700kg。以后,我厂改为加压(1....

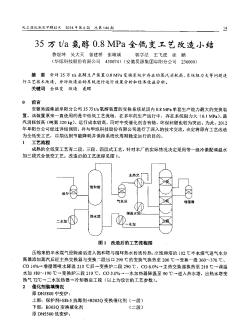
针对35万t/a氨醇生产装置0.8mpa变换系统中存在的蒸汽消耗高、系统阻力大等问题进行工艺技术改造,并对改造后的系统进行运行效果分析和经济效益分析。
 10万t/a合成氨和15万t/a尿素工程的技术改造小结
10万t/a合成氨和15万t/a尿素工程的技术改造小结 我厂从1996年下半年开始的“1015”工程(10万t/a氨,15万t/a尿素)至1998年6月完成,先后投资1.7亿。氨的生产能力翻一番(由原6.0万t/a扩至12.0万t/a),新上1套6.0万t/a全循环法尿素装置,年产总量达15万t。“101...
编辑推荐下载
格式:pdf
大小:366KB
页数:3P
人气:78
 4.4
4.4

四川美丰10万t/a合成氨一段炉低温烟道气余热回收改造,在不改动对流段箱体和引风机前提下,巧妙利用有限空间设计增加换热盘管和增加原水质换热盘管换热面积,进一步回收了烟道气余热,并回收处理了较大部分低变气冷凝液,减少了污染物排放,做到了节能与减排有机结合。
格式:pdf
大小:166KB
页数:3P
人气:78
4.7
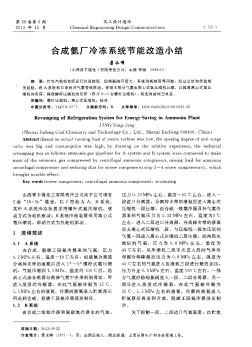
针对汽轮机实际运行负荷较低,防喘振阀开度大,系统消耗较高等问题,经过总结和借鉴相关经验,将a系统和b系统的气氨管线联通,使得大部分气氨由离心式氨压缩机压缩,以提高离心式氨压缩机的负荷,降低螺杆压缩机的负荷(停开3~4台螺杆压缩机),改造效益相当显著。
热门文档 5万t/a合成氨全低变改造小结变换有效能及节能的分析
格式:pdf
大小:250KB
页数:3P
人气:78
4.4
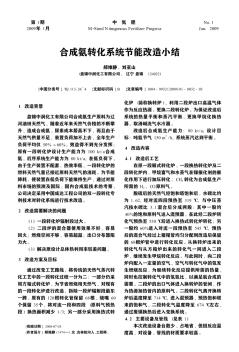
第1期 2009年1月 中 氮 肥 m2sizednitrogenousfertilizerprogress no11 jan12009 合成氨转化系统节能改造小结 郝维静,刘亚山 (盘锦中润化工有限公司,辽宁盘锦 124022) [中图分类号]tq113126+4 [文献标识码]b [文章编号]1004-9932(2009)01-0032-03 [收稿日期]2008207228 [作者简介]郝维静(1974—),女,吉林蛟河人,工程师。 1 改造背景 盘锦中润化工有限公司合成氨生产原料为辽 河油田天然气,随着近年来天然气价格的不断攀 升,造成合成氨、尿素成本居高不下,而且由于 天然气供量不足,装置负荷加不上去,全年生产 负荷平均仅50%~60%,效益得不到充分发挥; 原
格式:pdf
大小:202KB
页数:3P
人气:78
4.4
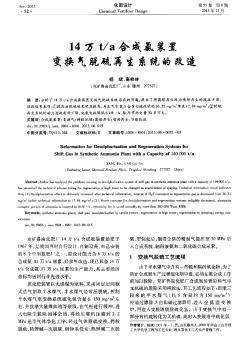
分析了14万t/a合成氨装置变换气脱硫系统存在的问题;提出了将高塔再生改为喷射再生的技改方案。技改结果表明:①技改后脱硫效果明显提高,再生气中h2s含量由技改前的36.32mg/m3降至17.84mg/m3;②脱硫再生系统的动力消耗有所下降,吨氨电耗降低8kw·h,每年节约电费30多万元。
格式:pdf
大小:160KB
页数:3P
人气:78
4.6
4万t/a合成氨节能扩产技术改造 许家琦 (河北省青县大地化工有限公司 062650) 我公司原合成氨生产能力为2万t/a,生产中 每天亏氨5t左右,生产难以维持。在激烈的市场 竞争下,企业严重亏损。经过综合工艺平衡核算, 我公司确定了年产4万t合成氨节能扩产技术改 造方案,我们的改造思想是:①以最低的投入,获 最高的产出;②大幅度降低煤耗、电耗,节能降 耗;③以利用原有设备改造为主,节约资金;④ 不停产搞改造,实现滚动发展。自1998年6月到 1999年6月,仅投资600万元,合成氨能力由2万 t/a扩大至4万t/a,所有改造项目均一次性开车 成功,至今运行良好,收到投资少、见效快、能耗大 幅度下降、成本大幅度降低的效果。现将我公司 技术改造情况总结如下。 1 造气系统的改
格式:pdf
大小:151KB
页数:2P
人气:78
4.5
介绍1.5×104t/a合成氨装置合成工段改造后的运行情况,并对改造方案以及改造后的节能增产效果作了简单分析。

精华文档 5万t/a合成氨全低变改造小结变换有效能及节能的分析
格式:pdf
大小:60KB
页数:2P
人气:78
4.7
简要介绍对100kt/a合成氨一段炉低温烟道气余热回收进行改造,利用有限空间设计增加换热盘管和增加原水质换热盘管换热面积,多回收了烟道气余热,并进一步回收处理了较大部分低变气冷凝液,减少了污染物排放,做到了节能与减排有机结合。
格式:pdf
大小:208KB
页数:4P
人气:78
4.6
0前言 我公司氨醇生产能力为150kt/a,造气系统采用固定层间歇制气法。随着近年来造气技术的不断发展进步,我公司原来的造气系统已不能适应企业生产发展的需要,为此,公司于2008年对整个造气系统进行了一次彻底的改造。改造后经过近两年时间的运行,效果良好。现就造气系统改造作一小结,和同行们共同分析和探讨。
格式:pdf
大小:72KB
页数:3P
人气:78
4.4
阳煤平原化工有限公司化肥一厂现有的3套合成氨系统,均以白煤和煤棒为原料,采用固定层间歇气化法制气,半水煤气采用dds脱硫法脱硫工艺;一期2套系统合成氨设计能力为80kt/a,二期系统合成氨设计能力为180kt/a。2012年,原料煤全部改用阳泉高硫煤。全烧阳泉煤后,半水煤气中h2s质量浓度由原来的1200mg/l上升至3500mg/l,尤其是二期合成氨系统,脱硫前
格式:pdf
大小:144KB
页数:4P
人气:78
4.4
③ 乱,节矿产改廷, 4万吨合成氨节能扩产技术改造许隶琦.’ 4万t合成氨节能扩产技术改造 1), 豇塞堕 河北青县大地化工有限公司062650 、 我厂原是以块煤为原料的化肥生产企业,合成氨厦生产能力为2万妇,年产碳酸氢铵8万t,生产 中氨平衡失衡,每天亏氨5t左右,生产难以维持。生产能力没有达到经济规模(4万t/a),各项能耗高, 产量低,财务费用、管理费用比例大,成本居高不下,在激烈的市场竞争下,企业严重亏损。经过综台工 艺平衡核算,我厂确定了4万t合成氢节能扩产技术改造方案,我们的改造思想是: (1)匕工晟低的投入,获得高的产出。 (2)大幅度降低煤耗、电耗。 (3)以原有设备改造为主,节约资金。 (4)不停产搞改造,实现滚动发展。 自1998年6月到1999年6月,仅投资600万元,合成氨能力由2万扩至4万妇,所有改造项目
格式:pdf
大小:202KB
页数:3P
人气:78
4.4
介绍了45万t/a合成氨装置变换系统工艺流程;简述了变换系统催化剂的物化性质;分析了催化剂硫化存在的问题;提出了新增硫化管线的技改方案;总结了技改效果。
最新文档 5万t/a合成氨全低变改造小结变换有效能及节能的分析
格式:pdf
大小:202KB
页数:3P
人气:78
4.5
介绍了45万t/a合成氨装置变换系统工艺流程;简述了变换系统催化剂的物化性质;分析了催化剂硫化存在的问题;提出了新增硫化管线的技改方案;总结了技改效果。
格式:pdf
大小:136KB
页数:2P
人气:78
4.6
介绍了氨合成系统中驰放气处理系统的改造。针对回收塔排出的驰放气中氨含量和氨水滴度问题提出了改进措施,通过改造前后的工艺参数对比,说明该改造措施具有良好的效果。
格式:pdf
大小:106KB
页数:3P
人气:78
4.5
2006.11·数字石油和化工 视点·自动化专题 安阳化学工业集团公司(原安阳化肥厂)是 1969年动工兴建,1973年正式投产的。是以生产尿 素为主的中型化肥企业,原设计能力为6万吨合成 氨,11万吨尿素。经过多年技术改造和扩建,目前已 形成24万吨合成氨/年、3万吨甲醇/年、自发电装 机容量27mka生产规模。针对目前我公司dcs应 用的普及,以及生产系统的具体要求,为进一步提高 dcs资源的利用率,优化和完善工艺操作,降本增 效,计算中心经过多次调研与分析,对新系统合成工 艺和dcs装置存在的问题进行了分析与研究,并归 类汇总,提出了具体的解决办法。 控制系统特点及构成 tps系统是美国霍尼韦尔公司推出的一个大工 厂一体化集散控制系统,主要由局域控制网和能用 控制网两级网络组成,tps系统的网络结构为双冗 余的主网(lcn)和子网(ucn)并发
格式:pdf
大小:298KB
页数:5P
人气:78
4.3

2套采用2.0mpa无饱和塔全低变工艺的变换装置在运行中均存在系统阻力大、蒸汽消耗高等问题。经总结和借鉴相关经验,通过技改实现气体分流,使单套变换系统空速在可控范围内,达到了降低系统阻力及蒸汽消耗的目的。改造后,变换系统阻力由0.25mpa降至约0.01mpa,吨氨蒸汽耗由540~620kg降至420~440kg。
格式:pdf
大小:685KB
页数:5P
人气:78
4.3
老厂脱硫效率低,使得碳丙等新装置无法投运,为此,对脱硫进行了多项技术改造,新建填料塔,实现了高效率脱硫,低组分操作;虹吸法直接熔硫,简便易操作,废液澄清后全部返回系统,降耗显著。并在总体流程上对各新老装置进行了较大调整。
格式:pdf
大小:164KB
页数:5P
人气:78
4.5
南化科技1994年第15卷第2期 15万t/a合成氨常压栲胶脱硫工艺的改造 曾赣宁李囊军 7,, 献㈣公司氮肥厂 7r&/,一立 4。 摘要老厂脱硫效率低.使得碳丙等新装置无法投运,为此,对脱硫进行了多项技术 改造,新建填料塔,宴现了高效率脱硫,低组分操作}虹吸法直接熔硫.简便易操作.废液澄 清后全部返回系统.降耗显著。并在总体流程上对各新老装置进行了较大调整。 关麓调合成氨{苎嬖l嘤熔硫毛茧改造电{每} 我厂15万t/a合成氨技术改造中的电除 尘、加变、碳丙新装置已于1991年相继建成, 但由于碳丙对hzs要求严格(变换气进口 hzs<50mg/m),而我厂脱硫效率差,且电 除尘在流程上安排不当,几套装置无法正常 投运。为早et发挥其增产节能效益,于1991年 对老厂脱硫装置进行了改造,并对不合理的 相
格式:pdf
大小:180KB
页数:3P
人气:78
4.5
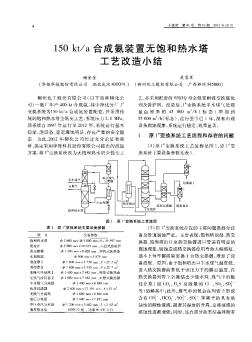
柳州化工股份有限公司(以下简称柳化公司)一氨厂年产400kt合成氨,其中净化分厂1#变换系统为150kt/a合成氨装置配套,并采用传统的饱和热水塔全低变工艺,系统压力2.1mpa。该系统自1997年运行至2012年,系统运行基本稳定,但设备、管道腐蚀明显,存在严重的安全隐患。为此,2012年柳化公司经过充分论证和调研,决定采用华烁科技股份有限公司提出的改造方案,将1#变换系统改为无饱和热水塔全低变工
格式:pdf
大小:32KB
页数:3P
人气:78
4.4
采用自动密闭投料等技术改造pvc生产装置,生产能力由5万t/a增加到10万t/a,投资仅相当于新建5万t/apvc生产装置的1/3,投资省、质量高、环境改善,技术先进成熟,经济效益显著。
格式:pdf
大小:116KB
页数:1P
人气:78
4.5
国家正式批准吉化30万t/a合成氨改造工程开工 国家正式批准吉化30万t/a合成氨改造工程开工
文辑创建者
我要分享 >
职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐