6×7+IWS双螺旋钢丝曲率和挠率及其应力变化特性
2025-01-17
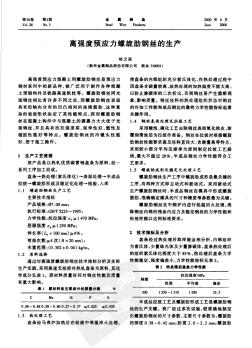
为了掌握提升钢丝绳内部钢丝在波动载荷下的应力状态变化,针对典型钢丝绳6×7+IWS,推导轴向载荷下螺旋钢丝螺旋角变化量的显式表达式,给出钢丝绳侧股双螺旋钢丝的曲率、挠率和应力波动表达式。分析结果表明,钢丝绳在轴向载荷下,同向和交互捻制的钢丝绳中螺旋钢丝的螺旋角随载荷线性增加,其侧股螺旋钢丝的曲率和挠率随自身旋转角的变化呈360°周期变化;靠近独立股外侧时钢丝的曲率最大,而其挠率则最小,侧股内侧则相反;同向捻制钢丝绳侧股螺旋钢丝的曲率及其波动载荷下弯曲应力变化幅度远大于交互捻制钢丝绳。

**资讯http://www.***.*** **资讯http://www.***.***
产品购销清单 产品名称、材质、规格、数量 产品名称规格mm单价(元)数量(吨)金额 螺旋钢管219*64300元/吨30吨129000元 合计金额大写:元整金额小写:元 2019-8-1 聊城宽达钢管有限公司
编辑推荐下载
格式:pdf
大小:581KB
页数:19P
人气:84
 4.4
4.4
前言 搅拌设备使用历史悠久,大量应用于化工、石化、轻工、医药、食品、采矿、冶金等行业中。 搅拌设备可以从各种不同角度进行分类,如按照搅拌装置的安装形式简单的可分为立式和卧式,其 中卧式是指搅拌容器轴线与混合机回转轴线都处于水平位置。 本课题在国内外混合机的研究与发展的基础上,设计了一种新的带有搅拌功能的卧式混合机结 构设计方案,以用于食品工业的面粉搅拌操作。该卧式混合机具有的传动系统,采用v带和齿轮传 动实现搅拌任务。 本文对卧式混合机的基本结构、基本尺寸进行了详细设计,并利用solidworks对混合机结构 进行三维建模,以便更直观地展现设计思想和进行结构分析;并对设计零件进行了分析校核,保证 混合机的可靠运行。 关键词:卧式;混合机;混合;食品工业 目录 1绪论..................................................
热门文档 6×7+IWS双螺旋钢丝曲率和挠率及其应力变化特性
格式:pdf
大小:179KB
页数:8P
人气:84
4.5
 双螺旋碳纤维的性能与应用研究进展
双螺旋碳纤维的性能与应用研究进展 综述双螺旋碳纤维(cmcs)的力学性能、电学性能、热性能,以及其在导电手性吸波材料、传感器元件、复合材料、储氢材料、储气材料、超级电容器的电极材料、生物医疗材料、作为模板制备螺旋结构或中空结构化合物等方面应用的研究现状,并对双螺旋碳纤维今后的发展进行展望。
格式:pdf
大小:104KB
页数:2P
人气:84
4.4
双螺旋输送器搅拢轴结构改型探讨 双螺旋输送器的结构,以及对输送器搅拢轴存在的问题进行结构分析和相应的优化改造,克服了原有搅拢轴存在的缺陷,保证了设备稳定可靠运行。
格式:pdf
大小:160KB
页数:未知
人气:84
4.4
全力推广双螺旋白炽灯泡 文章介绍双螺旋白炽灯泡热导损耗少,发光效率高,为一种节能、安全、高效的照明光源,应解决钨丝、灯丝、装配等关键工艺难点,在全行业推广生产双螺旋白炽灯泡。
格式:pdf
大小:408KB
页数:4P
人气:84
4.7
螺旋钢管残余应力分析研究 螺旋钢管因其制造工艺成熟、成本较低,是流体输送管道主要使用的一种钢管。目前普遍采用连续成型、埋弧焊接的方法制造螺旋钢管。成型方法有内承式和外抱式两种。由于这两种成型方法一般都是不足量成型,钢管制造后有很大的残余应力,降低了钢管的承压能力。经过理论分析,给出了不足量成型时钢管的残余应力计算公式,并通过实际测量内承式成型的螺旋钢管的残余应力,验证了本文给出的残余应力计算公式的正确性,对螺旋钢管的制造与应用具有指导作用
精华文档 6×7+IWS双螺旋钢丝曲率和挠率及其应力变化特性
格式:pdf
大小:166KB
页数:2P
人气:84
4.7
双螺旋气动雾化微油点火与稳燃装置 双螺旋气动雾化微油点火与稳燃装置,包括碰撞式煤粉浓缩分级燃烧煤粉燃烧器和双螺旋气动雾化微油枪,煤粉浓缩采用碰撞式浓缩块和浓缩环结合形式,燃烧室由内层燃烧室与外层燃烧室结合组成,碰撞浓缩块是截面为三角形的环形凸台,碰撞浓缩环为锥形圆环结构,内层燃烧室与外层燃烧室是内径大小不同的同心轴对称结构;
最新文档 6×7+IWS双螺旋钢丝曲率和挠率及其应力变化特性
格式:pdf
大小:1.4MB
页数:46P
人气:84
4.5

下压式双螺旋送料机(250)系统的设计 四川理工学院成人教育学院 毕业设计(论文) 题目下压式双螺旋送料机(250)系统的设计 下压式双螺旋送料机(250)系统的设计 2 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指 导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致 谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包 含我为获得及其它教育机构的学位或学历而使用过的材料。对 本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说 明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的 规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学 校有权保存毕业设计(论
格式:pdf
大小:333KB
页数:3P
人气:84
4.7
双螺旋式绕组展开图的参数化设计 介绍了双螺旋式绕组展开图参数化设计的必要性与可行性,运用autocad二次开发技术,实现了展开图的参数化设计。
格式:pdf
大小:594KB
页数:4P
人气:84
4.5
螺旋钢管成型方式与内应力关系的研究 螺旋钢管因其制造工艺成熟、成本较低,是流体输送管道主要使用的一种钢管。目前普遍采用连续成型、埋弧焊接的方法制造螺旋钢管。成型方法有内承式和外抱式两种。由于这两种成型方法一般都是不足量成型,钢管制造后有很大的内应力,降低了钢管的承压能力。分析了这两种成型方法产生内应力的原因,内应力与成型参数之间的关系,以及改进成型方法、减少内应力的措施。经过理论分析,给出了不足量成型时钢管的内应力计算公式,并通过实际测量内承式成型的螺旋钢管的内应力,验证了给出的内应力计算公式的正确性,对螺旋钢管的生产及应用具有指导意义
格式:pdf
大小:39KB
页数:1P
人气:84
4.7

编号: 到站: 车号: 4根48米 合同号: amount4lengths48meterstons. 钢号标准规格水压压力合格 steelspeci-size(mpa)项数 grodefication屈服点抗拉强度伸长率正弯反弯hydrostaticqualified 根米csimnps(mpa)(mpa)δ%faceroottestitems lengthsmeteryieldtensileelonga-bendbendpressures pointstrengthtion180°180° q235bsy/t5037-2000529*84480.150.180.480.0210.02528040533合格合格4.212 0 0 0 0 0 0 0 说明
格式:pdf
大小:9KB
页数:1P
人气:84
4.6

河北德昊管道制造有限公司www.***.*** 1)弯曲功能 按下表规则的弯心直径弯曲180度后,钢筋受弯曲部位外表不得发生裂纹。 商标公称直径a mm弯曲实验 弯心直径 hrb3356-25 28-503a 4a hrb4006-25 28-504a 5a hrb5006-25 28-506a 7a 2)反向弯曲功能 依据需方要求,钢筋可进行反向弯曲功能实验。 反向弯曲实验的弯心直径比弯曲实验响应添加一个钢筋直径。先正向弯曲45度,后反向弯曲23度, 后反向弯曲23度。经反向弯曲实验后,钢筋受弯曲部位外表不得发生裂纹。 4.外表质量: 钢筋外表答应不得有裂纹、结疤和折叠。 钢筋外表答应有凸块,但不得超越横肋的高度,钢筋外表上其他缺陷的深度和高度不得大于地点部位 尺寸的答应偏向。 5.尺寸、外形
格式:pdf
大小:522KB
页数:1P
人气:84
4.4
螺旋钢管尾端螺旋缝焊接推进装置 本实用新型公开了一种螺旋钢管尾端螺旋缝焊接推进装置,属于焊接机械的附属设备。该螺旋钢管尾端螺旋缝焊接推进装置,其特征是:安装在两个轴承座之间的橡胶托辊通过联轴器与带有变速装置的电机相连固
格式:pdf
大小:246KB
页数:3P
人气:84
4.7
两根互绕扁螺旋钢丝的剪切机构设计 两根互绕扁螺旋钢丝的剪切作业是菱形金属网编织机设计中的关键一环。在此,基于左右两把剪刀的剪切平面相对于主传动平面成±45°,以及与变结构相结合的设计理念,设计出了两根互绕扁螺旋钢丝的剪切机构。该种剪切机构具有力放大功能,扁螺旋钢丝的较大相对误差不影响剪切作业
格式:pdf
大小:459KB
页数:未知
人气:84
4.8
双螺旋摆动液压缸输出轴螺纹升角的优化设计 双螺旋摆动液压缸的缺点之一是螺旋副传动效率太低。为了求得螺纹升角为何值时其传动效率最高,利用机械优化设计方法建立数学模型,并借助vb及matlab优化工具求得其最优值。结果表明:螺纹升角为46.8°时,其传动效率最高,为88.31%。
格式:pdf
大小:72KB
页数:10P
人气:84
4.8
1 《预应力螺旋肋钢丝用热轧盘条》 团体标准编制说明 一、任务来源 随着基础设施建设的深入推进,预应力螺旋肋钢丝的使用环境 迎来高速变化,对原材料盘条的各项要求也不断提高,大规格、高 强度、高塑韧性及高疲劳性能的热轧盘条成为一种发展趋势。为满 足基建工程、房屋建筑等领域对预应力螺旋肋钢丝的使用需求,天 津荣程联合钢铁集团有限公司提出《预应力螺旋肋钢丝用热轧盘条》 团体标准制定项目,并邀请下游客户共同参与,根据用户使用情况 制定该产品技术指标要求,确保该标准具有较高的适用性和先进性。 二、制定本标准的目的和意义 预应力螺旋肋钢丝用热轧盘条主要用于生产不同强度级别的螺 旋肋钢丝产品。具有较高的强度和抗应力松弛性能。但在下游加工 企业中,由于其生产方式、工艺装备及终端产品的差异性,对于原 材料热轧盘条的质量控制要求、盘条加工性能的适应程度各不相同。 制定本标准有助于下游客户充分了解原材料
格式:pdf
大小:439KB
页数:3P
人气:84
4.4
中强螺旋肋钢丝预应力空心板的设计 中强螺旋肋钢丝是预制空心板中的预应力筋的理想替代品,采用中强螺旋肋钢丝的预应力空心板的受力性能好,安全储备大。本文结合现行规范、规程,提出了空心板的设计步骤及生产、结构性能检验等注意事项,供结构设计施工及预制构件厂的技术人员参考,为编制相应的标准图集提供参考。
文辑创建者
我要分享 >
职位:双证监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐