6标准件检验标准(螺母)
2025-02-17
电器有限公司 标准件检验标准(螺母) 文件编号 页 码 第 1 页 共 8 页 编制日期 2013.01.10 编 制 审 核 批 准 目 次 序号 标题名称 页码 1 范围 ----------------------------------------------------------------------------------------------------2 2 规范性引用文件 -------------------------------------------------------------------------------------2 3 术语、定义 -------------------------------------------------------------------------------------------2 4 要求 ----

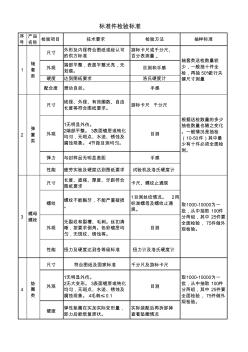
序 号 产品 名称 检验项目技术要求检验方法抽样标准 尺寸 外形及内径符合图纸或经认可 的供方标准 游标卡尺或千分尺、 百分表测量. 外观 端部平整,表面平整光亮,无 划痕。 目测和手感 硬度达到图纸要求洛氏硬度计 配合度滑动自如。手感 尺寸 线径、外径、有效圈数、自由 长度等符合图纸要求。 游标卡尺千分尺 外观 1无明显外伤。 2端部平整。3表面镀层或钝化 均匀,无斑点、水迹、锈蚀及 腐蚀现象。4节距目测均匀。 目测 弹力与封样品无明显差距手感 性能疲劳实验及硬度达到图纸要求试验机及洛氏硬度计 尺寸 长度、直径、厚度、牙距符合 图纸要求 卡尺、螺纹止通规 螺纹 螺纹不能豁牙,不能严重破损 。 1目测丝纹情况。2用 标准螺母及螺纹止通 规。 外观 无裂纹和裂槽、毛刺。丝扣清 晰,按要求倒角。色彩镀层均 匀,无斑纹、锈蚀等。 目测 性能扭力及硬度达到各等级标
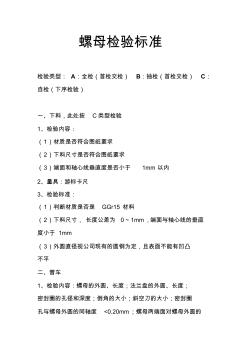
螺母检验标准 检验类型:a:全检(首检交检)b:抽检(首检交检)c: 自检(下序检验) 一、下料,此处按c类型检验 1、检验内容: (1)材质是否符合图纸要求 (2)下料尺寸是否符合图纸要求 (3)端面和轴心线垂直度是否小于1mm以内 2、量具:游标卡尺 3、检验标准: (1)判断材质是否是ggr15材料 (2)下料尺寸,长度公差为0~1mm,端面与轴心线的垂直 度小于1mm (3)外圆直径视公司现有的圆钢为定,且表面不能有凹凸 不平 二、普车 1、检验内容:螺母的外圆、长度;法兰盘的外圆、长度; 密封圈的孔径和深度;倒角的大小;斜空刀的大小;密封圈 孔与螺母外圆的同轴度比上公差大0.1mm以内的为让
编辑推荐下载
格式:pdf
大小:258KB
页数:10P
人气:66
 4.3
4.3

电器有限公司标准件检验标准(垫圈) 文件编号 页码第1页共10页 编制日期2013.01.10编制审核批准 目次 序号标题名称页码 1范围----------------------------------------------------------------------------------------------------2 2规范性引用文件-------------------------------------------------------------------------------------2 3术语、定义-------------------------------------------------------------------------------------------2 4要求---
格式:pdf
大小:605KB
页数:13P
人气:66
4.3

电器有限公司标准件检验标准(自攻螺钉) 文件编号 页码第1页共13页 编制日期2013.01.10编制审核批准 目次 序号标题名称页码 1范围----------------------------------------------------------------------------------------------------2 2规范性引用文件-------------------------------------------------------------------------------------2 3术语、定义-------------------------------------------------------------------------------------------2 4要求-
热门文档 6标准件检验标准(螺母)
格式:pdf
大小:321KB
页数:12P
人气:66
4.3

电器有限公司标准件检验标准(普通螺钉) 文件编号 页码第1页共12页 编制日期2013.01.10编制审核批准 目次 序号标题名称页码 1范围----------------------------------------------------------------------------------------------------2 2规范性引用文件-------------------------------------------------------------------------------------2 3术语、定义-------------------------------------------------------------------------------------------2 4要求-
格式:pdf
大小:281KB
页数:21P
人气:66
4.4
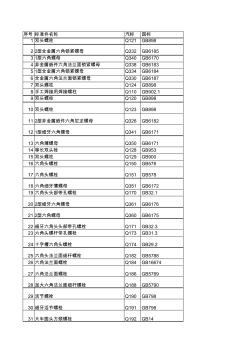
序号标准件名称汽标国标 1双头螺柱q121gb898 22型全金属六角锁紧螺母q332gb6185 31型六角螺母q340gb6170 4非金属嵌件六角法兰面锁紧螺母q338gb6183 51型全金属六角锁紧螺母q334gb6184 6全金属六角法兰面锁紧螺母q330gb6187 7双头螺柱q124gb898 8手工焊接用焊接螺柱q110gb902.1 9双头螺柱q120gb898 10双头螺柱q123gb898 112型非金属嵌件六角尼龙螺母q326gb6182 121型细牙六角螺母q341gb6171 13六角薄螺母q350gb6171 14等长双头栓q128gb953 15双头螺柱q129gb900 16六角头螺栓q150gb578 17六角头螺栓q151gb578 18六角
格式:pdf
大小:14KB
页数:3P
人气:66
4.4

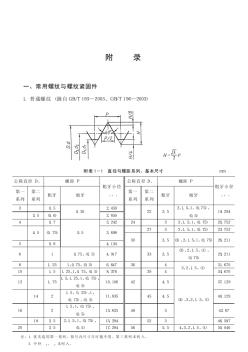
钢结构用热镀锌高强度大六角螺母 1范围 本标准规定了我公司所用热镀锌高强度大六角螺母的技术条件、检验方法及检验规则。 2规范引用型文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本 标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其 最新版本适用于本标准。 gb/t1231钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件 gb/t1229钢结构用高强度大六角螺母 gb/t5779.2紧固件表面缺陷螺母 gb/t196普通螺纹基本尺寸 gb/t197普通螺纹公差 gb/t699优质碳素结构钢 gb/t13912金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法 gb/t90.1紧固件验收检查 gb/t22
格式:pdf
大小:46KB
页数:4P
人气:66
4.4

规格代码适合板厚min底孔直径孔中至板边距min m2x0.450/1/20.8/1.0/1.4φ4.254.8 m3x0.50/1/20.8/1.0/1.4φ4.254.8 m4x0.70/1/20.8/1.0/1.4φ5.46.9 m5x0.80/1/20.8/1.0/1.4φ6.47.1 m6x1.00/1/21.2/1.4/2.3φ8.758.6 m8x1.251/21.4/2.3φ10.59.7 m10x1.51/22.31/3.18φ14.013.5 规格高度h适合板厚min底孔直径孔中至板边距min m3x0.56-6.351.0φ5.46.8 m4x0.77.01.2φ6.18.0 m5x0.88.01.2φ7.18.0 规格l螺纹长度适合板厚min底孔直径
精华文档 6标准件检验标准(螺母)
格式:pdf
大小:592KB
页数:8P
人气:66
4.4
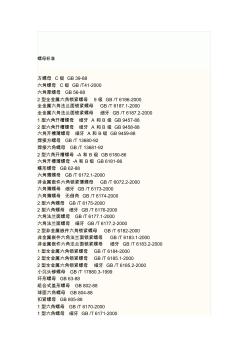
螺母标准 方螺母c级gb39-88 六角螺母c级gb/t41-2000 六角厚螺母gb56-88 2型全金属六角锁紧螺母9级gb/t6186-2000 全金属六角法兰面锁紧螺母gb/t6187.1-2000 全金属六角法兰面锁紧螺母细牙gb/t6187.2-2000 1型六角开槽螺母细牙a和b级gb9457-88 2型六角开槽螺母细牙a和b级gb9458-88 六角开槽薄螺母细牙a和b级gb9459-88 焊接方螺母gb/t13680-92 焊接六角螺母gb/t13681-92 2型六角开槽螺母-a和b级gb6180-86 六角开槽薄螺母-a和b级gb6181-86 蝶形螺母gb62-88 六角薄螺母gb/t6172.1-2000 非金属嵌
格式:pdf
大小:423KB
页数:未知
人气:66
4.4
 NX6.0环境下六角螺母标准件库的开发
NX6.0环境下六角螺母标准件库的开发 产品设计需要大量的标准件,但标准件种类繁多,为了避免重复劳动,提高设计效率,建立标准件库十分必要,可以减少大量的重复劳动,节约设计时间,降低成本。论文在nx6环境中,利用表达式和部件族的功能。采用参数化和特征造型技术的方法,创建六角螺母的标准件库。在进行零件的调用和装配时,可以直接在标准件库中调用不同规格的六角螺母,极大的提高了设计的效率。
格式:pdf
大小:9KB
页数:3P
人气:66
4.5
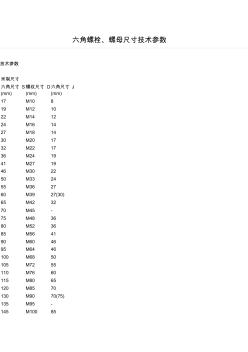
六角螺栓、螺母尺寸技术参数 技术参数 米制尺寸 六角尺寸s (mm) 螺纹尺寸d (mm) 六角尺寸j (mm) 17m108 19m1210 22m1412 24m1614 27m1814 30m2017 32m2217 36m2419 41m2719 46m3022 50m3324 55m3627 60m3927(30) 65m4232 70m45- 75m4836 80m5236 85m5641 90m6046 95m6446 100m6850 105m7255 110m7660 115m8065 120m8570 130m9070(75) 135m95- 145m10085 150m105-
格式:pdf
大小:567KB
页数:9P
人气:66
4.5

编号:tygy-jh-020 标准紧固件检验 通用工艺 版本号:v1.0 编制:刘竞杰 工艺: 审核: 标准化: 审定: 批准: 日期: 工艺共9页 北京普析通用仪器有限责任公司 beijingpurkinjegeneralinstrumentco.,ltd. 1 修改内容纪要 序号修改内容修改原因版本号修改人修改日期 1 2 3 4 5 6 7 8 9 10 11 12 13 3 北京普析通用仪器有限责任公司文件编号kf/r-01-002 标准紧固件通用检验工艺 版本/修订b/0 发布/修订日期2012-4-11 1、目的 为公司所有标准紧固件的进货检测提供检测依据和检测规范,确保其质量满足要求。 2、适用范围 本检测工艺规定了本公司各种标准紧固件(包括螺栓、螺钉、螺母、垫圈、自攻钉等)的技术要
格式:pdf
大小:26KB
页数:2P
人气:66
4.3
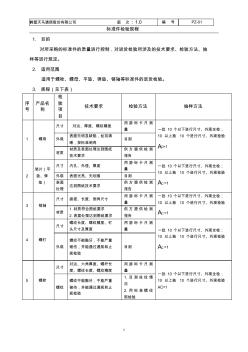
鹤壁天马通信股份有限公司版次:1.0编号pz-01 标准件检验规程 1 1.目的 对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽 样等进行规定。 2.适用范围 适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。 3.规程(见下表) 序 号 产品名 称 检 验 项 目 技术要求检验方法抽样方法 1螺母 尺寸对边、厚度、螺纹精度 用游标卡尺测 量一批10个以下进行尺寸、外观全检; 10以上抽10个进行尺寸、外观检验 ac=1 外观 表面无明显缺陷,丝扣清 晰,按标准倒角 目测 材质 材质及表面处理达到图纸 技术要求 供方提供检测 报告 2 垫片(平 垫、弹 垫) 尺寸内孔、外径、厚度 用游标卡尺测 量 一批10个以下进行尺寸、外观全检; 10以上抽10个进行尺寸、外观检验 ac=1 外观表面
最新文档 6标准件检验标准(螺母)
格式:pdf
大小:128KB
页数:5P
人气:66
4.6
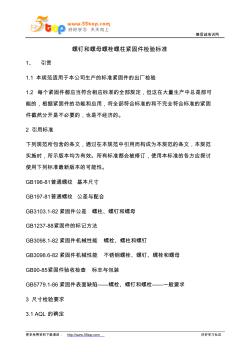
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 螺钉和螺母螺栓螺柱紧固件检验标准 1、引言 1.1本规范适用于本公司生产的标准紧固件的出厂检验 1.2每个紧固件都应当符合相应标准的全部规定,但这在大量生产中总是部可 能的,根据紧固件的功能和应用,将全部符合标准的和不完全符合标准的紧固 件截然分开是不必要的,也是不经济的。 2引用标准 下列规范所包含的条文,通过在本规范中引用而构成为本规范的条文,本规范 实施时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨 使用下列标准最新版本的可能性。 gb196-81普通螺纹基本尺寸 gb197-81普通螺纹公差与配合 gb3103.1-82紧固件公差螺柱、螺钉和螺母 gb1237-88紧固件的标记方法 gb3098.1-82紧固件机械性能螺栓、螺柱和螺钉 gb3098.6-8
格式:pdf
大小:5KB
页数:3P
人气:66
4.3

规格标准——gb标准 方螺母c级gb39-88 六角螺母c级gb/t41-2000 六角厚螺母gb56-88 蝶形螺母gb62-88 环形螺母gb63-88 组合式盖形螺母gb802-88 球面六角螺母gb804-88 扣紧螺母gb805-88 滚花高螺母gb806-88 滚花薄螺母gb807-88 小六角特扁细牙螺母gb808-88 嵌装圆螺母gb809-88 小圆螺母gb810-88 圆螺母gb812-88 端面带孔圆螺母gb815-88 侧面带孔圆螺母gb816-88 带槽圆螺母gb817-88 1型非金属嵌件六角锁紧螺母gb/t889.1-2000 1型非金属嵌件六角锁紧螺母细牙gb/t889.2-2000 盖形螺母gb923-88 1型六角螺母

格式:pdf
大小:68KB
页数:7P
人气:66
4.4

(一)、英制螺帽 1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机械螺帽)、bsw916、jisb1181 按其特性又可分为:普通螺帽(finishedhexnuts)(1/4以上含1/4规格)––fin 薄型螺帽(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺帽(heavyhexnuts)(1/4以上含1/4规格)––hvy 机械螺帽(machinescrewnuts)(#4-40-3/8规格)––m/s 2、美制螺帽之区别:普通型、重型、薄型螺帽其可制造规格为1/4-11/2,机械型螺帽可制造规格为3/8以下。英制螺帽相互区别主要在厚度,对边 上也略有不同。 a、薄型螺帽和普通型对边一样,但薄型螺帽厚度比普通螺帽厚度要
格式:pdf
大小:29KB
页数:2P
人气:66
4.7

m39×1.55849106.363.631.50.5 m40×1.5 1) 5849106.363.631.50.5 m42×1.56253106.363.631.50.5 m45×1.56859106.363.631.50.5 m48×1.57261128.3684.253.51.50.5 m50×1.5 1) 7261128.3684.253.51.50.5 m52×1.57867128.3684.253.51.50.5 m55×27867128.3684.253.51.50.5 m56×28574128.3684.253.51.51 m60×29079128.3684.253.51.51
格式:pdf
大小:180KB
页数:14P
人气:66
4.7

标准修订记录表 修订次数处数更改号修订日期修订人 1 xxxxxxxxxxxx限公司标准 qj qx4 代x01 紧固件(螺栓、螺钉、螺柱和螺母) 检验规范 2010-11-18发布2010-11-18实施 xxxxxxxxxxxxxxx有限公司发布 目次 前言.............................................................................ii 1范围................................................................................1 2规范性引用文件..........................................................
格式:pdf
大小:36KB
页数:4P
人气:66
4.8

结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格, 特制定公司产品生产过程中对首件检验的要求及管理 规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要 求及工作程序。 3、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产 品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正 确性负责。 3.4工序负责人对首件检验完成后,由下道工序进行 复检。如不履行复检职责,下道工序负同等责任。 3.5对首件确认工作未完成,检验员在?首件检验记 录表?上签字的,造成的质量问题,责任由检验员负 责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅 材料必须与规定相符。 4.2对生产部门首次连续性生产的第一个完工的半成 品和成品,必须经过首件检验和
格式:pdf
大小:147KB
页数:5P
人气:66
4.4

螺栓 u型螺栓jb/zq4321-97添加 方头螺栓c级gb/t8-88添加 沉头方颈螺栓gb/t10-88添加 沉头带榫螺拴gb/t11-88添加 半圆头方颈螺栓gb/t12-88添加 半圆头带榫螺栓gb/t13-88添加 大半圆头方颈螺栓c级gb/t14-1998添加 大半圆头带榫螺栓gb/t15-88添加 六角头铰制孔用螺栓gb/t27-88已添加取消 六角头螺杆带孔铰制孔用螺栓gb/t28-88添加 六角头头部带槽螺栓a和b级gb/t29.1-88添加 十字槽凹穴六角头螺栓gb/t29.2-88添加 下方头螺栓b级gb/t35-88添加 t形槽用螺栓gb/t37-88添加 加强半圆头方颈螺栓gb/t794-93添加 六角头螺杆带孔螺栓gb/t31.1-88
格式:pdf
大小:5KB
页数:3P
人气:66
4.5
规格标准——gb标准 方螺母c级gb39-88 六角螺母c级gb/t41-2000 六角厚螺母gb56-88 蝶形螺母gb62-88 环形螺母gb63-88 组合式盖形螺母gb802-88 球面六角螺母gb804-88 扣紧螺母gb805-88 滚花高螺母gb806-88 滚花薄螺母gb807-88 小六角特扁细牙螺母gb808-88 嵌装圆螺母gb809-88 小圆螺母gb810-88 圆螺母gb812-88 端面带孔圆螺母gb815-88 侧面带孔圆螺母gb816-88 带槽圆螺母gb817-88 1型非金属嵌件六角锁紧螺母gb/t889.1-2000 1型非金属嵌件六角锁紧螺母细牙gb/t889.2-2000 盖形螺母gb923-88 1型六角螺母
文辑创建者
我要分享 >
职位:高级室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐