6mm薄规格钢板板型控制的工艺研究
2025-03-20
结合济钢中板厂的设备及工艺现状,从设备能力、工艺技术和生产管理上对生产6 mm薄规格板进行系统的研究与改进,实施了轧制稳定性研究、板型控制技术开发、轧辊冷却技术改造、轧制规程的合理分配、生产计划的科学编排等一系列工艺技术措施,6 mm板板型控制能力得到较好保障,实现了6 mm板的高效化轧制,有效提高了6 mm薄规格钢板的生产能力。

 莱钢成功研发6mm超薄规格船用钢板
莱钢成功研发6mm超薄规格船用钢板 日前,山钢集团莱钢宽厚板厂成功研发试制出6mm×2600mm超薄规格船用钢板。经检验,产品性能、板型、质量均满足标准要求。今年以来,该厂在相关部门的配合下有计划地进行新产品的研发试制,不断向10mm以下的薄规格产品发起了挑战。由于薄规格产品在生产过程中,对工艺技术控制要求精度很高,对设备的冲击更大,出现卡钢、甩尾、
唐钢成功轧制6mm超薄规格宽板 据中国钢铁工业协会提供的消息,近日,河北钢铁集团唐钢在中厚板薄规格品种开发上再次取得新突破,成功试轧厚度为6mm、板幅为2.6m的q235b超薄规格宽板。该规格产品大量应用于建筑及工程结构,市场前景广阔。
编辑推荐下载
格式:pdf
大小:853KB
页数:4P
人气:66
 4.6
4.6
超薄规格钢板淬火的板型控制研究 在超薄规格钢板的淬火过程中,根据淬火后钢板板型的总体变化规律,研究了其淬火板型的控制机理和控制技术。结果表明,对于超薄规格钢板,淬火机设备在安装或校准的过程中,不仅要确保喷嘴精度,即钢板上下面冷却速度相同,而且要保证下喷嘴喷射角度有一定的负偏差,即喷嘴的喷水交叉线和钢板的上下面中心线三线重合,才能实现钢板上下面同步相变。该板型控制机理成功应用于淬火机设备的调整和校正,配以合理的淬火工艺参数,超薄规格钢板淬火后的板型不平度稳定在可控范围内。
格式:pdf
大小:54KB
页数:1P
人气:66
4.5
莱钢成功研发6mm超薄船用钢板 日前,山钢集团莱钢宽厚板厂成功研发试制出6mm×2600mm超薄规格船用钢板。经检验,产品性能、板型、质量均满足标准要求。
热门文档 6mm薄规格钢板板型控制的工艺研究
格式:pdf
大小:339KB
页数:1P
人气:66
4.5
9山钢集团莱钢成功研发6mm超薄规格船用钢板 据中钢协网站报道,山钢集团莱钢宽厚板厂成功研发试制出6mm×2600mm超薄规格船用钢板。经检验,产品性能、板型、质量均满足标准要求。2011年以来,该厂在相关部门的配合下有计划地进行新产品的研发试制,不断向10mm以下的薄规格产品发起了挑战。由于薄规格产品在生产过程中对工艺技术控制要求精度很高,对设备的冲击更大,出现卡钢、甩尾、镰刀弯等情况的可能性更大。
格式:pdf
大小:717KB
页数:3P
人气:66
4.5
中板轧机生产厚6mm钢板板形稳定性控制 分析了重庆钢铁股份有限公司中厚板厂2700mm中板生产线上影响四辊可逆式精轧机轧制厚度为6mm的薄规格钢板板形稳定性的各种因素,并分别针对钢坯加热温度的均匀性、轧制工艺的合理性、机架窗口滑板间隙、导尺对中性、轧辊辊型等提出了改善薄规格中板轧制稳定性的措施。
格式:pdf
大小:264KB
页数:1P
人气:66
4.7
济钢研发成功4mm极限薄规格钢板 近日,济钢在2.5mm中板平板生产线上轧制成功4mm极限薄规格钢板,再次打破中板平板生产线极限规格薄规格纪录,成为国内首条能够生产4mm板的中板平板产线,同时也填补国内中板平板生产线极限薄规格的空白。
格式:pdf
大小:5KB
页数:2P
人气:66
4.7
钢板板型控制要求 一、检查、控制标准 一类合同、出口合同对板型的控制加严,不平度要求为3mm/2m,钢板头尾 及边部翘起高度不得大于3mm。此类合同不允许存在肉眼可见的钢板瓢曲。其 他合同不平度按3mm/m控制。 二、控制要求 目前板型存在问题的主要集中在30mm以上钢板横瓢及钢板头尾存在明显 上翘或下扣。因此特要求如下: 1、厚度大于30mm的钢板,终冷温度低于640度的,必须在热矫直机前返 红5~10秒后再进行矫直。对于终冷温度低于设定50度以上的,返红时间延长5 秒钟。 2、厚度大于50mm的钢板,不管是否控轧,适当降低轧制及抛钢速度,保 证轧制后板型平整,头尾不允许上翘或下扣,无硬弯。 3、精整车间重点对一类合同和出口合同厚度30mm以上钢板进行测量,测 量要求为每批钢板测量第一张母板全板和最后一张母板全板,存在超标的进行冷 矫,并测量该批次所有钢板的平直
精华文档 6mm薄规格钢板板型控制的工艺研究
格式:pdf
大小:15KB
页数:3P
人气:66
4.4

目录 1.适用范围 2.参考文件 3.材料 4.交货状态 5.质量及检查要求 6.钢板定尺尺寸要求 7.检验——验收试验 8.提交文件 钢衬里6㎜p265gh钢板采购技术条件 2/3 钢衬里6㎜钢板采购技术规格书 1.适用范围 本技术规格书适用于红沿河核电站一期安全壳防泄漏钢衬里6㎜钢板的采购。 2.参考文件 2.1b.t.s.-3.046㎜钢板的采购要求 2.2rcc-m(2000)中的m1131技术说明以及rccm(2002补遗) 2.3nfen10028-2(2003-11)压力容器钢板一第二部分;合金、非合金钢(包括特 殊升温情况下的特性) 2.4nfen10029(1991-9)3㎜及以上厚钢板、形状、尺寸及重量允许公差 2.5相关澄清和变更 3.材料 钢板的钢材等级为p265gh。 4.交货状态 钢板交货状态:按6mm
格式:pdf
大小:628KB
页数:3P
人气:66
4.5
宽厚板轧机轧制薄规格钢板的工艺研究 为在新钢3800mm宽厚板轧机上轧制厚6mm薄钢板,进行了多次试轧,并根据试轧经验在坯料选择、温度控制、辊型配置等方面采取了诸多控制措施,采用宽厚板轧机轧制6mm×2500mm钢板获得成功,并形成批量生产能力。

格式:pdf
大小:302KB
页数:3P
人气:66
4.3
薄规格耐磨钢板XCHD500的板形控制工艺研究 针对3500mm炉卷轧机生产5mm厚度耐磨钢板xchd500初期瓢曲严重的问题,兴澄特钢通过优化调整工作辊水封、除鳞喷嘴、夹送辊精度、卷取温度、卷取速度、压下道次分配、冷矫直等轧制设备及工艺参数,显著改善了耐磨钢板的板形,为后续热处理创造了良好的板形条件,从而确保最终交付的钢板满足平直度要求,使兴澄特钢在耐磨钢板平直度的控制方面达到国内领先水平。
格式:pdf
大小:1.4MB
页数:13P
人气:66
4.8
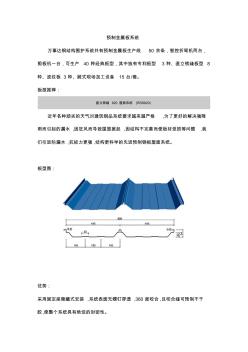
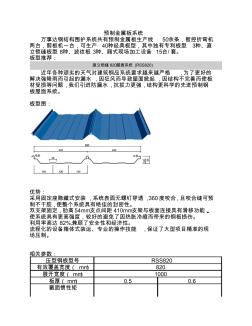
预制金属板系统 万事达钢结构围护系统共有预制金属板生产线50余条,智控折弯机两台, 剪板机一台,可生产40种经典板型,其中独有专利板型3种、直立锁缝板型8 种、波纹板3种、厢式现场加工设备15台/套。 板型推荐: 直立锁缝820屋面系统(rss820) 近年各种顽劣的天气对建筑钢品系统要求越来越严格,为了更好的解决强降 雨而引起的漏水,因狂风而导致屋面掀起,因结构不完善而使板材受损等问题,我 们引进防漏水,抗拔力更强,结构更科学的先进预制钢板屋面系统。 板型图: 优势: 采用固定座隐藏式安装,系统表面无螺钉穿透,360度咬合,且咬合缝可预制不干 胶,使整个系统具有绝佳的封密性。 双支架固定,肋高54mm,支点间距410mm,支架与板面连接具有滑移功能,使系统 具有更高强度,较好的避免了因热胀冷缩而带来的钢板损伤。 利用率高达82
最新文档 6mm薄规格钢板板型控制的工艺研究
格式:pdf
大小:127KB
页数:9P
人气:66
4.5
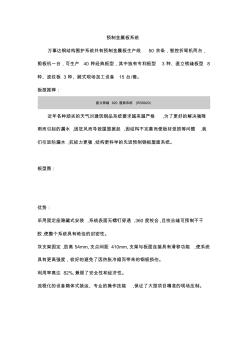
预制金属板系统 万事达钢结构围护系统共有预制金属板生产线50余条,智控折弯机两台, 剪板机一台,可生产40种经典板型,其中独有专利板型3种、直立锁缝板型8 种、波纹板3种、厢式现场加工设备15台/套。 板型推荐: 直立锁缝820屋面系统(rss820) 近年各种顽劣的天气对建筑钢品系统要求越来越严格,为了更好的解决强降 雨而引起的漏水,因狂风而导致屋面掀起,因结构不完善而使板材受损等问题,我 们引进防漏水,抗拔力更强,结构更科学的先进预制钢板屋面系统。 板型图: 优势: 采用固定座隐藏式安装,系统表面无螺钉穿透,360度咬合,且咬合缝可预制不干 胶,使整个系统具有绝佳的封密性。 双支架固定,肋高54mm,支点间距410mm,支架与板面连接具有滑移功能,使系统 具有更高强度,较好的避免了因热胀冷缩而带来的钢板损伤。 利用率高达82
格式:pdf
大小:1.5MB
页数:11P
人气:66
4.5
预制金属板系统 万事达钢结构围护系统共有预制金属板生产线50余条,智控折弯机 两台,剪板机一台,可生产40种经典板型,其中独有专利板型3种、直 立锁缝板型8种、波纹板3种、厢式现场加工设备15台/套。 板型推荐: 直立锁缝820屋面系统(rss820) 近年各种顽劣的天气对建筑钢品系统要求越来越严格,为了更好的 解决强降雨而引起的漏水,因狂风而导致屋面掀起,因结构不完善而使板 材受损等问题,我们引进防漏水,抗拔力更强,结构更科学的先进预制钢 板屋面系统。 板型图: 优势: 采用固定座隐藏式安装,系统表面无螺钉穿透,360度咬合,且咬合缝可预 制不干胶,使整个系统具有绝佳的封密性。 双支架固定,肋高54mm,支点间距410mm,支架与板面连接具有滑移功能, 使系统具有更高强度,较好的避免了因热胀冷缩而带来的钢板损伤。

格式:pdf
大小:373KB
页数:4P
人气:66
4.4
新钢5mm及以下厚度薄规格钢板的轧制研究 针对5mm及以下厚度薄规格钢板的生产问题,新余钢铁集团有限公司在2690mm+3000mm中板生产线上通过板坯设计、调整轧制规程,将设定的末道次压下量控制在1mm左右,同时根据热辊型的计算模型选择合适的轧制时机,实现了5mm及以下厚度钢板的稳定批量生产,轧制节奏稳定在44块/h以上,综合成材率大于88%,命中率大于96%。
格式:pdf
大小:426KB
页数:3P
人气:66
4.6
960MPa级高强钢板板型控制轧制工艺的改进 南钢3500mm炉卷轧机生产5mm×3150mm规格q960高强钢板时,板型瓢曲严重。通过对加热温度、卷取张力、卷取速度、卷取炉炉温、道次压下率等轧制工艺参数进行优化改进,显著改善了热轧态板型,钢板不平度由初期的15~25mm/m降低至6~12mm/m,为保证后续调质热处理板型控制效果提供了良好的基础。
格式:pdf
大小:63KB
页数:未知
人气:66
4.5
莱钢6mm厚超薄规格钢板生产取得新突破 日前,山钢集团莱钢宽厚板事业部成功实现6mm×3960mm极限超薄超宽规格钢板的批量生产,进一步巩固了莱钢在宽薄极限规格钢板生产方面的国内领先地位,提升了公司配套接单能力。对于4300mm宽厚板轧机而言,6mm钢板属于厚度极限规格产品,并且宽度越宽,生产难度越大。
格式:pdf
大小:63KB
页数:未知
人气:66
4.7
莱钢6mm厚超薄规格钢板生产取得新突破 日前,山钢集团莱钢宽厚板事业部成功实现6mm×3960mm极限超薄超宽规格钢板的批量生产,进一步巩固了莱钢在宽薄极限规格钢板生产方面的国内领先地位,提升了公司配套接单能力。对于4300mm宽厚板轧机而言,6mm钢板属于厚度极限规格产品,并且宽度越宽,生产难度越大。
格式:pdf
大小:123KB
页数:未知
人气:66
4.8
中厚板薄宽规格钢板轧制工艺研究 本文首先介绍了薄宽规格钢板的发展趋势,然后通过分析影响薄规格钢板生产的因素,提出了批量生产薄规格钢板的技术措施,实现薄规格钢板高精度厚度自动控制,优化精轧机辊型和轧制策略,提高板形控制能力等。
格式:pdf
大小:101KB
页数:未知
人气:66
4.5
重钢首次成功批量轧制1.8mm薄规格钢板 4月2日凌晨1:30,重钢热轧薄板厂首次成功批量轧制出6卷、120吨1.8mm×1250mm薄规格钢板,这是目前为止,重钢成功批量轧制的最薄规格产品,为重钢进一步拓宽产品供货范围、占领市场打下了坚实的基础。
格式:pdf
大小:3.0MB
页数:4P
人气:66
4.5
薄规格钢板淬火过程中的板形控制 在薄规格钢板的淬火过程中,板形变化是较难控制的方面之一。首先介绍了辊式淬火机的冷却过程及机理,再根据鲅鱼圈厚板部5500生产线的淬火实践生产,将该机理成功应用于淬火机设备的调整和校正,配以合理的淬火工艺参数,将薄规格hq785t1钢板淬火后的板形不平度稳定在可控范围内,最后根据结果分析了影响板形变化的原因。
文辑创建者
我要分享 >
职位:交通运输建设机械员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐