780MPa热镀锌用TRIP钢退火工艺及组织演变
2025-01-23
研究了热镀锌用高强TRIP钢的退火工艺对性能的影响和组织演变规律.结果表明:实验用钢可获得780.00MPa以上的抗拉强度和24.00%以上的断后延伸率;两相区加热温度和贝氏体保温时间对钢的力学性能具有显著影响,两相区加热温度为850℃,贝氏体保温时间为30s时,实验用钢能获得最佳的综合力学性能;在贝氏体中温相变后,仍有部分亚稳奥氏体(碳含量较低)在后续冷却过程中发生马氏体相变,从而导致钢退火后的微观组织由铁素体、贝氏体、残余奥氏体和马氏体组成.

 镀锌和退火两用热镀锌机组
镀锌和退火两用热镀锌机组 热镀锌和连续退火两用生产机组是一种新的机组型式,可以更好地适应市场对于热镀锌产品和连续退火产品的不同需求。针对不同的现有热镀锌机组,给出了实现热镀锌和连续退火两用生产的合理、完善的工艺方案和设备配置,这不仅完全保留了现有热镀锌产品的生产,而且能够生产出全工艺的连续退火产品。通过工程实践证明,在现有热镀锌机组上实现镀锌和连续退火两用生产是可行的,是提高现有热镀锌机组适应市场能力的快捷有效的途径。
800MPa冷轧热镀锌双相钢组织性能及其织构演变 对800mpa级热镀锌双相钢热轧、冷轧及退火后的显微组织进行了观察,分析比较了热轧和退火后的力学性能,并考察了其织构演变过程。结果表明:实验用钢经820℃保温140s热镀锌退火后,可获得抗拉强度819mpa,伸长率为17%的铁素体+马氏体双相钢,铁素体晶粒尺寸在1.5~4μm之间,马氏体体积分数为34%左右;热轧织构密度较弱,但已呈现出γ织构的雏形;冷轧后α织构和γ织构密度显著增长;热镀锌退火后α织构变化不大,不利织构{001}〈110〉织构密度有较大程度地攀升,γ织构取向密度值波动很大,最大织构组分为{112}〈110〉织构;快冷过程中形成的马氏体阻碍了有利织构{111}的发展,使得不利织构{001}〈110〉得到一定程度的发展。
编辑推荐下载
格式:pdf
大小:1.2MB
页数:5P
人气:85
 4.5
4.5
低碳中锰热轧TRIP钢退火工艺及组织演变 研究了第三代高强度高塑性trip钢的退火工艺对性能的影响和组织演变规律.热轧后形成的原始马氏体与临界退火时形成的残余奥氏体使trip钢具有良好的强度和塑性.结果表明:实验用钢可获得1000mpa以上的抗拉强度和30%以上的断后延伸率,且强塑积>30gpa.%;退火温度和保温时间对钢的力学性能具有显著影响,热轧trip钢临界退火温度为630℃,保温时间18h时,实验用钢能获得最佳的综合力学性能.
格式:pdf
大小:155KB
页数:4P
人气:85
4.6
590MPa级热镀锌双相钢的研制开发 介绍了本钢590mpa级热镀锌双相钢的研发生产,为满足强度和成形性能要求,根据相变强化机制进行成分和工艺的设计,重点研究生产过程中化学成分、热连轧、冷轧、连续退火热镀锌工艺的控制要点,并对产品的微观组织及性能指标进行分析。批量生产实践表明产品具有优良的力学性能和成形性能,应用于汽车高强结构件。
热门文档 780MPa热镀锌用TRIP钢退火工艺及组织演变
格式:pdf
大小:136KB
页数:未知
人气:85
4.6
TRIP钢热镀锌可镀性研究进展 对国内外trip钢热镀锌可镀性研究的最新进展进行了介绍,分析了基板成分、退火工艺、热镀锌工艺对trip钢热镀锌可镀性的影响,同时阐述了改善trip钢可镀性的对策措施。最后指出,采用预氧化还原热镀锌工艺生产含硅trip钢,是未来trip钢热镀锌工业生产的主流方向。
格式:pdf
大小:58KB
页数:未知
人气:85
4.8
600MPa级超低硅冷轧热镀锌双相钢及其制备工艺 专利号:cn201010295721.1专利权人:北京科技大学,鞍钢股份有限公司本发明公开了一种600mpa级超低硅冷轧热镀锌双相钢及其制备工艺,其化学成分质量分数为:c:0.03%~0.16%,si〈0.02%,mn:1.2%~2.2%,cr:0.2%~0.6%,s〈0.015%,p〈0.020%,als:0.01%~0.08%,余量为fe;其制备工艺,包括如下步骤:
格式:pdf
大小:1.6MB
页数:4P
人气:85
4.7
退火和卷取温度对590 MPa级冷轧热镀锌双相钢板组织与性能的影响 在实验室制备了590mpa级冷轧热镀锌双相钢板,采用sem、tem和拉伸试验等方法考察了退火温度、卷取温度等工艺参数对该钢显微组织和力学性能的影响。结果表明:经750~820℃保温100s退火后,可以获得抗拉强度615mpa以上、伸长率高达21%的综合性能良好的钢板;随着退火温度的升高,抗拉强度和屈服强度都会增大,伸长率则以820℃退火的最好,其次是800℃退火的,而750℃和780℃退火的则差一些;热轧后650℃卷取的钢板经冷轧和热镀锌退火后,其强度明显高于690℃卷取的。
格式:pdf
大小:400KB
页数:4P
人气:85
4.3
宽带钢热镀锌退火方式及炉型选择 热镀锌钢板大量应用于轻工、容器、渔业、建筑、家电和汽车工业,是最重要的钢材品种之一,市场需求增长很快,虽然我国现有热镀锌板生产线已经达到一定产能,但远不能满足用户要求,仍需大量进口。同时国内一些钢厂也准备建设新的热镀锌线。现就适于热镀锌板热处理的连续退火方式和炉型选择作一论述,以供投资者参考。
格式:pdf
大小:200KB
页数:2P
人气:85
4.6
连续热镀锌机组退火方式 用于冷轧薄板连续热镀锌机组的退火炉是机组的关键设备,亦称工艺段,它完成钢带热镀锌前的退火工艺,对钢带热镀锌后的性能起到至关重要的作用。本文介绍了热镀锌机组主要热处理加热方式,用对比的方法细致的阐明了各种加热方式的优缺点。
精华文档 780MPa热镀锌用TRIP钢退火工艺及组织演变
格式:pdf
大小:107KB
页数:未知
人气:85
4.7
现代热镀锌退火炉的特点 本文分析了近年来热镀锌退火炉出现的一些新的特点,针对带钢的热镀锌连续退火工艺,提出了提高控制带钢质量的措施和重视热能利用的方法.
格式:pdf
大小:1.8MB
页数:2P
人气:85
4.6
热镀锌和退火两用机组设计(改造)要点分析 通过对比冷轧带钢连续热镀锌和连续退火两种工艺生产的不同点,分析两用生产机组的设计要点。
格式:pdf
大小:951KB
页数:4P
人气:85
4.4
1870MPa级热镀锌制绳钢丝生产工艺 介绍1870mpa级热镀锌制绳钢丝生产工艺。生产φ1.4~4.0mm,1870mpa级a类热镀锌制绳钢丝宜选择先拉后镀生产工艺,采用82b盘条生产的φ2.80,2.90,3.05mm制绳钢丝所用的铅淬火半成品分别为φ7.70,8.00,8.30mm,镀后锌层面质量分别为263.8,273.1,275.9g/m2;生产φ0.8~2.4mm,1870mpa级ab类热镀锌制绳钢丝宜选择中镀后拉生产工艺,采用70钢盘条生产的1.60,1.70,1.80mm制绳钢丝所用的铅淬火半成品分别为φ3.20,3.40,3.60mm,镀后拉拔前锌层面质量分别为308.6,309.7,311.8g/m2;生产φ0.4~1.6mm,1870mpa级b类热镀锌制绳钢丝宜选择先镀后拉生产工艺,采用70钢盘条生产的φ0.65,0.60,0.80mm制绳钢丝所用的铅淬火半成品分别为φ1.90,1.75,2.30mm,镀后拉拔前锌层面质量分别为233.5,228.6,255.4g/m2。
格式:pdf
大小:677KB
页数:4P
人气:85
4.8
热镀锌DP钢奥氏体及临界区连续冷却组织演变规律 通过金相显微镜、热膨胀仪等分析手段研究了热镀锌dp钢奥氏体及临界区连续冷却组织演变规律。结果表明:实验钢成分设计决定了钢的淬透性和临界冷却速度,冷速大于15℃/s时,基本可得到f+m的双相组织。部分奥氏体化cct曲线与完全奥氏体化cct曲线形状相似,但前者相对于后者普遍上移和左移,且上移比较明显。
格式:pdf
大小:1.2MB
页数:5P
人气:85
4.6
热镀锌钢板用冷轧板退火工艺的确定 采用盐浴退火方法分别对牌号为ssgrade40,ssgrade33和ssgrade50的热镀锌钢板的冷轧硬卷进行了不同工艺的退火处理,研究了退火工艺对三种热镀锌钢板用冷轧板显微组织和力学性能的影响,以确定三种冷轧板的再结晶温度及最佳退火温度范围。结果表明:ssgrade40冷轧板的再结晶温度在720℃左右,退火温度在720℃较佳;ssgrade33冷轧板的再结晶温度在680℃左右,考虑到力学性能的稳定性,退火温度选择在720℃左右较佳;ssgrade50冷轧板的再结晶温度在700℃以上,为了保证其强度富余量和性能稳定性,退火温度选择在780℃左右较佳。
最新文档 780MPa热镀锌用TRIP钢退火工艺及组织演变
格式:pdf
大小:517KB
页数:3P
人气:85
4.5
热镀锌连续退火炉的工艺过渡控制 某钢铁厂连续退火炉带钢品种过渡频繁,热处理温度相差较大,利用现有模型控制需要手动调节,随意性较大,同时过渡时间较长,产生废带较多。为了提高产品质量的稳定性,故在原有模型的基础上建立退火炉工艺过渡数学模型。工艺过渡模型主要控制辐射管功率以及带钢各段出口温度设定值,使带钢热处理温度稳定过渡。从应用实例,分析了工艺过渡数学模型的使用情况,效果良好。
格式:pdf
大小:226KB
页数:未知
人气:85
4.7
热镀锌连续退火炉的工艺过渡控制 为了提高产品质量的稳定性,在原有连续退火炉模型的基础上建立退火炉工艺过渡数学模型,主要控制辐射管功率以及带钢各段出口温度设定值,使带钢热处理温度稳定过渡。从应用实例,分析了工艺过渡数学模型的使用情况,效果良好。
格式:pdf
大小:66KB
页数:1P
人气:85
4.6
POSCO开发出汽车用590MPa级合金化热镀锌板 posco在世界上首次开发出了汽车外板用590mpa级合金化热镀锌板。这种合金化热镀锌板具有强度高、重量轻、外观优美的特点,且其厚度比原有产品薄,但却保持了良好的耐凹性。
格式:pdf
大小:116KB
页数:1P
人气:85
4.6
POSCO开发出汽车用590MPa级合金化热镀锌板 POSCO开发出汽车用590MPa级合金化热镀锌板
格式:pdf
大小:547KB
页数:3P
人气:85
4.5
唐钢热镀锌线退火板生产实践 为调整产品结构,唐山钢铁股份有限公司冷轧薄板厂将其1~#镀锌生产线改造为镀锌和退火两用机组,介绍了退火工艺的实现,包括明火直燃退火工艺对带钢表面质量的影响与控制,退火后冷却段的改造,退火炉出口密封及旁路系统设计,退火炉控制系统的研发与优化。生产实践表明,退火板性能完全合格。
格式:pdf
大小:181KB
页数:3P
人气:85
4.8
热镀锌连续退火炉的数学模型研究 针对大型冷轧带钢连续热镀锌退火过程模型化这一实际工业难题,基于离线仿真和在线控制两种模式,开发出一种两用型热镀锌连续退火炉数学模型,该模型简单,反应快,能同时满足温度跟踪和全炉分布两种模式,且仿真和实际控制结果比较吻合。该研究为优化控制提供依据。
格式:pdf
大小:404KB
页数:3P
人气:85
4.3
热镀锌原板变速连续退火再结晶动力学 为了探讨热镀锌原板变速连续退火工艺参数与其再结晶的关系,在对st01z钢种进行等温再结晶实测ttt图的基础上,对其变速连续退火再结晶动力学进行了研究。采用差分法计算了连续退火温度场,再根据再结晶动力学,计算得到热镀锌原板变速连续退火连续加热转变再结晶cht图。根据cht图,优化了生产工艺,使机组速度提高了10%。
格式:pdf
大小:525KB
页数:4P
人气:85
4.4
热镀锌原板变速连续退火再结晶动力学 为了探讨热镀锌原板变速连续退火工艺参数与其再结晶的关系,对st01zsto1z钢种进行等温再结晶实测ttt图的墓础上,对其变速连续退火再结晶动力学进行了研究,采用差分法计算了连续退火温度场,获得了热镀锌板连续退火连续加热转变再结晶cht图,并编制了相应的计算机程序,已用于生产实际,提高机组产能或者速度10%.
格式:pdf
大小:36KB
页数:未知
人气:85
4.5
热镀锌机组连续退火炉性能分析比较 介绍了热镀锌机组退火炉的工艺流程及性能特点,阐述了热镀锌机组连续退火炉工艺。通过对比dr和sh两个厂家的退火炉,指出sh退火炉在安全性、电加热形式、控制方式上更具优势,更适合汽车用板冷轧生产线。
格式:pdf
大小:64KB
页数:7P
人气:85
4.4
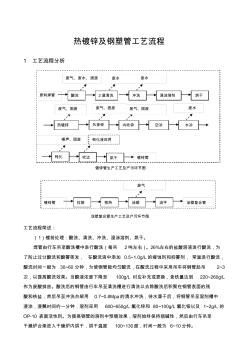
热镀锌及钢塑管工艺流程 1工艺流程分析 镀锌管生产工艺及产污环节图 涂塑复合管生产工艺及产污环节图 工艺流程简述: (1)镀前处理:酸洗、清洗、冲洗、浸涂溶剂、烘干。 焊管由行车吊至酸洗槽中进行酸洗(每吊2吨左右)。26%左右的盐酸溶液进行酸洗,为 了防止过分酸洗和酸雾挥发,在酸洗液中添加0.5~1.0g/l的缓蚀剂和抑雾剂,常温进行酸洗, 酸洗时间一般为30~60分钟,为使钢管能均匀酸洗,在酸洗过程中采用吊车将钢管起吊2~3 次,以提高酸洗效果。当酸液浓度下降至100g/l时应补充或更换,含铁量达到220~260g/l 作为废酸排放。酸洗后的钢管由行车吊至清洗槽进行清洗以去除酸洗后积聚在钢管表面的残 酸和铁盐,然后吊至冲洗台架用0.7~0.8mpa的清水冲洗,待水滴干后,将钢管吊至溶剂槽中 浸涂,浸蘸时间约一分钟,溶剂采用600~650g/l氯化锌和80~1
文辑创建者
我要分享 >
职位:岩土技术负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐