ADC12空调器柱式活塞塑性成形分析和热处理工艺
2025-01-19
本篇论文介绍了汽车空调器柱式活塞,打破国内以往采用压铸工艺制造毛坯件常规,紧跟目前国外直接选用ADC12铸铝经过挤压变形成棒材(即为形变铝合金)作为锻造原材料,来进行模压塑性成形,克服了ADC12铸铝含硅量高不能塑性变形的困难,然后,对获得的毛坯件进行淬火+人工时效热处理,这样,得到的柱式活塞毛坯件,既有致密的内部组织和较高的强度、硬度,又有很好的耐磨性。

 液压凿岩机冲击器活塞用35CrMoV钢热处理工艺改进
液压凿岩机冲击器活塞用35CrMoV钢热处理工艺改进 通过对液压凿岩机冲击器活塞用35crmov钢热处理工艺的改进,使活塞的表面具有很高的硬度,并形成连续表面硬化层,同时活塞整体具有很高的强韧性和抗冲击疲劳性,受冲击工作端具有高硬度与高强韧性,使冲击活塞在高频率强烈冲击过程中不出现塌陷和崩裂。
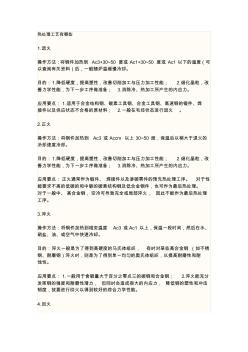
热处理工艺有哪些 1.退火 操作方法:将钢件加热到ac3+30~50度或ac1+30~50度或ac1以下的温度(可 以查阅有关资料)后,一般随炉温缓慢冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊 接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。 2.正火 操作方法:将钢件加热到ac3或accm以上30~50度,保温后以稍大于退火的 冷却速度冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。对于性
编辑推荐下载
格式:pdf
大小:24KB
页数:1P
人气:64
 4.8
4.8
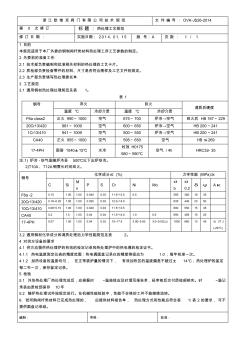
浙江欧维克阀门有限公司技术规范文件编号:ovk-js26-2014 第0次修订标题:热处理工艺规范 修订日期:实施日期:2014.01.15版号:a页数:1/1 1目的 本规范适用于本厂外委的钢制阀杆类材料热处理工序工艺参数的制定。 2外委前的准备工作 2.1技术部负责编制和批准相关材料的热处理的工艺卡片。 2.2质检部负责检查零件的材料、尺寸是否符合图样及工艺文件的规定。 2.3生产部负责填写热处理委托单 3工艺规范 3.1通用钢材热处理处理规范见表1。 表1 钢号淬火回火 调质后硬度 温度℃冷却介质温度℃冷却介质 f6aclass2正火990~1000空气675~700炉冷→空气回火后hb167~229 20cr13/420981
热门文档 ADC12空调器柱式活塞塑性成形分析和热处理工艺
格式:pdf
大小:503KB
页数:5P
人气:64
4.4
厚壁12Cr1MoVG钢管的热处理工艺优化 针对厚壁12cr1movg钢管在生产中暴露出冲击韧性低的问题,进行了优化热处理工艺的研究和生产实践。指出改善其冲击韧性的关键是控制正火冷却速度,提出了"水冷+空冷"正火热处理工艺。实践证明:采用"水冷+空冷"热处理工艺后,厚壁12cr1movg钢管均能获得理想的金相组织和优良的综合性能。
格式:pdf
大小:112KB
页数:未知
人气:64
4.6
相变塑性锚杆材料淬火-碳分配-回火热处理工艺研究 研究了可用做超高强度锚杆材料的低碳si-mn系trip钢的q-p-t热处理的力学性能,结果表明:经q-p-t得到的显微组织主要是具有高位错密度的细条状马氏体和10%~15%的残留奥氏体,马氏体上析出了细小共格复杂碳化物。在延伸率≥17.3%的条件下,最佳综合性能σb×σs为1874520mpa,其中抗拉强度σb=1640mpa。
格式:pdf
大小:1004KB
页数:1P
人气:64
4.4
可锻铸铁热处理工艺的分析与研究 本文采用铁素体基体可锻铸铁材料,分别利用正火和等温淬火工艺进行处理,获得珠光体基体和贝氏体基体可锻铸铁,采用不同工艺处理的样品制备金相试样,并对典型组织进行照相,然后对两种热处理得到的组织进行分析和对比,获得性能和应用的区别。
精华文档 ADC12空调器柱式活塞塑性成形分析和热处理工艺
格式:pdf
大小:99KB
页数:未知
人气:64
4.5
关于低合金耐磨铸钢热处理工艺分析 本篇文章研究了低合金耐磨铸钢处理工艺性能;评论了空淬低合金、油淬低合金、水淬低合金耐磨钢的性能;通过实验分析了低合金耐磨铸钢热处理工艺对力学性能产生的影响,实验证明轧机牌坊符合衬板在低合金耐磨铸钢中有很好的使用价值;低合金耐磨铸钢热处理工艺的发展方向,以供参考。
格式:pdf
大小:262KB
页数:4P
人气:64
4.5
10号钢磁性热处理工艺研究 文章从理论上阐述了10号钢与电工纯铁的差别、10号钢磁性热处理机理、10号钢磁性能改善的方法、以及实际生产中10号钢磁性热处理工艺,同时简述了10号钢零件在通用继电器上的使用效果
格式:pdf
大小:197KB
页数:3P
人气:64
4.7
自转式空气锤活塞用20CrMnTi钢热处理工艺优选及力学性能测试 利用hb-62.5型布氏硬度计测试了20crmnti低碳合金在不同热处理工艺下的布氏硬度值,并与自转式空气锤活塞需用工况下的硬度值进行比较,优选了满足硬度设计要求的热处理工艺;在满足上述硬度要求的热处理工艺基础上,利用hy-930ts万能试验机和hy-608冲击试验机分别对试样进行了拉伸性能和冲击性能试验;在满足新型自转式空气锤活塞需用工况下所需性能参数的前提下,确定了20crmnti最佳热处理工艺:880℃×80min油冷+550℃×100min后水冷。
格式:pdf
大小:43KB
页数:5P
人气:64
4.6
铝合金热处理工艺 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温 度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合 金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很 低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性 非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜 后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随 时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也 可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的
最新文档 ADC12空调器柱式活塞塑性成形分析和热处理工艺
格式:pdf
大小:44.3MB
页数:143P
人气:64
4.7

2.뇤탎싁뫏뷰죈뒦샭풭샭3.쓏즽뚫몣닺튵풰뗤탍죈뒦샭짨놸4.뗤탍뫏뷰뗄죈뒦샭릤틕5.훆욷죈뒦샭좱쿝풭틲럖컶1.탲퇔6.죈뒦샭릤틕캴살퇐뺿벰랢햹쟷쫆 뗤탍뗄몽뿕몽쳬폃싁뫏뷰닺욷풤삭짬냥70502524쏉욤냥7085쒣뛍볾뛍볾ꆢ듳탍헻쳥뇚냥ꆢ듳솺탍닄뗈ꆣ량믺폃닄훐ꎬ싁닄폃솿햼60%틔짏 ꎨ1ꎩ뗚튻듺ꎭ쪱킧펲뮯룟뺲잿뛈ꎻ펦폃ꎺ퓋5ꆢ뫤5ꆭꆭꎨ2ꎩ뗚뛾듺ꎭ맽쪱킧죈뒦샭룟잿쓍쪴ꎻ펦폃ꎺ퓋6ꆢ뫤6ꆢ볟11ꆢ퓋8ꆭ¡ꎨ3ꎩ뗚죽듺ꎭ룟뒿캪믹뒡ꎬ룟잿룟죍쓍쪴ꎻ펦폃ꎺ볟10ꆢ쇺ꆢarj21ꆭ¡ꎨ4ꎩ뗚쯄듺ꎭ틔뺫좷뿘훆뛠돟뛈뗚뛾쿠
格式:pdf
大小:7KB
页数:3P
人气:64
4.6
轴承钢的热处理工艺 轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及 一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢。我公司使用的轴 承钢大部分都是日本进口的材料,也有一部分采用了国内开发的与日本钢材的成 分一致,加工工艺相似的轴承钢,钢种为suj2。 suj2轴承钢的制作方法:钢厂采用真空脱气的冶炼方式,连续铸造成钢棒(或 模铸),锻压成型比6以上,钢材热轧后进行球化退火,再进行冷拔加工;然后, 按照规定的各种技术条件供货(如:非金属夹杂物、脱碳层深度、尺寸公差、形 状、外观、硬度、组织等指标)。 轴承钢棒料经过旋削加工一次成型后,就进入我公司前道的热处理工序。 在进入热处理工序前,让我们先来了解一下什么是退火?什么是淬火?什么是回 火?为什么要进行各种不同的过程? 1、退火:退火是生产中常用的预备热处理工艺,是把钢加热到适当温度,保温 一定
格式:pdf
大小:18KB
页数:7P
人气:64
4.8
热处理说明 热处理 开放分类:工艺、机械、冶金、金属材料、材料加工 热处理是将材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的组织结构,来控制其性能的一 种综合工艺过程。 热处理名词: 金属:具有不透明、金属光泽良好的导热和导电性并且其导电能力随温度的增高而减小,富有延性和展性等特 性的物质。金属内部原子具有规律性排列的固体(即晶体)。 合金:由两种或两种以上金属或金属与非金属组成,具有金属特性的物质。 相:合金中成份、结构、性能相同的组成部分。 固溶体:是一个(或几个)组元的原子(化合物)溶入另一个组元的晶格中,而仍保持另一组元的晶格类型的 固态金属晶体,固溶体分间隙固溶体和置换固溶体两种。 固溶强化:由于溶质原子进入溶剂晶格的间隙或结点,使晶格发生畸变,使固溶体硬度和强度升高,这种现象 叫固溶强化现象。 化合物:合金组元间发生化合作用,生成一种具有金属性能的新的晶体固
格式:pdf
大小:32KB
页数:8P
人气:64
4.6

钢的热处理工艺设计经验公式 1钢的热处理 1.1正火加热时间 加热时间t=kd(1) 式中t为加热时间(s); d使工件有效厚度(mm); k是加热时间系数(s/mm)。 k值的经验数据见表1。 表1k值的经验数据 加热设备加热温度(碳素钢)k/(s/mm)(合金钢)k/(s/mm) 箱式炉800~95050~6060~70 盐浴炉800~95015~2520~30 1.2正火加热温度 根据钢的相变临界点选择正火加热温度 低碳钢:t=ac3+(100~150℃)(2) 中碳钢:t=ac3+(50~100℃)(3) 高碳钢:t=acm+(30~50℃)(4) 亚共析钢:t=ac3+(30~80℃)(5) 共析钢及过共析钢
格式:pdf
大小:631KB
页数:4P
人气:64
4.4
大型锻钢支承辊热处理工艺的探讨 针对大直径锻钢支承辊热处理调质困难问题,通过控制辊坯的冶炼、锻造、锻后热处理及辊身淬火前的预备热处理的工序质量,达到锻钢支承辊的设计要求。试验表明:正火处理既可调整辊坯组织,又可保证辊颈硬度及综合机械性能,工频感应-淬火可使硬度均匀性提高,满足了用户的使用要求。
格式:pdf
大小:152KB
页数:10P
人气:64
4.8
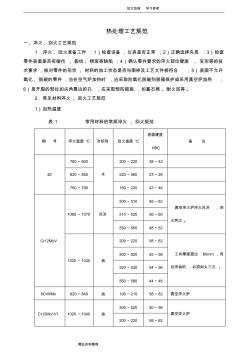
范文范例学习参考 精品资料整理 热处理工艺规范 一、淬火、回火工艺规范 1.淬火、回火准备工作:1)检查设备,仪表是否正常;2)正确选择夹具;3)检查 零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部位硬度、变形等的技 术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许 氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热; 6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。 2.常见材料淬火、回火工艺规范 1)加热温度 表1常用材料的常规淬火、回火规范 钢号淬火温度℃冷却剂回火温度℃ 表面硬度 hrc 备注 45 780~800 水 200~22038~42 820~850520~56023~28 760~790180~2204

格式:pdf
大小:6KB
页数:2P
人气:64
4.6
压力管道热处理工艺 一、弯管的热处理工艺 l、在下列条件下,必须对冷弯或热弯的钢管进行热处理。 (1)壁厚大于l9mm的碳素钢热弯管,弯管时温度始终保持在900℃ 以上的情况除外。 (2)公称直径大于或等于l00mm或壁厚大于或等于l3mm的中,低合 金钢冷弯管。 2、对于公称直径大于或等于l00mm,或壁厚大于或等于l3mm的中、 低合金钢热弯弯管,应按设计文件的要求进行完全退火、正火加回火, 或回火处理。 3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热 处理时,按设计文件规定进行。 4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行, 采用热电锅测温,并选择硅酸铝针刺保温毯作为陶瓷加热热液时的保 温材料。 5、热处理后进行硬度测定,弯管部分硬度不应超过母材硬度规定值。 二、管道焊后热处理工艺 1、管道焊接后,根据钢材的淬硬性,焊件厚度和
格式:pdf
大小:35KB
页数:5P
人气:64
4.4
zd-3.03-2005 1 管道焊后热处理工艺 1范围 本工艺适用于石油、化工、电力、冶金、机械等工业工程的碳素钢及合金钢管道工程焊后热处 理。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后 所有文件的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成 协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 标准。 gb50235-97工业金属管道工程施工及验收规范 gb50236-98现场设备、工业管道焊接工程施工及验收规范 sh3501-2002石油化工有毒、可燃介质管道工程施工及验收规范 3管道焊后热处理的一般规定 3.1进行焊后热处理应根据钢材的淬硬性、焊件厚度、结构刚性、焊接方法及使用条件等因素综合 确定。 3.2对有应力腐蚀的焊缝,应进行焊
格式:pdf
大小:1.7MB
页数:5P
人气:64
4.4

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
文辑创建者
我要分享 >
职位:土建项目工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐