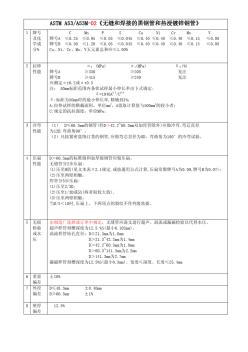
ASTMA53-05无镀层及热镀锌焊接与无缝公称管
2024-05-14
ASTM A 53/A 53M —05 管 , 钢材 ,镀黑和热镀锌 ,镀锌涂层 , 焊接和无缝的标准规范 (译文中数字表格是根据 A53 / A53M – 01 版粘贴的,不是根据 05版贴的) 本规范以固定标号 A53/A 53M 出版发行 , 紧跟规范编号的数字表明最近第一次采用该规 范的年份 , 若规范有修订 , 则为最后一次修订的年份 , 中间括号内的数字表明最后批准的年份 , 标在右上角的小数字表明最后一次修订或批准后的编辑校正。 本规范授权国防部的机构使用。 1. 范围 : 1.1 本规范涵盖从 NPS1/81 本规范涵盖从 NPS1/8到 NPS26(DN6-DN650)(注 1)的无缝和焊接 钢管 ,热镀锌钢管 ,包括表 X2.2和表 2.3中所提到的具有名义壁厚的管 (注 2), 如果这种管 与本规范中的所有其他要求一致 , 则可以提供其他尺寸的管 . 注 1.

ASTMA53-99无镀层及热浸镀锌焊接与无缝公称钢管(中文版)

ASMESA-53SA-53M无镀层及热浸镀锌焊接及无缝公称钢管
编辑推荐下载
格式:pdf
大小:257KB
页数:23P
人气:95
 4.4
4.4
无镀层及热浸镀锌焊接与无缝公称钢管 sa-53/sa-53m (除了在住6和11.2.2.1有编辑上不同外,与astm标准a53/a53m-99完全等同) 1适用范围 1.1本标准适用于nps1/8至nps26(注1)的无镀层及热浸镀锌的焊接与无缝 公称钢管,管的公称(平均)壁厚列于表x2.2和表x2.3。其它各项要求,也可 供货。 注1:本标准以无量纲标号nps(公称管尺寸)〔dn(公称直径)〕代替如 “公称直径”,“尺寸”和“公称尺寸”之类以往惯用术语。 注2:公称壁厚这个术语仅仅赋予方便地标志现存名称之用,并用于区别实 际壁厚,实际壁厚可有比公称壁厚以上或以下的偏差。 1.2可提供下列型式和级别的公称管: 1.2.1f型——a级炉内连续对接焊的。 1.2.2e型——a、b级电阻焊的; 1.2.3s型——a、b级无缝的。 注
热门文档 ASTMA53-05无镀层及热镀锌焊接与无缝公称管
格式:pdf
大小:9KB
页数:1P
人气:95
4.3

热镀锌焊接法兰 往往,热镀锌焊接法兰的锌层的呢,形成锌层的质量是什么样的呢? 这样的热镀锌焊接法兰锌层的形成过程之中,一般的热镀锌焊接法兰的热镀锌的时候, 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸 镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:使其进 行加工出来的时候,那么利用加工出来的时候,那么利用合理性的焊接法兰进行酸洗,因为 酸洗是非常重要的,当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。 这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,这样的所谓进行加工形成所谓符 合保证了,这样的焊接法兰的锌层都是符合价格的,这样的焊接法兰的锌层的是最佳的形成 了。 锌层的厚度至关重要,正常的热镀锌焊接法兰的质量必须要符合,熔融金属与铁基体反 应而产生合金层,从而使基体和镀层二
格式:pdf
大小:892KB
页数:34P
人气:95
4.4
astma53/a53m-2012 无镀层及热浸镀锌焊接与无缝公称 钢管标准技术条件 standardspecificationforpipe,steel,blackandhot- dipped,zinc-coated,weldedandseamless astma53/a53m-2012无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件 无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件 ① 本标准以固定的标准号a53/a53m发布,紧跟着标准号的数字表示原先采用版本的年号,或者是当有修订时的 最新修订版的年号。括在括号内的数字表示再次批准的年号。上标符号(ε)表示因最新修订或再次批准发生的编辑 性变化。 本标准已被批准供美国国防部的机构使用。 1.范围 1.1本规范 ② 适用于nps1/8至nps6(dn6至dn650)(注1)的无镀层及热
格式:pdf
大小:233KB
页数:22P
人气:95
4.4

designation:a53/a53m–02 standardspeci?cationfor pipe,steel,blackandhot-dipped,zinc-coated,weldedand seamless1 thisstandardisissuedunderthe?xeddesignationa53/a53m;thenumberimmediatelyfollowingthedesignationindicatestheyear oforiginaladoptionor,inthecaseofrevision,theyearoflastrevision.anumberinparenthesesindicatestheyearoflastreapproval. asupers
格式:pdf
大小:22KB
页数:2P
人气:95
4.7
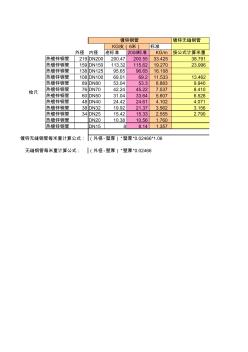
镀锌无缝钢管 标准 外径内径老标准2008标准kg/m按公式计算米重 热镀锌钢管219dn200200.47200.5533.42538.791 热镀锌钢管159dn150113.32115.6219.27023.996 热镀锌钢管138dn12595.6596.6516.108 热镀锌钢管108dn10069.0169.211.53313.462 热镀锌钢管89dn8053.0453.38.8839.940 热镀锌钢管76dn7042.2445.227.5378.410 热镀锌钢管60dn5031.0433.645.6076.528 热镀锌钢管48dn4024.4224.614.1024.071 热镀锌钢管38dn3219.9221.373.5623.156 热镀锌钢管3
格式:pdf
大小:458KB
页数:2P
人气:95
4.5
ASTMA53A53M-02《无缝和焊接的黑钢管和热浸镀锌钢管》
精华文档 ASTMA53-05无镀层及热镀锌焊接与无缝公称管
格式:pdf
大小:9KB
页数:2P
人气:95
4.4
目前冷拔无缝钢管热镀锌生产工艺 镀锌冷拔无缝钢管具有较强的耐腐蚀性和强度、刚度,广泛应用于煤气、暖气和水的运送管道。工 艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹—— 内吹——空冷——水冷——钝化——水漂洗——查验——称重——入库。详细为: 1、镀前处置工序 有碱洗、酸洗、漂洗、浸助剂、烘干5个工序。 1)有些冷拔无缝钢管外表有油污,需进行碱洗。 2)选用盐酸进行酸洗,以去掉冷拔无缝钢管外表的氧化皮。 3)为除掉冷拔无缝钢管外表附着的残酸及铁盐,需对冷拔无缝钢管进行2次漂洗。 4)助熔剂作用是从冷拔无缝钢管外表除掉一切杂质,确保冷拔无缝钢管与锌液洁净触摸,构成杰出镀层。 5)为避免冷拔无缝钢管浸入锌锅发作放炮表象,需对涂上熔剂的冷拔无缝钢管进行烘干,烘干温度在 120-200℃,时刻不低于150s。 2、热浸镀锌工序
格式:pdf
大小:781KB
页数:4P
人气:95
4.5
 氟碳无铵助镀热镀锌镀层组织及耐蚀性能
氟碳无铵助镀热镀锌镀层组织及耐蚀性能 通过金相显微镜研究氟碳无铵助镀对zn、zn-0.05%al、zn-0.1%al、zn-0.2%al镀层组织结构的影响,并通过电化学极化曲线和中性盐雾试验测试,研究了氟碳无铵助镀条件下zn和zn-0.05%al镀层的耐腐蚀性能。结果表明,氟碳无铵助镀使得镀层的组织得以细化;同等条件下,氟碳无铵助镀镀层的耐腐蚀能力较传统锌-铵助镀高。
格式:pdf
大小:62KB
页数:未知
人气:95
4.4
热镀锌镀层厚度与镀锌温度的关系 含硅0.12%~0.25%的钢热浸镀锌时镀层厚度随着镀锌温度的升高反而减小。华南理工大学材料学院研究了450℃和480℃,0.14%si钢的热镀锌组织,发现随着浸锌温度升高,镀层组织中η层和ζ层的厚度均减小,而г相由不连续变成较为连续的一层。
格式:pdf
大小:2.6MB
页数:3P
人气:95
4.3
热镀锌镀层铝含量分析 铝是热浸镀锌中非常关键的金属元素,锌锅中铝含量决定了镀层的结构以及锌锅锌浴行为。本文分析了大生产下的gi和ga板镀层中的铝含量,结果表明,不管是gi或ga,带钢的运行速度即热浸镀时间将影响fe2al5抑制层的厚度,影响带钢从锌液中带走的铝含量。纯锌gi板,在有效铝含量为0.18%~0.20%的情况下,或者合金化ga板,在有效铝含量为0.125%~0.135%的情况下,镀锌时间越长或速度越慢,抑制层越厚,镀层中铝含量越高。在实际工业生产中锌锭的添加要考虑速度因素。本文目的是寻找镀层消耗铝的规律,为优化锌锭添加制度、稳定控制锌液成分做准备。
最新文档 ASTMA53-05无镀层及热镀锌焊接与无缝公称管
格式:pdf
大小:294KB
页数:未知
人气:95
4.7
热镀锌翅片管与管板的焊接和检查 1995年我公司为加拿大transcanadapipelines公司生产了53台电站用干式冷凝器,其主要散热元件为热镀锌翅片管.翅片管与管板密封焊接(见下图).翅片管及管板材料均为q235b.每台冷凝器管束有119根翅片管,即238个管端头,而53台冷凝器的总管端头数为12614个.可见,其焊接量及焊后检查的工作量很大.
格式:pdf
大小:58KB
页数:6P
人气:95
4.5

designation:a795–00 standardspeci?cationfor blackandhot-dippedzinc-coated(galvanized)weldedand seamlesssteelpipeforfireprotectionuse1 thisstandardisissuedunderthe?xeddesignationa795;thenumberimmediatelyfollowingthedesignationindicatestheyearof originaladoptionor,inthecaseofrevision,theyearoflastrevision.anumberinparenthesesindicatestheyearofl
格式:pdf
大小:85KB
页数:2P
人气:95
4.5
产品类别:astm美标无缝钢管 产品名称:astma53无缝钢管 沧州北钢管业有限公司www.northsteel.biz 查看大图 astma53美国标准(无镀层及热浸镀锌焊接与无缝公称钢管 home--北钢管业 无缝钢管按其标准可分为astm美标无缝钢管din德标无缝钢管jis日标无缝钢管gb国无缝钢管 api无缝钢管等种类,astm美标无缝钢管在国际上较为通用,其种类分支繁多。现将astm无缝钢管astm a53美标无缝钢管相关参数陈列如下 标准: astma53/a53m/asmesa-53/sa-53m 用途: 适用于作受力及承压件,也可以用于一般用途的蒸汽、水、气体及空气管线。 主要生产钢管牌号: a、b等 经协商,也可供应其它牌号的钢管。 机械性能: 标准牌号抗拉强度(mpa)屈服强度(mpa)
格式:pdf
大小:23KB
页数:3P
人气:95
4.6
一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般60~65°,要留有一定的间隙, 一般为~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。在实际工作中,采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用j422较为普遍。当使用其他低 氢焊条时效果更佳,如j506等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选
格式:doc
大小:31KB
页数:4P
人气:95
4.8
 无缝镀锌钢管可以焊接吗
无缝镀锌钢管可以焊接吗 本文将详细探讨在建设工程领域中使用的无缝镀锌钢管是否可以进行焊接。通过对比不同类型的钢管以及其焊接性能进行说明,帮助读者了解无缝镀锌钢管的适用范围和注意事项。
格式:pdf
大小:329KB
页数:未知
人气:95
4.4
热镀锌入口段焊接带尾滑出问题的分析与解决 针对镀锌机组生产厚带钢过程中入口段焊接时带尾滑出的问题,对入口张力辊的张力状态进行了计算分析,通过将原镀铬张力辊更换为表面衬聚氨酯材料的胶辊、增加气缸气源压力、降低带钢甩尾时入口活套的张力等措施,使该问题得到了解决,机组得以稳定运行。

格式:pdf
大小:526KB
页数:未知
人气:95
4.4
热镀锌对焊接钢管的质量要求 1.概述随着现代工业的发展,镀锌钢管的应用更为广泛。据目前国际市场上的统计资料,3/8~4时的焊接钢管中,有50%是经过热镀锌的。因此,国外一些大型钢铁厂,凡是生产焊接钢管的,都有镀锌设备配套。例如,近年美国钢铁公司所属洛雷恩工厂,每年生产规格为φ21~88mm的焊接钢管181000t,
文辑创建者
我要分享 >
职位:BIM服务工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐