BP神经网络的铝合金板料弯曲回弹控制研究
2024-05-29
针对铝合金板料在弯曲成形后回弹的现象,分析了板料弯曲时回弹的力学原理,采用变压边力法,利用数值模拟软件对板料弯曲的回弹进行了模拟。利用BP神经网络技术对变压边力下,板料的弯曲回弹量进行了预测。通过优化后的神经网络模型,找到了最佳的弯曲成形工艺参数。与实际情况对比,预测的板料弯曲回弹量具有一定的准确性和适用性。

 基于正交实验设计的铝合金板料冲压回弹仿真研究
基于正交实验设计的铝合金板料冲压回弹仿真研究 以u形冲压件为研究对象,在正交试验得到的优化数值参数方案的基础上,采用cae软件dynaform进行冲压回弹仿真,得出了主要数值模拟参数对铝合金材料成形和回弹仿真精度的影响规律,为实际生产中模具设计和工艺参数选择提供了参考。
TZM合金板料包角弯曲件弯曲力的数值模拟研究 在板料弯曲成形中,弯曲力直接影响着成形设备的选择,降低弯曲力可以有效减小成形设备的损耗。通过对温成形过程进行一定的简化假设,利用数值模拟软件对tzm合金板料包角弯曲件的温成形过程进行模拟,研究了弯曲力的变化规律,分析了毛坯开口深度、凸模倒角半径和圆角半径、摩擦系数等参数对温成形过程中的弯曲力的影响。结果表明:温成形过程中弯曲力在不同参数下的变化规律基本一致;开口缝、凸模倒角和凸模圆角只对最大弯曲力产生影响,而摩擦系数对整个成形过程中的弯曲力产生影响。弯曲力最大值与开口缝、凸模倒角和凸模圆角成反比,与摩擦系数成正比。
编辑推荐下载
格式:pdf
大小:92KB
页数:2P
人气:68
 4.7
4.7
铝合金板料冲压成形仿真研究与应用 现代机械制造业总的发展趋势是产品轻量化,工艺柔性化。为了生产高精度、高质量的产品,金属板料成形制造向更轻、更薄、更精、更强、更韧,及成本低、周期短、质量高的方向发展。板料冲压成形技术正是这
格式:pdf
大小:4.7MB
页数:4P
人气:68
4.6
铝合金板料冲压成形的模拟分析 以某客车后围下延伸板为研究对象,运用仿真软件分别对铝合金板和低碳钢板进行冲压成形模拟分析,得到在工艺条件相同的情况下这2种材料成形性的差异,以及获得铝合金成形合格产品的工艺条件。
热门文档 BP神经网络的铝合金板料弯曲回弹控制研究
格式:pdf
大小:120KB
页数:1P
人气:68
4.6
铝合金板材弯曲成型性能 针对5083铝合金板材的v形弯曲进行研究,并以该铝合金板材弯曲成型的几种影响因素进行有效分析,通过对铝合金板材弯曲变形实验分析,得出结果是5083铝合金板材的弯曲回弹角大小与屈服强度有直接关系,其屈服强度越大回弹角就会越大,或者弯曲半径加大也会产生回弹角增加的现象;回弹角的减小主要影响因素有两点一是弯曲角加大,二是开口度增加等.
格式:pdf
大小:334KB
页数:6P
人气:68
4.5
铝合金板材弯曲成形性能 以5083铝合金板材的v形弯曲为研究对象,探究了影响板材回弹的几种因素。结果表明:5083铝合金板材的屈服强度越大其回弹角也越大;随着弯曲角的增加,回弹角减小;弯曲模具开口度增加,回弹角减小;相对弯曲半径增加,回弹角增加;v形弯曲部分的板材会减薄,对于相同的弯曲角,相同型号的试样,弯曲半径越小,则弯曲减薄量越大;而使用相同尺寸的弯曲半径时,弯曲角度越大则减薄量越大。
格式:pdf
大小:322KB
页数:5P
人气:68
4.6
6061铝合金板料的成形性能及数值模拟研究 通过单向拉伸试验获得了6061铝合金原始t6态和退火态板材的基本力学性能,进而得出了6061铝合金的真实应力应变曲线。在此基础上,用不同本构方程对实验数据进行拟合,然后与材料应变硬化曲线相比较。结果表明,采用含有幂函数的本构方程对两种状态的板材试验数据拟合较好,基于单向拉伸试验获得两种状态板材在真应变为8%时的塑性应变比分别为0.996和0.712。此外,用有限元软件dynaform对6061铝合金管材进行绕弯模拟,对获得的成形性能参数进行了验证。
格式:pdf
大小:454KB
页数:4P
人气:68
4.4
铝合金板料橡皮成形数值模拟研究 介绍了钣金成形数值模拟理论和数值模拟平台,以凹弯边橡皮成形为例,对成形过程的厚度分布、回弹进行了数值仿真研究,为进一步开展精密成形研究奠定了基础。
格式:pdf
大小:1.1MB
页数:5P
人气:68
4.5
变压边力对铝合金板料拉深成形性能的影响 利用数值模拟软件对5a02铝合金板料进行了随时间变化和随压边圈位置变化的变压边力拉深研究,分析了变压边力对拉深成形性能的影响。研究表明,采用先增后减的压边力可以显著提高铝合金板料的成形性能,但压边力达到最大值的时间有一个合理范围。施加分块压边力时,应根据压边圈相对位置材料流入凹模速度和变形程度来确定各部分压边圈的压边力大小。
精华文档 BP神经网络的铝合金板料弯曲回弹控制研究
格式:pdf
大小:489KB
页数:3P
人气:68
4.8
适用于铝合金板材成形的无压痕弯曲模具设计 铝合金板材在弯曲成形过程中,使用传统的折弯模具很难满足零件表面质量的设计要求。本文通过研究铝合金材料的成形特点和折弯模具的工作原理,将折弯过程中的滑动摩擦改为滚动摩擦,设计适用于铝合金板材折弯成形的无压痕弯曲模具,满足零件表面质量要求。
格式:pdf
大小:145KB
页数:未知
人气:68
4.4
钨球侵彻铝合金板的弹道极限研究 弹道极限是终点效应学的重要研究方面。针对钨球侵彻铝合金板的情况,参照相关试验方法,并结合有限元法,提出了一种确定弹道极限的方法;利用结果数据,拟合了不同弹靶条件下弹道极限的经验公式。采用文中方法所得弹道极限,与实验结果相比差别较小,证明了该方法的合理性。
格式:pdf
大小:546KB
页数:4P
人气:68
4.6
TA2M钛合金板材U形件弯曲回弹研究 应用pam-stamp冲压模拟软件,对ta2m钛合金板材u形弯曲成形及回弹过程进行了数值模拟预测,并对模拟结果进行了工艺试验验证,得到了板料厚度、轧制方向以及相对弯曲半径等参数对回弹影响的数值结果,并对结果进行了分析。
格式:pdf
大小:365KB
页数:3P
人气:68
4.7
钛合金板料激光冲击变形理论分析和实验研究 为了研究不同的激光能量和不同的冲击路径、冲击次数对ta2钛合金板料变形的影响,借助于江苏大学研制的高功率nd∶glass激光冲击波装置,采用实验的方法,取得了不同条件下钛合金板料的变形数据。结果表明,随着激光能量的增加,板料的变形量增大;板料几何尺寸和厚度越大,板料越难变形;冲击区域的不平度,随前后光斑间隔的增大而增大,随光斑间隔的减小而减小。通过此类激光冲击实验可优化激光冲击的相关参数,预测板料变形。
最新文档 BP神经网络的铝合金板料弯曲回弹控制研究
格式:pdf
大小:1.3MB
页数:6P
人气:68
4.6
激光喷丸强化6061-T6铝合金板料的表面完整性研究 采用数值模拟和实验相结合的方法研究了6061-t6航空铝合金板料经激光喷丸强化后表面形貌、表面粗糙度、表面硬度、残余应力、表面显微组织结构等表面完整性的变化。结果表明:激光喷丸后,试样表面喷丸区域的粗糙度降低;激光喷丸过程中冲击波诱导表面显微组织发生变化,位错密度增加,从而使得硬度增加,表面抗塑性变形能力得到提高;受喷板料正反两面均呈现残余压应力分布,最大残余应力值位于喷丸区域表面,厚度方向残余压应力随深度增加而逐渐减小。数值模拟得到的表面微凹坑截面轮廓及残余应力分布与实验结果相一致,表明可以用数值模拟方法对表面完整性进行预测,为激光喷丸过程参数优化和表面质量有效控制提供依据。
格式:pdf
大小:12KB
页数:6P
人气:68
4.7
《变形铝及铝合金板、带缺陷》(送审稿)编制说明 1工作简况(包括任务来源、协作单位、主要工作过程) 1.1任务来源 国标委综合[2007]100号文件及中国有色金属工业协会中色协综字 [2007]237号文件,下达了编制《变形铝及铝合金板、带缺陷》国家标准的任务, 并确定了东北轻合金有限责任公司为主编单位。 1.2起草单位情况 东北轻合金有限责任公司(原东北轻合金加工厂)简称东轻公司,是作为“一 五”期间原苏联援建的156项重点工程中的两项建设发展起来的新中国第一个铝 镁合金加工企业。1952筹备建厂,1956年11月开工生产。于1998年6月改制 组建为国有独资公司。1992年东轻公司被认定为国有特大型企业,1995年被国 务院发展研究中心认定为“中国最大的铝镁合金加工基地”,被盛誉为“祖国的 银色支柱”。 1.3主要工作过程和工作内容 本标准
格式:pdf
大小:20KB
页数:3P
人气:68
4.7
铝合金板片的生产工艺 现代电镀网5月22日讯:(每日电镀行业最新资讯推送请关注微信公众号:现代电镀网) 一种工艺用来生产有着高屈服强度和合适延展性的铝合金板材,特别是用于制造汽车 的面板。这个工艺包括将没有经过热处理的铝合金铸造成一个铸坯,然后所述的铸坯经过 一系列的轧制得到最终规格的板材,更好的选择是随后的热处理退后产生再结晶。轧制步 骤包括热轧和中温轧制铸坯以得到中间厚度的中间制品,然后冷却中间制品,接着在室温 到340摄氏度的范围内中温轧制以及冷轧中间制品得到最终的规格的板材。这一系列的 轧制过程是连续进行的没有中间品的圈绕和对中间板材的完全退火。该发明还涉及合金制 品的薄板。 本发明涉及生产一种生产铝板材的工艺流程。特别是,本发明涉及通过轧制法从不经 热处理合金中生产处适合成形的板材。例如,在制造汽车面板方面的5000系列铝合金。 5000系列铝合金
格式:pdf
大小:68KB
页数:未知
人气:68
4.3
车身铝合金板的维修(4) 出于节省燃油和降低排放等方面的考虑,汽车轻量化设计已经成为汽车发展的必然趋势,因此更轻便和更坚固的材料受到了汽车设计工程师的青睐。铝合金材料具有质量轻、抗腐蚀性好以及材料回收率高等优点,目前丰田prius、lexussc430以及奥迪a8等车型均采用了铝制车身,或在车身上局部使用了铝合金材料。但同时,铝合金材料也存在着加工难度大、加工成本相对较高以及维修成本高等缺点,而且铝材具有易氧化、高导热性、可迅速形成高熔点氧化层以及容易与其他金属发生电化学反应等特性,这决定了在铝车身的维修中需要独立的工作区域以及专用工具和设备。为了使钣金技师了解铝合金车身的维修方法,在此对相关知识进行讲解。
格式:pdf
大小:172KB
页数:2P
人气:68
4.6
冲压成形过程中板料的弯曲回弹方法研究 金属板料在冲压过程中由于弹性因素影响会产生残余应力,使板料在卸载后发生与冲压方向相反的弹回,这种现象称为回弹。回弹问题是加工缺陷的一种,它影响了加工零件的尺寸精度,并且会影响后续的装配以及工件的使用寿命,所以应该对其进行精确的预测和控制。
格式:pdf
大小:439KB
页数:未知
人气:68
4.6
钛合金板材激光弯曲成形的研究 对常温下钛合金板材进行了激光弯曲成形研究。分析了激光功率、扫描速度、光斑大小对板材弯曲变形的影响,获得理想工艺参数范围为:功率1.0~1.2kw、扫描速度2~3m/min、光斑直径6~7mm。同时分析了板材厚度、宽度及扫描次数对材料弯曲变形的影响,为钛合金板材弯曲成形提供了一种新途径
格式:doc
大小:60KB
页数:4P
人气:68
4.8
 铝合金板幕墙特点
铝合金板幕墙特点 本文将对比分析铝合金板幕墙在建设工程领域的特点,包括材料性能、施工工艺、外观效果和维护保养等方面的对比,并详细说明每一方面的内容。
格式:pdf
大小:342KB
页数:2P
人气:68
4.6
新型铝合金板屋面系统施工 2004年3月 第33卷 第3期 施 工 技 术 constructiontechnology 新型铝合金板屋面系统施工 刘向阳 (中国海外建筑公司,广东深圳 518001) [中图分类号]tu765[文献标识码]a [文章编号]100228498(2004)0320045202 constructionofanewaluminumalloyroofsystem liuxiang2yang (chinaoverseasconstructioncompany,shenzhen,guangdong 518001,china) [收稿日期]2003207217;[修订日期]2003211214 [作者简介]刘向阳(1970—),男,湖南益阳人,中国海外建筑公 司工程师,深圳
格式:pdf
大小:432KB
页数:3P
人气:68
4.6
易开盖铝合金板 选用性能良好的易开盖铝合金板是保证di罐罐盖生产产品质量的重要因素之一。本文对易开盖铝合金板的性能要求及表面处理工艺作了简要的介绍。
格式:pdf
大小:1.1MB
页数:10P
人气:68
4.8
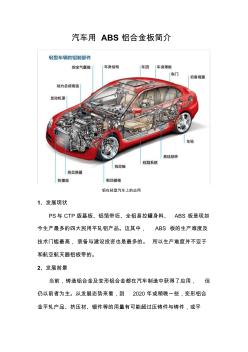
汽车用abs铝合金板简介 铝在轻型汽车上的应用 1、发展现状 ps与ctp版基板、铝箔带坯、全铝易拉罐身料、abs板是现如 今生产最多的四大民用平轧铝产品。这其中,abs板的生产难度及 技术门槛最高,装备与建设投资也是最多的。所以生产难度并不亚于 和航空航天器铝板带的。 2、发展前景 当前,铸造铝合金及变形铝合金都在汽车制造中获得了应用,但 仍以前者为主。从发展态势来看,到2020年或稍晚一些,变形铝合 金平轧产品、挤压材、锻件等的用量有可能超过压铸件与铸件,或平 分秋色,而这其中增长速度与幅度最大的当数平扎产品中的abs板。 3、性能优势 1)良好的成形性能与翻边延性 车身及覆盖钣金件的成形加工是从航空制造业移置过来的,通过 冲压成形,铝合金薄板应该有良好的成形性,即具有低的屈强比(屈 服强度rpo.2与抗拉强度极限rm之比)与高的成形极限,在各种不 同
文辑创建者
我要分享 >
职位:水工结构/海工结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐