CAE技术在压气室铸件低压铸造工艺设计中的应用
2025-01-24
结合铸件质量要求,基于铸造数值模拟技术,分析了低压铸造的充型凝固过程,预测了铸件中的缺陷分布;最终通过试制,确保了压气室低压铸件质量,为该件的顺利生产奠定了基础。

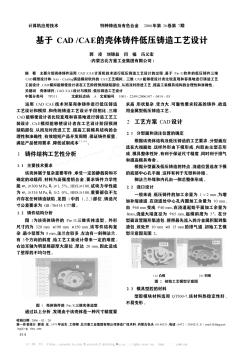
主要介绍壳体铸件运用cad/cae计算机技术进行低压铸造工艺设计的过程、基于pro/e软件的低压铸件三维cad模型设计和any-casting铸造模拟软件的cae工艺模拟。三维cad能够使设计者比较直观和容易地进行铸造工艺工装设计,cad模拟能够使设计者在工艺阶段预测缺陷部位,从而及时改进工艺,提高工装模具结构的合理性和准确性。

针对航天各型号结构用大型薄壁铝合金铸件的结构特点和内部质量要求,结合低压铸造的工艺要求和生产实践,从加工余量和铸造斜度、浇注系统、冷铁结构、排气结构和冒口的设计等方面进行了分析和总结,特别是提出了缝隙式内浇道上端设置暗冒口的工艺设计,有效地改进了铸件的内部质量。
编辑推荐下载
格式:pdf
大小:720KB
页数:2P
人气:76
 4.7
4.7
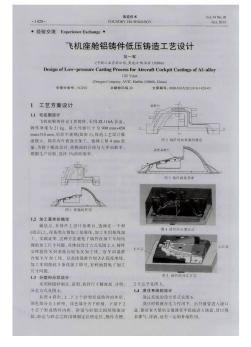
1工艺方案设计1.1毛坯图设计飞机座舱铸件是i类铸件,采用zl116a合金,铸件净重为21kg,最大外廓尺寸为900mm×450mm×310mm,形状不规则(如图1),铸造工艺设计难度较大。铸件内外表面全加工,整体上留4mm余量,为便于模具设计,将侧面的台阶与大平面取平。根据生产经验,选择1%的收缩率。
格式:pdf
大小:132KB
页数:2P
人气:76
4.8
三峡工程所需sf6气体绝缘高压电器产品用铸造壳体,相当一部分为回转体复合结构铸件,重量在40kg以上,主体壁厚在15mm左右,连接法兰厚度约为30~50mm,局部厚度达60mm,壁厚变化较大,并伴有各种高质量要求的凸台、法兰密封面(槽),结构形状较为复杂,长期承受0.7mpa的sf6气体工作压力,属复杂耐压薄壁零件。根据国外先进经验,采用金属型低压铸造工艺方法,可有效消除铸件针孔缺陷,提高外观形状质量[1,2]。但由于该类铸件较目前国内金
热门文档 CAE技术在压气室铸件低压铸造工艺设计中的应用
格式:pdf
大小:1.1MB
页数:2P
人气:76
4.4
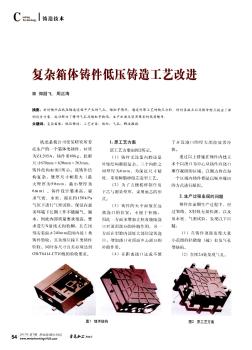
针对铸件在低压铸造过程中产生的气孔、缩松等情况,通过对原工艺的缺点分析,针对其缺点以及铸件特点提出了新的设计方案,成功解决了铸件气孔及缩松等缺陷,生产出满足使用要求的优质铸件.
格式:pdf
大小:599KB
页数:4P
人气:76
4.6
 盘类铝合金铸件低压铸造工艺优化
盘类铝合金铸件低压铸造工艺优化 通过改善合金充型及凝固条件,对铝合金盘类铸件低压铸造工艺方案进行优化,消除了铸件表面类似“折叠”缺陷,获得了品质优良的铸件。
格式:pdf
大小:707KB
页数:2P
人气:76
4.8
低压铸造是将模具放在密闭的保温炉上面,型腔通过升液管与炉膛里的金属液相通。工作时向炉膛中加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固后,将炉膛中的压缩空气释放,未凝固的金属液从升液管中流回到炉中。变矩器机芯中的铝轮、叶片采用低压铸造技术有四大优点:第一,铸件组织致密,力学性能好;第二,工艺出品率高,目前我公司铸造厂压铸件工艺出品率在93%以上,同种产品重力铸造的工艺出品率在

格式:pdf
大小:295KB
页数:2P
人气:76
4.6

分析了薄壁壳体铸铝件上盖的结构和金属型重力铸造工艺缺陷,采用低压铸造工艺,设计低压模具,探索薄壁壳体铸铝件的二次顶出低压模具设计的新方法,降低了生产成本和废品率,减小了劳动强度,提高了生产率。
精华文档 CAE技术在压气室铸件低压铸造工艺设计中的应用
格式:pdf
大小:121KB
页数:1P
人气:76
4.4
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率的铸件,并能提高金属液体利用率,因而在有
格式:pdf
大小:1.1MB
页数:7P
人气:76
4.4
研究了树脂砂低压铸造工艺理论与原理,结合工艺试验得到了铝合金zl104涡轮泵出口管树脂砂低压铸造工艺规范.采用该工艺规范制造的铝合金zl104涡轮泵出口管已用于cz-5和cz-7运载火箭液氧煤油液体火箭发动机之中,cz-5和cz-7运载火箭已通过了飞行考核,液氧煤油液体火箭发动机工作正常.由此表明:铝合金zl104涡轮泵出口管树脂砂低压铸造工艺是合理、正确和有效的.
格式:pdf
大小:625KB
页数:4P
人气:76
4.7
基于低压铸造生产要求,对石膏型制备与烘干工艺、合金熔炼与浇注工艺进行研究,升液管预热有利于均匀喷涂涂料,升液管口平面上放置石棉垫板和过滤网片可提高服役寿命。旨在为薄壁叶片和大型复杂薄壁铸造铝合金铸件的生产提供科学依据。
格式:pdf
大小:816KB
页数:3P
人气:76
4.6

以低压铸造成形zl205a合金壳体件作为研究对象,采用数值模拟方法,研究了壳体铸件低压铸造过程温度场及缩孔、缩松缺陷随工艺方案的变化规律。结果表明,采用冷铁及冒口,缝隙式浇口由8个增加到10个,补缩距离由200mm减小到157mm,铸件的温度场分布合理,铸件缺陷部位的缩松倾向明显减小,模拟结果与试验结果对比,表明采用冒口结合冷铁的工艺方案合理可行。
格式:pdf
大小:765KB
页数:4P
人气:76
4.7
针对铝合金耐压壳体,采用金砂型低压铸造技术进行铸造工艺设计,结合华铸cae铸造模拟软件,验证并优化铸造工艺,确定出合理的工艺参数形成批量生产。检测结果表明,金砂型低压铸造工艺可生产出高品质的铸件。
最新文档 CAE技术在压气室铸件低压铸造工艺设计中的应用
格式:pdf
大小:1.1MB
页数:4P
人气:76
4.6
以某厚大zl205a合金铸件为例,采用数值模拟的方法对铸件低压铸造工艺中充型和凝固过程进行模拟,分析了充型及凝固过程中温度场的变化,并按模拟结果进行了生产,结果获得了优质的铸件。
格式:pdf
大小:121KB
页数:2P
人气:76
4.6

铝合金涡轮是铁路机车上的重要配件,其零件如图1所示。铸件重为42kg,结构复杂,要求在0.5mpa压力下进行水压试验,保压5min不许有任何泄漏。此铸件壁厚不均匀,薄壁处的叶片3.4mm,厚壁处70~90mm,叶片不能有冷隔、缺肉、相互串通等缺陷,增加了铸造生产的难度。对这种高气密性的要求,决定了铸件内部不得有任何影响气密性的砂眼、气孔、缩孔和缩松等铸造缺陷。铝合金涡轮铸件是采用树脂砂砂芯、金属型低压铸造工艺生产的,以往在生产过程中由于工艺
格式:pdf
大小:114KB
页数:2P
人气:76
4.6
论述了大型al-si活塞的低压铸造工艺,包括铝液的浇注温度、模具温度、模具的冷却与涂料以及活塞的浇注工艺。以缸径为300mm的活塞为例,在浇注温度为640℃、充型压力为0.025mpa、充型速度为0.4m/s、结晶压力为0.22~0.25mpa、结晶时间为13~14min的工艺条件下,其生产效率和产品品质均达到批量生产的要求。
格式:pdf
大小:333KB
页数:2P
人气:76
4.5
分析了曲轴树脂砂铸造低压浇注工艺,确定了合理的低压铸造工艺参数,解决了输出端夹渣难题,获得了优质曲轴铸件。
格式:pdf
大小:409KB
页数:2P
人气:76
4.4
分析了离合器壳体铸件的结构,研究了低压铸造离合器壳体铸件工艺的难点。通过增加保温冒口、调整涂层厚度、设置预铸孔、优化浇注系统、调整浇注参数等多种手段,解决了离合器壳体铸件厚大部位的铸造缺陷问题,生产出满足使用要求的合格铸件。
格式:pdf
大小:180KB
页数:未知
人气:76
4.6
探讨铝合金箱体低压铸造工艺 本文作者结合工作经验,从铸造工艺的重要性说起,主要探讨了铝合金箱体实际铸造工艺方面,具有一定的借鉴意义。
格式:pdf
大小:526KB
页数:3P
人气:76
4.8

介绍了汽车壳体零件低压铸造工艺与模具设计。内容主要有低压铸造工艺参数的设计,包括升液压力与升液速度、充型压力和充型速度的计算、浇注温度的确定、结晶压力和保压时间的计算等;模具设计,包括模具结构与壁厚的确定、型腔尺寸的计算、型芯和抽芯的计算、模具的三维造型。
格式:pdf
大小:420KB
页数:2P
人气:76
4.4
为提高汽车发动机镁合金缸体铸造工艺水平,运用现代仿真与模拟技术,完成了镁合金缸体低压铸造工艺设计,介绍了各工艺参数的确定方法,优化浇注工艺设计,为提高镁合金汽车发动机缸体的低压铸造工艺水平提供借鉴。
格式:pdf
大小:2.2MB
页数:41P
人气:76
4.3
-1- 管状三通铸件铸造工艺的cae毕业设计 第1章绪论 1.1铸造工艺和cae的发展概况 随着我国经济的快速发展,管道连接件的需要日益增多,而且管件的种类也越来越 多。由于采用锻造-切削加工的制造工艺不仅材料利用率低、模具寿命短而且后续加工 切断了金属流线,影响其性能。改为铸造方法,并利用cae进行数值模拟,不仅可以减 少工序,而且材料的利用率也可以大大提高,其经济效益和社会效益更为可观。 铸造技术正向着精确化、轻量化、节能化和绿色化的方向发展。在传统的铸件工艺 设计过程中,一直采用试错法来得到生产工艺,其工艺的定型是通过多次的浇注和修改, 反复摸索,直到得到能够满足设计要求的工艺方案,这就不可避免地带来了铸件工艺 定型周期长、生产质量不稳定、作业成本高等许多不利因素,尤其是对于一些大型铸 件和中小型企业的小批次铸件的工艺设计,更加增加了设计难度。因此,就铸
格式:pdf
大小:1.1MB
页数:3P
人气:76
4.8
以某铝镁合金支架为研究对象,深入分析了该产品的结构特征、材质特点、产品技术要求。并结合金属型低压铸造理论,对其金属型铸造工艺进行了合理的设计。实践证明,该工艺不仅生产效率及成品率高,而且铸件质量稳定,为企业带来了良好的经济效益。
文辑创建者
我要分享 >
职位:硬景施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐