CO2凝析气田碳钢管道穿孔失效分析
2025-01-23


CO2凝析气田碳钢管道穿孔失效分析
用柠檬酸循环酸洗液压碳钢管道技术 1.前言 20世纪50年代以后,工业生产向大型化、自动化方向发展,液压传动的应用已经遍及国 民经济的各个领域,成为机械行业中发展最快的技术之一。例如在攀钢的三期建设中就广泛 地采用液压传动,是因为它有一系列的优点,如液压操纵力小,在工作过程中能够进行较大 范围的无级调速,在往复和旋转运动中,可经常快速而无冲击的变速及换向,容易获得各种 复杂的动作,使机械自动化程度大大提高。 液压传动设备的安装,就是用管道把各液压设备及阀类元件,按图纸要求联系起来并予以 位置的固定。所以液压系统设备安装中除泵站设备外,大量的工作就是管道的安装,在管道 安装过程中最重要的工作,就是管道的在线循环酸洗除锈工作,特别是碳钢管道,因为锈蚀 比不锈钢管道严重,并且稍微沾水就返锈,碳钢管的除锈工序就比不锈钢管复杂很多,但因 材料价格比不锈钢管便宜很多,所以在工程上有90%
编辑推荐下载
格式:pdf
大小:156KB
页数:4P
人气:53
 4.5
4.5
 碳钢管道全位置自动TIG焊
碳钢管道全位置自动TIG焊 以20#碳钢管φ88.9×4.5管-管对接焊接为例,简述碳钢管道全位置自动tig焊的焊接工艺和操作要点。主要包括:工作条件;坡口型式的选择和加工;组对工艺参数和要求;焊接试验前的准备;分析主要工艺参数对焊缝成形的影响;根据全位置焊接过程中的受力特点,合理划分焊接区间,通过试验优化焊接工艺参数;最后按照标准进行一系列检查和试验,形成成熟的焊接工艺。
格式:pdf
大小:126KB
页数:6P
人气:53
4.5

百度文库-让每个人平等地提升自我 1 碳钢管道酸洗钝化 碳钢管道酸洗钝化 1管道酸洗方法 管道酸洗方法目前在施工中均采用槽式酸洗法和管内循环酸洗法两种。 (1)槽式酸洗法。将安装好的管路拆下来,分解后放入酸洗槽内浸泡,处 理合格后再将其进行二次安装。此方法适合管径较大的短管、直管、容易拆 卸、管路施工量小的场合,如泵站、阀站等液压装置内的配管及现场配管量小 的液压系统,均可采用槽式酸洗法。 (2)管内循环酸洗法。在安装好的液压管路中将液压元器件断开或拆除, 用软管、接管、冲洗盖板联接,构成冲洗回路。用酸泵将酸液打入回路中进行 循环酸洗。该酸洗方法是近年来较为先进的施工技术,具有酸洗速度快、效果 好、工序简单、操作方便,减少了对人体及环境的污染,降低了劳动强度,缩 短了管路安装工期,解决了长管路及复杂管路酸洗难的问题,并避免了槽式酸 洗易发生装配时的二次污染问题,已在大型液压系统
热门文档 CO2凝析气田碳钢管道穿孔失效分析
格式:pdf
大小:316KB
页数:45P
人气:53
4.3

1 第1章编制依据................................................................................................3 1.1施工图纸及相关资料.......................................................3 1.2主要法规及相关文件.......................................................3 第2章工程概况................................................................................................4 2.1工程概述........................
格式:pdf
大小:106KB
页数:2P
人气:53
3

低碳钢管道用氩弧焊丝选择——分析了国内焊丝h0~mn2sia、tig—js0、tig—ld和日本tgs一50焊丝的化学成分、焊接工艺性、熔敷金属的机械性能和耐蚀性能。认为tig—ld焊丝是国内最好的氩弧焊丝,己达到国外同类产品生产水平。
格式:pdf
大小:106KB
页数:4P
人气:53
4.4
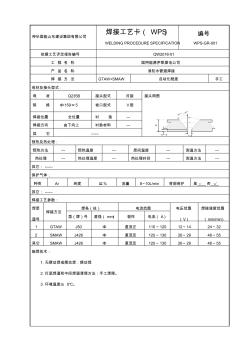
神华国能山东建设集团有限公司 焊接工艺卡(wps) weldingprocedurespecification 编号 wps-gr-001 依据工艺评定报告编号qw2018-01 工程名称国网能源伊犁煤电公司 产品名称消防水管道焊接 焊接方法gtaw+smaw自动化程度手工 母材及接头型式: 母材q235b接头型式对接接头简图 δ 0.5~21~3 30° ~35 ° 规格φ159×5坡口型式v型 焊接位置全位置衬垫--- 焊接方向由下向上衬垫材料--- 其它------ 预热及热处理: 预热方法---预热温度---层间温度---测温方法--- 热处理---热处理温度---热处理时间---测温方法--- 其它:------ 保护气体: 种类ar纯度≧%流量8~10l/min
格式:pdf
大小:97KB
页数:12P
人气:53
4.6
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 1 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求
格式:pdf
大小:380KB
页数:5P
人气:53
4.5
多晶硅生产装置碳钢管道的清洗 介绍多晶硅生产装置碳钢管道的酸洗、脱脂和钝化等,分析管道及管件在清洗过程中所遇到现场保护的问题,并提出了改进措施。
精华文档 CO2凝析气田碳钢管道穿孔失效分析
格式:pdf
大小:755KB
页数:42P
人气:53
4.5

第1章编制依据3 1.1施工图纸及相关资料....................................3 1.2主要法规及相关文件....................................3 第2章工程概况.....................................................4 2.1工程概述........................................4 2.2管道防腐要求......................................4 第3章工程特点、难点及应对措施......................................5 3.1工程特点..................................
格式:pdf
大小:30KB
页数:6P
人气:53
4.8
碳钢管道焊接工艺方案 一.焊接条件 1.材料 ①母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料 质量证明书或材质复验报告。 ②焊接材料(以下简称焊材) a.进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证 明书。 b.施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管 理规范》规定要求执行。 2.主要设备及工具 ①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、 除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠。计量仪表正常, 并经检定合格且有效。 ②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与 修磨工具配备齐全。 3.焊接工艺评定按相应规程、标准规定的要求已完成。焊接工艺卡已 4.焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持 证项目。 5.焊接环境 ①
格式:pdf
大小:21KB
页数:4P
人气:53
4.7
碳钢管道安装 1管道敷设一般规定 1.1预制前仔细核对管道平面布置图,核对埋地管道甩头的规格及位 置是否与地上工艺管道相符。 1.2管道敷设前,管沟验槽合格并清理完毕;管子、管件及阀门等已 经按设计要求核对无误,内部已经清理干净,无杂物。安装时按先自 流后压力流,先大管径后小管径,先深后浅的原则进行。 1.3管沟暂时不具备条件时或管子预组对时,可将管子沿管沟排布于 沟壁两侧。成堆放置的管子要限制堆叠层数,并垫置平稳。 1.4做好防腐层的管子或非金属管材在吊运及下沟时,应采取可靠的 保护措施; 1.5稳管时,管子中心线必须对准管道轴线控制桩;稳好的管子必须 检查其坐标、标高和坡度。管底应与管基紧密接触。 1.6管道接口处应挖工作坑。 1.7管道穿墙或穿基础时,应设预留孔或预埋套管,预留孔或预埋套 管内的管段不得有接口。 1.8管道敷设中断时,应将管口封闭。 2钢管敷设 2.
格式:pdf
大小:47KB
页数:6P
人气:53
4.7

碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证 明书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明 书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2工具 角向磨光机、钢丝刷、凿子、榔
格式:pdf
大小:96KB
页数:12P
人气:53
4.3
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并
最新文档 CO2凝析气田碳钢管道穿孔失效分析
格式:pdf
大小:49KB
页数:6P
人气:53
4.3
范文范例学习指导 word整理版 碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证明 书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2
格式:pdf
大小:316KB
页数:45P
人气:53
4.3

1 第1章编制依据................................................................................................3 1.1施工图纸及相关资料.......................................................3 1.2主要法规及相关文件.......................................................3 第2章工程概况................................................................................................4 2.1工程概述........................
格式:pdf
大小:313KB
页数:45P
人气:53
4.6
第1章编制依据3 1.1施工图纸及相关资料3 1.2主要法规及相关文件3 第2章工程概况4 2.1工程概述4 2.2管道防腐要求4 第3章工程特点、难点及应对措施5 3.1工程特点5 3.2施工难点及应对措施5 第4章施工准备6 4.1技术准备6 4.2人员准备8 4.3施工机械设备使用计划8 第5章主要施工方案及技术措施9 5.1总体工艺流程9 5.2现场准备9 5.3沟槽开挖11 5.4管道焊接12 5.5管道防腐16 5.6沟槽回填17 5.7阀室施工18 5.8管道试压及冲洗22 第6章质量保证体系及技术措施23 6.1质量目标23 6.2质量方针23 6.3质量保证体系23 6.4质量计划23 6.5各工序质量检验31 第7章环保技术措施32 7.1环境保护体系32 7.2环保资源配置32 7.3
格式:pdf
大小:89KB
页数:8P
人气:53
4.7

................. ................. 深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批准: 审核: 编制: 深能环保河源电厂工程项目经理部 ................. ................. 1.编制依据 1.1?工业金属管道工程施工及验收规范?gb50235-97; 1.2?现场设备、工业管道焊接工程施工及验收规范?gb50236-98; 1.3?承压设备无损检测?jb/t4730-2005; 1.4施工图; 1.5现场情况; 1.6本公司质量/职业健康安全/环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、
格式:pdf
大小:27KB
页数:4P
人气:53
4.6
碳钢管道焊接时氩弧焊丝的选用 摘要:采用氩弧焊来代替火焰加热,利用氩弧加热比火焰焊接热量集中的特 点,取消火焰加预热,同时填加铜丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,提 高生产效率,节约成本。 关键词:阻尼环;氩弧焊;钎料 引言 同步机阻尼环焊接,以往采用火焰加热,为保护磁极线圈绝缘,需用蘸水石棉 绳保护周围线圈,线圈进水后,影响绝缘性能,使烘干时间加长,生产效率低,为提高 焊接效率公司原计划准备购买进口中频焊机,其成本过高,若利用氩弧加热比火焰 焊接热量集中的特点,采用氩弧加热代替火焰加热,取消火焰加预热,同时填加铜 丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,即提高生产效率,又节约成本。 二.氩弧焊的分类和优点 1.非熔化极。氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两 种。工作原理及特点:非熔化极氩弧焊是电弧在非熔化极(
格式:pdf
大小:492KB
页数:未知
人气:53
4.7
CO_2凝析气田碳钢管道穿孔失效分析 某co2凝析气田集输工艺采用气液混输,站场内管道采用碳钢+缓蚀剂方案。气田地面集输试运行后,产气量剧增,在碳钢管网中的部分流场突变区域发现了穿孔泄漏。通过对材料理化检验、腐蚀特征分析,并结合管输介质的流速和流态对碳钢管道的失效原因进行了综合分析,结果表明:流动加速腐蚀是碳钢管道壁厚减薄穿孔破坏的主要原因,流速、流态是影响流动加速腐蚀的重要因素。现场失效案例说明即使流速按apl14e规定进行控制,仍不能完全确保管道不遭受流动加速腐蚀,在工程设计中还应考虑一些其他的措施和手段来降低流动腐蚀风险。
格式:pdf
大小:522KB
页数:3P
人气:53
4.4
核电厂碳钢管道壁厚减薄原因分析 近年来,核电厂二回路管道破裂引起的安全事故使得碳钢管道减薄问题受到越来越多关注。本文以某核电厂大修时发现壁厚减薄超标而更换下来的管道作为研究对象,通过成分分析、微观形貌分析和氧化膜分析等手段,结合管道的运行工况环境分析,最终确定管道壁厚减薄模式分别为冲刷腐蚀、流动加速腐蚀和汽蚀,并提出针对性改进措施。
格式:pdf
大小:189KB
页数:1P
人气:53
4.4
浅析埋地碳钢管道腐蚀及防护 钢制管道是目前石油、化工、天然气、城市给排水的主要管材之一,它的可靠性、安全性是保障工业企业、燃料供应和居民生活的重要保证。埋设在地下的油、气和水管道,一旦发生腐蚀,导致漏油、漏气、漏水等事故,给生产造成重大的损失和危害,因此,了解土壤的基本特性对埋地管道腐蚀形成的影响,并采取及时有效的方法进行有效的控制,是关系到国民经济和降低工业安全隐患的刻不容缓的问题。
格式:pdf
大小:138KB
页数:2P
人气:53
4.5
流动加速腐蚀对碳钢管道的影响 流动加速腐蚀是电站内常见的一种腐蚀类型。由于影响流动加速腐蚀的因素较多,很难对流动加速腐蚀作出准确预测。对影响流动加速腐蚀的各种因素分别进行论述,并据此提出了理论计算公式。
文辑创建者
我要分享 >
职位:资深建筑设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐