CO2气保焊机送丝电路原理及故障维修
2025-04-01

 一种锡焊机匀速送丝电路的设计
一种锡焊机匀速送丝电路的设计 介绍了一种锡焊机匀速送丝的设计思想,并设计了具体的匀速送丝电路。通过采用脉宽调制技术,并自动进行反馈调节,使得直流送丝电机的供电电压随电机扭矩的变化而改变,从而达到稳定送丝速度的作用。实验证明,该电路具有较好的反馈调节性能,锡焊机达到了匀速送丝的目的。
浅析co2气体保护焊中的脉动送丝——浅析co2气体保护焊中的脉动送丝
编辑推荐下载

格式:pdf
大小:2.2MB
页数:15P
人气:59
 4.6
4.6

楼宇对讲门铃的电路原理与故障维修 目前很多的高层住宅都使用了对讲门铃了,在频繁使用中,门铃会出现 一些小毛病,本文从对讲门铃的基本原理入手,介绍其常见故障的检修方法。 工作原理 楼宇对讲门铃系统采用较多的分立元件,电路比较复杂,但如果有了原 理图,维修操作就容易了。图1所示的是主电路,图2所示的是户外按键与 照明电路,图3所示的是室内话机部分。 由电路图可以看出,变压器产生的低压经桥式整流、电容滤波、三端稳 压块7812产生的+12v由插座v1引入,直接供给继电器k,另一路经vd3隔 离,产生vcc供给其他电路。 当户外有人按下s1时(按s1--s10按键都一样,本文以s1为例),插座 v6的1脚信号经s1、话机开关sa的2、3脚、扬声器lb到地,形成电流通 路,相当于把r17下端接地,故vt5的基极为低电平,vt5饱和,音乐ic的 2
热门文档 CO2气保焊机送丝电路原理及故障维修
格式:pdf
大小:300KB
页数:3P
人气:59
4.7
岛津3200X-BTCD球管灯丝加热电路原理分析及故障维修 本文通过一款岛津多功能x线诊断系统不产生x射线的故障现象,从分析球管灯丝加热电路原理入手,经过异常检测电路排查和实际测量,最终找到并解决了ma-power-ud电路板q3损坏的故障。该类故障的技术解决,需要维修人员熟悉x光机的基本结构和原理,具备良好的观察力和电路分析能力,养成良好的维修习惯,练就举一反三、融会贯通的综合能力。
格式:pdf
大小:114KB
页数:2P
人气:59
3
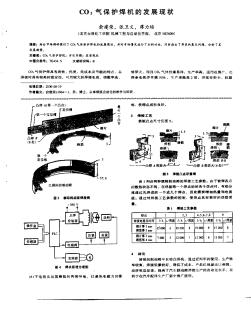
co2气保护焊机的发展现状——结合市场调研耀讨了co2气体保扩焊机的发展现状,井对市场情巩进行丁分析讨论,再时指出了存在酌基奉问题,分析丁算发展趋势。
格式:pdf
大小:339KB
页数:9P
人气:59
4.7

------来源网络,仅供参考 楼宇对讲门铃的电路原理与故障维修 目前很多的高层住宅都使用了对讲门铃了,在频繁使用中,门铃会出现一些小 毛病,本文从对讲门铃的基本原理入手,介绍其常见故障的检修方法。 工作原理 楼宇对讲门铃系统采用较多的分立元件,电路比较复杂,但如果有了原理图, 维修操作就容易了。图1所示的是主电路,图2所示的是户外按键与照明电路,图3 所示的是室内话机部分。 由电路图可以看出,变压器产生的低压经桥式整流、电容滤波、三端稳压块7812 产生的+12v由插座v1引入,直接供给继电器k,另一路经vd3隔离,产生vcc供给 其他电路。 当户外有人按下s1时(按s1--s10按键都一样,本文以s1为例),插座v6的1 脚信号经s1、话机开关sa的2、3脚、扬声器lb到地,形成电流通路,相当于把 r17下端接地,故vt5的基极为低电平,
格式:pdf
大小:1.8MB
页数:6P
人气:59
4.4

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
精华文档 CO2气保焊机送丝电路原理及故障维修
格式:pdf
大小:6KB
页数:3P
人气:59
4.8
1 co2焊机技术操作规程 l.适用范围 该焊机可焊接各种低碳钢、低合金钢的焊接。 2.对操作人员的资格要求 2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上 岗。 2.2熟悉触电急救法和人工呼吸法。 2.3操作人员应身体健康,作业时须穿戴符合专业要求的劳动保护 用品。 3.对工作环境的要求 3.1该焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25 ℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐 蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。 3.2焊接作业场所应有良好的照明。 3.3不宜在雨、雪及大风天气进行露天焊接。如确实需要,应采用 遮蔽、防止触电和防止火花飞溅的措施。 4.操作过程 4.1作业前先检查焊机外壳应可靠接地。接地电阻不得大于4ω,检 查焊机各电路对机壳热态电阻不得低于0.4mω。一二次连接正确牢 固
格式:pdf
大小:31KB
页数:7P
人气:59
4.7
co2气体保护焊机操作规程 co2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧, 焊枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯
格式:pdf
大小:1.4MB
页数:47P
人气:59
4.6

第一章“电路模型和电路定律”练习题 1-1说明题1-1图(a)、(b)中:(1)u、i的参考方向是否关联?(2)ui乘积表示什么功率? (3)如果在图(a)中u>0、i0、i>0,元件实际发出还是吸收功率? i u+ 元件 i u+ 元件 (a)(b) 题1-1图 解:(1)1-1图(a)中u、i在元件上为关联参考方向:1-1图(b)中u、i在元件上为非关 联参考方向。 (2)1-1图(a)中p=ui表示元件吸收的功率;1-1图(b)中p=ui表示元件发出的功率。 (3)1-1图(a)中p=ui0 元件实际发出功率。 1-4在指定的电压u和电流i的参考方向下,写出题1-4图所示各元件的u和i的约束方程
格式:pdf
大小:116KB
页数:2P
人气:59
3
co2气体保护焊机的安装与规范选择——介绍了co2气体保护焊机的安装,焊接过程中规范的选择及焊接过程中的注意事项。
最新文档 CO2气保焊机送丝电路原理及故障维修
格式:pdf
大小:908KB
页数:2P
人气:59
4.7
**资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:448KB
页数:23P
人气:59
4.5
-68- 第6篇钢结构工程 7二氧化碳气体保护焊 适用范围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定 了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊 要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。 7.1材料要求 7.1.1钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准 的规定,并应具有质量证明书或检验报告。如果用其他钢材和焊材代换时,须经设计单位同 意,并按相应工艺文件施焊。 7.1.2焊丝。焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的焊接工艺 性能。焊丝含c量一般要求<0.11%。其表面一般有镀铜等防锈措施。目前我国常用的co2 气体保护焊焊丝是h08mn2sia,其化学成分见gb1300-77(表8-1)。它适用于焊接低碳钢
格式:pdf
大小:21KB
页数:13P
人气:59
4.7
错误!超链接引用无效。 对讲门铃的电路原理与维修 目前很多的高层住宅都使用了对讲门铃了,在频繁使用 中,门铃会出现一些小毛病,本文从对讲门铃的基本原理入 手,介绍其常见故障的检修方法。 tda2822m 1 楼宇对讲门铃系统采用较多的分立元件,电路比较复杂, 但如果有了原理图,维修操作就容易了。由电路图可以看出, 变压器产生的低压经桥式整流、电容滤波、三端稳压块7812 产生的+12v由插座v1引入,直接供给继电器k,另一路经vd3 隔离,产生vcc供给其他电路。当户外有人按下s1时,插座 v6的1脚信号经s1、话机开关sa的2、3脚、扬声器lb到 地,形成电流通路,相当于把r17下端接地,故vt5的基极 为低电平,vt5饱和,音乐ic的2脚有触发高电平,故3脚 有音乐信号输出,经ic1(lm386)放大后,由ic1
格式:pdf
大小:178KB
页数:3P
人气:59
4.6
自动抽油烟机的电路原理和使用维修 本文以高宝牌kca—228a型自动抽油烟机的自动监控电路为例,详细分析煤气自动报警和自动抽烟的原理及使用维修。图1为整个电子监控电路电原理图。电路由:检测比较电路、报警蜂鸣电路、抽油烟机控制电路、开机延时电路和电源电路五部分组成。整机仅用了一块四运放lm324作回路比较器,结构简单,故障率低。
格式:pdf
大小:448KB
页数:23P
人气:59
4.5
-68- 第6篇钢结构工程 7二氧化碳气体保护焊 适用范围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定 了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊 要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。 7.1材料要求 7.1.1钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准 的规定,并应具有质量证明书或检验报告。如果用其他钢材和焊材代换时,须经设计单位同 意,并按相应工艺文件施焊。 7.1.2焊丝。焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的焊接工艺 性能。焊丝含c量一般要求<0.11%。其表面一般有镀铜等防锈措施。目前我国常用的co2 气体保护焊焊丝是h08mn2sia,其化学成分见gb1300-77(表8-1)。它适用于焊接低碳钢
格式:pdf
大小:188KB
页数:未知
人气:59
4.5
CO2气保焊在T形接头焊接中的应用 在钢吊车梁制作中,应用co2气保焊进行封底焊的焊接工艺,能够取得较好效果,保证钢制吊车梁的焊接质量。
格式:pdf
大小:123KB
页数:1P
人气:59
4.6
CO2气保焊在实训中的焊接技巧 co2气体保护焊是一种常用的焊接方式,是焊接实训的一项重要练习内容。但学生在初次接触co2气体保护焊时,会出现持枪不稳、飞溅较大、焊缝高低不平、出现焊瘤等问题,为了使学生能更好、更快的掌握co2气体保护焊的操作技术,我们总结了一些焊接技巧来提高焊接训练的成效。
格式:pdf
大小:68KB
页数:1P
人气:59
4.7
SL-03型应急灯电路原理及故障维修 一、电路工作原理 sl-0型三用应急灯电路原理如图1所示。s为功能选择开关,当s置于d位时,ac220v电压经c1降压、di-d4桥式整流,输出脉动直流电,经d5给电池e充电。ledl为充电指示灯,接通交流电源后,
格式:pdf
大小:667KB
页数:未知
人气:59
4.6
钢桥U肋焊接新工艺——金属芯药芯焊丝CO2气保焊 针对目前钢桥u肋焊接中存在的共性技术问题进行了研究。采用宏观断面分析、冷裂敏感性对比试验、金相组织分析等手段,研究了金属芯药芯焊丝co2气保焊工艺在u肋焊接中的适应性,分析了各种工艺条件对u肋焊缝熔透率及焊缝成形的影响,优化了焊接坡口尺寸和工艺参数。研究结果表明:对于钢桥板厚为8mm的u肋角焊缝,采用金属芯药芯焊丝co2气保焊,焊丝直径为小1.6mm,可一道焊接成形,焊缝熔透率大于80%,外观成形和内部质量良好,可大幅提高焊接工效,降低生产成本,从焊接新工艺途径上得到了突破;此外,发现了在有一定坡口间隙的u肋角焊缝中,焊缝熔深存在着“非连续过渡区”,坡口间隙应控制在0.8mm内。
格式:pdf
大小:260KB
页数:未知
人气:59
4.5
CO_2半自动电焊机送丝电路的改进 分析了co2半自动焊机送丝控制电路存在的问题,研究了一种高稳定性,高效率的小晶闸管间接输出电路。实践证明,该控制电路简单、实用、性能可靠。
文辑创建者
我要分享 >
职位:消防造价员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐