CQH—A型保温管弯头C02气体保护焊专机的研制
2025-01-16
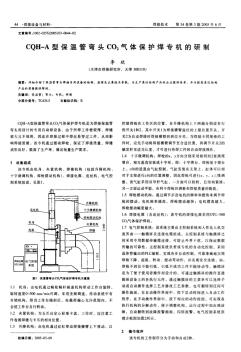
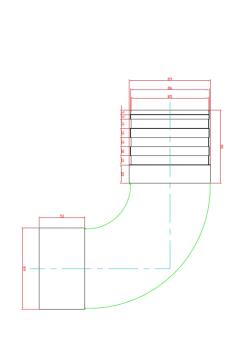
CQH—A型保温管弯头C02气体保护焊专机的研制——详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。

 CQH—A型保温管弯头C02气体保护焊专机的研制
CQH—A型保温管弯头C02气体保护焊专机的研制 详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。
CQH-A型保温管弯头CO_2气体保护焊专机的研制 详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。
编辑推荐下载
格式:pdf
大小:135KB
页数:2P
人气:92
 4.4
4.4
针对吐哈石油机械厂抽油机焊接过程中存在的一些问题,进行了研究分析,并提出了相应的改进措施。
热门文档 CQH—A型保温管弯头C02气体保护焊专机的研制
格式:pdf
大小:330KB
页数:5P
人气:92
3
c02气体保护焊机的工艺性能与其电源特性的关系——市场上不同的co2气体保护焊机,其电源特性和工艺性能具有较大的差异。分析了电源特性的差异对co2气体保护焊机工艺性能的影响,在此基础上提出一些改进方法。
格式:pdf
大小:152KB
页数:3P
人气:92
3

富氩混合气体保护焊用焊丝的研制——在进行富氩混合气体保护焊与co气体保护焊对比试验的基础上·研制开发了耐候钢和普通低合金钢用富氩焊丝,并成功地应用在铁路货车的帝l造上。
格式:pdf
大小:109KB
页数:4P
人气:92
4.3
TF-2型CO2气体保护自动焊接专机控制器的研制 本文介绍了tf-2型co2气体保护自动焊接专机控制器的特点,抗干扰措施,焊接中断弧和焊丝粘等故障检测和处理,软件焊枪横摆,自动寻找机械原点,自动补焊,硬件和应用程序框图等内容。该控制器是一个性能良好,可靠性高的控制系统。
格式:pdf
大小:211KB
页数:3P
人气:92
3
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法——双丝熔化极气体保护焊进行了简要的介绍。
精华文档 CQH—A型保温管弯头C02气体保护焊专机的研制
格式:pdf
大小:288KB
页数:未知
人气:92
4.8
TF-2型CO_2气体保护自动焊接专机控制器的研制 本文介绍了tf-2型co_2气体保护自动焊接专机控制器的特点、抗干扰措施、焊接中断弧和焊丝粘等故障检测和处理、软件焊枪横摆、自动寻找机械原点、自动补焊、硬件和应用程序框图等内容。该控制器是一个性能良好、可靠性高的控制系统。
格式:pdf
大小:102KB
页数:2P
人气:92
3
耐候富氩混合气体保护焊丝的研制——介绍耐候富氩混合气体保护焊丝的冶炼、轧制、拉拔及检测的过程。所试制的焊丝与母材匹配良好,其焊接性能试验表明:dh≥440mpa,眠(一40℃)≥47j,agv(常温)~>80j,兼具其他优良性能,适用于机车车辆等耐大气腐蚀用钢的焊接...
格式:pdf
大小:789KB
页数:5P
人气:92
4.5
X80管线钢气体保护焊用焊丝的研制 对所研制的焊丝进行了气体保护焊试验,测试了焊缝金属的化学成分、金相组织、冲击韧度、强度、硬度和接头的抗拉强度。金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体,用扫描电镜分析了冲击断口的形貌和夹杂物的组成,用透射电镜分析了焊缝金属的微观结构。结果表明,在焊丝中加入微量的ti-b,可以有效地抑制先共析铁素体的形成,使焊缝获得细小、均匀的针状铁素体组织。焊缝中合金元素形成了弥散分布的细小夹杂物,成为了针状铁素体(af)的形核质点。针状铁素体内有许多位错团,可以有效地阻止裂纹的扩展,提高冲击韧度。
最新文档 CQH—A型保温管弯头C02气体保护焊专机的研制
格式:pdf
大小:1.7MB
页数:5P
人气:92
4.3
XSO管线钢环焊缝气体保护焊焊丝的研制 针对x80管线钢的组织与性能特点,研究设计了适用于管线钢现场焊接用mn—ni—mo—ti合金系气体保护焊焊丝;测试了焊缝金属的化学成分、金相组织、冲击韧性、抗拉强度和硬度。该焊丝的熔敷金属屈服强度600mpa,抗拉强度645mpa,-30℃夏比冲击功105j。该焊丝用于x80管线钢现场焊接结果表明,焊缝抗拉强度645mpa,-10℃夏比冲击功平均值145j,焊缝具有很好的强韧性匹配。采用金相显微镜和sem对使用该焊丝焊缝微观组织和断口形貌分析表明,焊缝金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体的组织,断口为韧窝状,呈现典型的塑性断裂特征。
格式:pdf
大小:121KB
页数:未知
人气:92
4.5
焊条电弧焊与CO 02气体保护焊方法探讨 为了保证焊接质量、提高工作效率、减小劳动强度、节约施工成本,出现了一系列高质量、高效能的焊接设备和焊接方法,但是,手工焊条电弧焊单面焊双面成形技术是每一个焊接操作者都应掌握的基本技能。
格式:pdf
大小:212KB
页数:5P
人气:92
4.7

水管弯头保温安装工艺标准 1.适用范围 适合管道硬质或半硬质管壳保温,如橡塑、玻璃棉管壳、酚醛管壳保 温。 2.大样图 弯头保温(柔性管壳) 图例: 1.虾米状保温 板 2.纵向接合缝 ab 90度圆角弯头小型虾米弯头 3.环向接合缝 c 大型虾米弯头 弯头保温(硬质或半硬质管壳) 图例: 1.虾米状保温 板 2.纵向接合缝 3.环向接合缝 abc 90度圆角弯头小型虾米弯头大型虾米弯头 3.规格表 1)φ1~φ3:保温管材表面直径。 2)钢管≤dn80时,按a做法:a2≥2φ2、b2=0.6φ2。3) 钢管dn80≤dn≤dn150时,按b做法。 4)钢管≥dn200时,按c做法。 4.采购要求 同管道保温。 5.工艺要求 1)当采用虾米状保温样式时,接合缝需均匀分布。 2)保温各种接合缝不得有明显胶水泪痕。 3)当选用金属
格式:pdf
大小:39KB
页数:2P
人气:92
4.7
编号:tj-er-045/ao气体保护焊机日常保养点检表 设备名称 12345678910111213141516171819202122232425262728293031 外观无灰尘,无污物 清理、清 扫 每天 操作控制板电源指示灯 、仪表、旋钮、按钮齐 全,工作正常 目视、操 作 每天 焊机电源通电时无异味 、异常振动及蜂鸣声, 无报警 问、听、 目视 每天 气管无破损漏气,流量 表外观完好满足作业要 求 目视每天 喷嘴、导电嘴,安装牢 固,导电咀内无焊渣, 送丝软管无破损,通丝 顺畅,手把线无破损、 虚接、过热现象 清理、紧 固、更换 每天 送丝机电压
格式:pdf
大小:22KB
页数:2P
人气:92
4.6

此文章由天津祥和无缝钢管销售有限公司整理http://www.***.***/022-84890035 此文章由天津祥和无缝钢管销售有限公司整理http://www.***.***/022-84890035 弯头标准有几种 时间:2010-9-410:24:04钢管天下【字号:大中小】 管件执行标准之日本标准: 标准号描述 jisb2311通用钢制对焊管件 jisb2312钢制对焊管件 jisb2313钢板制对焊管件 jisb2316钢制承插焊管件 管件执行标准之美国标准: 标准号描述 asme/ansib16.9工厂制造的锻钢对焊管件 asme/ansib16.11承插焊和螺纹锻造管件 asme/ansib16.28钢制对焊小半径弯头和回头弯 asmeb16.5管法兰和法兰配件
格式:pdf
大小:204KB
页数:3P
人气:92
3
基于回归模型的co2气体保护焊品质定量评价——利用虚拟仪器技术,以多元线性回归和多元非线性回归模型为核心算法来准确预测co2焊的飞溅量,从而实现对co2短路过渡焊接弧焊品质的定量评价。试验证明,该回归模型具有很高的精度和较强的实用性,为保证co2全自动...
格式:pdf
大小:1.4MB
页数:4P
人气:92
4.5
详述了zb-450型钢桥弦杆、三角腹杆、横梁等构件的焊接工艺评定过程。在工艺评定过程中,采用co2气体保护焊,通过试验选择了焊丝型号,确定焊接工艺评定试件焊接参数,并以此探讨采用co2气体保护焊焊接q460c钢中厚板的工艺规程。通过试验证明,所选择的焊接方法、焊丝型号、焊接工艺参数及措施能够焊接出合格的焊接接头;得出的各项焊接条件及工艺参数可以作为制定zb450型钢桥焊接工艺规程的依据,可为制订q460c钢中厚板的焊接工艺规程提供参考。

格式:pdf
大小:501KB
页数:34P
人气:92
4.6
co2气体保护焊技术 一、co2气保焊概述 co2气体保护焊是上世纪五十年代发展起来的一种技术。自问世以 来,co2气体保护焊焊接技术在国内外焊接领域发展很快,在实际生产中 的应用也越来越广泛,并兼有手工电弧焊和埋弧焊的许多优点。目前在建 筑钢结构行业的应用也非常广泛,如用co2气体保护焊焊接箱型钢、焊接 h型钢等。实践证明co2气体保护焊是一种比较先进的、效率较高的焊接 方法。 1、co2气保焊的特点 co2气体保护焊是熔化极气体保护焊的一种,全称为“co2气体保护电 弧焊”。它是采用co2气体作为保护介质,焊接时,co2从焊枪喷嘴中喷出, 把电弧及熔池与空气机械的隔离开来,避免空气对熔化金属的有害作用, 保证焊缝的化学成分及机械性能。 与其他焊接方法相比,co2气体保护焊具有以下优点: ①成本低:co2气体价廉,而且电能消耗小,故使得焊接成本
文辑创建者
我要分享 >
职位:助理暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐