DLT868-2004焊接工艺评定规程
2024-06-20
DL / T 868 — 2004 I ICS 03.100.30 J 33 备案号: 13618–2004 中华人民共和国电力行业标准 DL / T 868— 2004 代替 SD 340 — 1989 焊接工艺评定规程 The code of welding procedure qualification 2004-03-23 发布 2004-06-01 实施 中华人民共和国国家发展和改革委员会 发 布 DL / T 868 — 2004 I 目 次 前言 ·················································································Ⅱ 1 范围·······································································

目次 前言 1范围 2规范性引用文件 3术语 4总则 5基本规定 6评定项目及试样制备 7试验方法及评定标准 8评定工作的程序和管理 附录a(资料性附录)常见国外钢材分类表 附录b(资料性附录)焊接工艺评定任务书、方案、报告格式 ? 前言 ? 根据原国家经济贸易委员会电力[2000]22号《关于确认1999年度电力行业标准制、修订 计划项目的通知》的要求,对sd340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》进 行了修订,其格式按照dl/t600—2001《电力标准编写的基本规定》的规定编排。 本标准修订过程中,参照了有关国际标准、国家标准和国内有关标准及规定。为了正确地完 成电力行业中生产、建设、检修、改造工作所涉及的焊接任务,必须按照规定程序拟定焊接工艺 指导文件。本标准则提供在拟定焊接工艺指导文件之前应该完成的焊接工

word完美格式 精心整理学习帮手 目次 前言 1范围 2规范性引用文件 3术语 4总则 5基本规定 6评定项目及试样制备 7试验方法及评定标准 8评定工作的程序和管理 附录a(资料性附录)常见国外钢材分类表 附录b(资料性附录)焊接工艺评定任务书、方案、报告格式 前言 根据原国家经济贸易委员会电力[2000]22号《关于确认1999年度电力行业标准制、修订 计划项目的通知》的要求,对sd340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》进 行了修订,其格式按照dl/t600—2001《电力标准编写的基本规定》的规定编排。 本标准修订过程中,参照了有关国际标准、国家标准和国内有关标准及规定。为了正确地完 成电力行业中生产、建设、检修、改造工作所涉及的焊接任务,必须按照规定程序拟定焊接工艺 指导文件。本标准则提供在拟定焊接工艺
编辑推荐下载
格式:pdf
大小:267KB
页数:15P
人气:76
 4.4
4.4

焊接工艺评定报告编号:2014-004 焊接工艺评定项目: t型角焊缝co2气体保护焊焊接工艺评定 材质:q345e——q345e 编制: 审核: 批准: 实施单位:金川集团机械制造有限公司 2014年5月 焊接工艺评定目录 序号内容页数 1焊接工艺评定任务书1 2预焊接工艺规程2 3焊接工艺评定报告3 4焊评试验施焊记录表1 5外观和无损检测记录表1 6力学性能检验记录表1 7硬度、金相、角焊缝、焊缝化学成分检验记录表1 8无损检测报告1 9金相检验报告3 10材料质量证明书2 11焊工资质证书1 金川集团机械制造有限公司 焊接工艺评定任务书 产品名称及编号:工艺评定编号:2014-004 母材板材管材 牌号q345e/ 规格δ=30/ 焊材焊条
格式:pdf
大小:8.1MB
页数:21P
人气:76
4.4
焊接工艺评定 编号:hpb-2015-01 评定单位:河南翔龙工程集团有限公司 评定日期:2015-03-28 焊接工艺评定存档目录 焊接工艺评定文件资料编号 序号项目名称编号页码备注 1焊接工艺评定报告hpb-2015-012 2焊接工艺评定任务书hpr-2015-016 3预焊接工艺规程hgc-15-017 4焊接工艺卡hgk-15-0110 5施焊及焊缝外观检查记录hj-12-04-2011 6工艺评定试件委托单hsw-15-0112 7工艺评定试件试验报告hsb-15-0113 8无损检测报告jh-hd-zxyy-15-0314 9焊接工艺评定试件编号表hpsbh-0117 1020#材料质量证明书000004463518 11电焊条质量证明书201550591
热门文档 DLT868-2004焊接工艺评定规程
格式:pdf
大小:352KB
页数:12P
人气:76
4.4
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
格式:pdf
大小:132KB
页数:7P
人气:76
4.6

焊接工艺评定 编号:th2010-gws/di-5 评定单位唐山市天鸿建筑安装工程有限公司 评定日期2010年11月6日 №§焊接工艺指导书⑴ 单位名称:唐山市天鸿建筑安装工程有限公司 焊接工艺指导书编号th2010-gws/di-5日期2010.8.17焊接工艺评定报告编号th2010-gws/di-5 焊接方法氩电联焊机械化程度(手工、半自动、自动)手工 焊接接头:管对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v 衬垫(材料及规格) 其他: 60°±5 1 2 母材: 类别号i组别号i-1与类别号i组别号i-1 相焊及标准号gb/t8163-2008钢号20与标准号gb/t8163-2008钢号20相焊 厚度范围: 母材:对接焊缝1
格式:pdf
大小:75KB
页数:11P
人气:76
4.7
1.焊接工艺评定 在焊接产品制造过程中,产品的焊接工艺是否合理、先进,关系到产品的质量。通过金属焊接 性试验或根据有关焊接性能的技术资料,可以制定产品的焊接工艺,然而,这样制定的焊接工艺不 能直接用于焊接施工。为了确保产品的质量,在正式焊接施工之前,还必须进行焊接工艺评定。不 仅如此,对于已经评定合格并在生产中应用的很成熟的工艺,若因某种原因需要改变一个或一个以 上的焊接工艺参数,也需要重新进行焊接工艺评定。 世界上许多国家,对于重要的焊接结构都制定了焊接工艺评定标准或法规,我国也制定了一些 焊接产品的的焊接工艺评定标准,如jb4708-2000《钢制压力容器焊接工艺评定》、《蒸汽锅炉安全技 术监察规程》中的附录ⅰ“焊接工艺评定”、gb50236-98《现场设备、工业管道焊接工程施工及验收 规范》、jgj81-2002《建筑钢结构焊接工艺规程》中的第五章“焊接工艺试验”、sy/t0
格式:pdf
大小:191KB
页数:14P
人气:76
4.6
焊接工艺指导书 编号:sjywh07–03a 中国第十九冶金建设公司武汉公司 中国第十九冶金建设公司武汉公司 焊接工艺指导书 共2页第1页 单位名称:中国第十九冶金建设公司武汉公司 焊接工艺指导书编号sjywh07-03a日期2007/8/30焊接工艺评定报告编号sjywh07-03b 焊接方法gtaw(钨极氩弧焊)smaw(手工电弧焊)机械化程度手工■半自动□自动□ 焊接接头:简图: 坡口形式v型坡口对接 衬垫(材料及规格)/ 其他/ 母材: 类别号p1组别号1-1与类别号p8组别号8-1相焊及 标准号钢号20#钢管与标准号钢号ocr18ni9钢管相焊 厚度范围: 母材:对接焊缝2.5~6mm角焊缝不限 管子直径、壁厚范围:对接焊缝直径不限、3.5≤t≤10角焊缝不限 焊缝金属厚度范
精华文档 DLT868-2004焊接工艺评定规程
格式:pdf
大小:352KB
页数:12P
人气:76
4.7
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

格式:pdf
大小:101KB
页数:10P
人气:76
4.6
-1- 焊接工艺评定规则 wi03-11 1、总则 1.1、适用范围 本规则适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保 护焊、钨极气体保护焊、电渣焊、耐蚀层堆焊等的焊接工艺评定。 1.2、编制依据 本规则的编制依据为jb4708-99《钢制压力容器焊接工艺评定》。 2、一般要求 2.1、焊接工艺评定程序: 拟定焊接工艺指导书→施焊试件→检验试件,制取试样→检验试样→提出 焊接工艺评定报告→比较验证焊接工艺的正确性。 2.2、焊接工艺评定所用的设备、仪表应处于正常工作状态,钢材、焊接材料必 须符合相应的标准,由厂焊接技能熟练的焊工焊接试件,焊接试件过程在厂进 行。 2.3、评定对接焊缝或工艺时,采用对接焊缝试件;对接焊缝试件评定合格的焊 接工艺亦适用于角焊缝;评定非受压角接焊缝工艺时,可仅采用角接焊缝试件。 (焊缝的分类方法见gb/t3375-94)。 2.4、
格式:pdf
大小:29KB
页数:5P
人气:76
4.4

wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

最新文档 DLT868-2004焊接工艺评定规程
格式:pdf
大小:322KB
页数:15P
人气:76
4.8

下载可编辑 .专业.整理. 焊接工艺评定 编号:hgp-2015-01 下载可编辑 .专业.整理. 评定单位:北京国际建设集团有限公司 评定日期:2015-4-28 下载可编辑 .专业.整理. 焊接工艺评定存档目录 焊接工艺评定文件资料编号 序号项目名称编号页码备注 1焊接工艺评定报告hpb-2012-012 2焊接工艺评定任务书hpr-2012-016 3预焊接工艺规程hgc-12-017 4焊接工艺卡hgk-12-0110 5施焊及焊缝外观检查记录hj-12-04-2011 6工艺评定试件委托单hsw-12-0112 7工艺评定试件试验报告hsb-12-0113 8无损检测报告jh-hd-zxyy-12-0314 9焊接工艺评定试件编号
格式:pdf
大小:27KB
页数:1P
人气:76
4.3
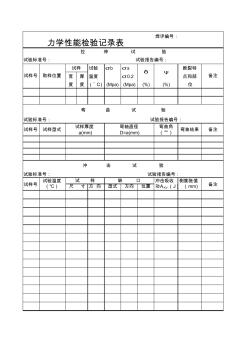
焊评编号: 试验标准号:试验报告编号: 试验σbσs断裂特 宽厚温度σ0.2点和部 度度( 。 c)(mpa)(mpa)(%)(%)位 试验标准号:试验报告编号: 弯曲角 (°) 试验标准号:试验报告编号: 试验温度冲击吸收侧膨胀值 (℃)尺寸方向型式方向位置功akv(j)(mm) ψδ 试样厚度 a(mm)试样型式试样号 力学性能检验记录表 拉伸试验 试样号取样位置 试样 备注 冲击试验 试样号 试样缺口 备注 弯曲试验 弯曲结果备注 弯轴直径 d=a(mm)
格式:pdf
大小:175KB
页数:9P
人气:76
4.4
焊接工艺指导书及焊 接工艺评定报告 (pqr) 中石化工建设有限公司 焊接工艺评定报告 焊接工艺评定报告编号:1689 焊接方法:ws+d机械化程度:(手工、半自动、自动) 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 母材: 材料标准: 钢号:20# 类、组别号:1-1与类、组别号:1-1相焊 厚度:4㎜ 直径:89㎜ 其他: 焊后热处理:不需要 热处理温度(℃): 保温时间(h): 气体: 气体种类混合比流量 保护气ar------8-12 尾部保护气------------ ------ 背部保护气------------ ------ 填充金属: 焊材标准:nb/t47018-2011;gb/t511
格式:pdf
大小:98KB
页数:6P
人气:76
4.5
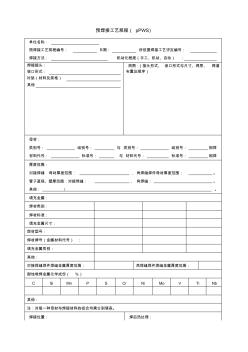
预焊接工艺规程(ppws) 单位名称: 预焊接工艺规程编号:日期:所依据焊接工艺评定编号: 焊接方法:机动化程度(手工、机动、自动): 焊接接头: 坡口形式: 衬垫(材料及规格) 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道 布置及顺序) 母材: 类别号:组别号:与类别号:组别号:相焊 材料代号:标准号:与材料代号:标准号:相焊 厚度范围: 对接焊缝母材厚度范围:,角焊缝焊件母材厚度范围:。 管子直径、壁厚范围:对接焊缝:,角焊缝:。 其他:/。 填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他: 对接焊缝焊件焊缝金属厚度范围:角焊缝焊件焊缝金属厚度范围: 耐蚀堆焊金属化学成份(%) csimnpscrnimovtinb 其他: 注:对每一种
格式:pdf
大小:143KB
页数:49P
人气:76
4.4
焊接工艺评定、焊接工艺规程的实用编制方法 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一
格式:pdf
大小:275KB
页数:8P
人气:76
4.7

6m3储罐 焊接工艺卡 容器类别:一 产品名称:6m3储罐产品编号: 产品图号:编制:______ 审核: 焊接工艺首页 编制年月日审核年月日 产品名称6m3储罐产品编号主体 材料 q345r 产品图号容器类别接管:20号钢 技 术 要 求 1、设备按gb150《钢制压力容器》、gb151《管壳式换热器》和《压力容器安全技术监察规程》进行制造、检验、验收。 2、设备焊缝应由持证焊工焊接。 3:主体焊缝采用埋弧焊、手弧焊。焊丝:h08mna焊剂:hj430焊条:q345r与q345rj507;q345r与20、q235-b间为j427; 4、焊条、焊剂施焊前应按规范烘干。 5、设备每条a、b类焊接接头应进行≥20%x射线检测,且不少于250mm,符合jb/t4730规定ⅲ级合格。 6:
格式:pdf
大小:1.0MB
页数:62P
人气:76
4.7
焊接工艺评定报告 焊接工艺评定名称板—板对接焊 焊接工艺评定编号pqrb06-01 试件材料q235-b 焊接方法埋弧自动焊 评定日期2006年9月18日 山东阳光天润化工设备有限公司 焊接工艺评定报告 qdr15-08 单位名称:山东阳光天润化工设备有限公司 焊接工艺评定报告编号:pqrb06-01焊接工艺指导书编号:wps06-01 焊接方法:saw机械化程度:(手工、半自动、自动)自动 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) + 母材: 材料标准:gb/t3274 钢号:q235-b 类、组别号:ⅰ-1类、组别号:ⅰ-1相焊 厚度:12 直径: 其他: 焊后热处理: 热处理温度(℃): 保温时间(h): 保护气体: 气体混合比流量(l/min) 保护气体 尾部
格式:pdf
大小:147KB
页数:5P
人气:76
4.4
焊接工艺评定报告 单位名称:四川怡诚石油天然气工程有限公司批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工●半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正
格式:pdf
大小:269KB
页数:13P
人气:76
4.6
内蒙古工业大学本科综合实验报告 1 实验一焊接工艺评定试验 一、实验目的 1、了解焊接工艺评定的全过程。 2、掌握焊接工艺评定试验方法。 3、熟悉焊接工艺评定有关标准。 二、实验器材 1、液压万能试验机1台 2、冲击试验机1台 3、直流电焊机1台 4、x射线探伤仪1台 三、实验内容及步骤 在焊接工艺中,我国几年公布了多项标准。在本次实验中执行中华人民共和 国行业标准jb4708-92《钢制压力容器焊接工艺评定》标准。具体步骤如下: (一)按jb4708-92标准填写焊接工艺指导书(见附表)。 (二)按附表二的规定施焊试件(板对接焊缝)。 (三)对焊缝进行外观检查。 主要是检查焊接接头表面有无裂纹、未焊透和未溶合。
文辑创建者
我要分享 >
职位:BIM工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐