FANUC系统调试
2024-07-03
1 第五节 I/O LINK 模块的设置 马胜 胡年 北京 FANUC 0i-B /0i-Mate-B 系统,由于 I/O 点、手轮脉冲信号 都连在 I/O LINK 总线上,在 PMC 梯形图编辑之前都要进行 I/O 模块的设置(地址分配) ,同时也要考虑到手轮的连接位置。 1.0i-B: 由于 0i-B 本身带有内置 I/O 板(虽然该 I/O 点表面上看起来与 0I-A 系统相似,但其 96/64 点也连 在 I/O LINK 上,占用 I/O LINK 点。所以也要进行 I/O 模块的地址分配) 1.1 内置 I/O 板,当不再连接其它模块时 可设置如下:从 X0 开始 0.0.1.OC02I Y0 开始 0.0.1./8 1. 2.当使用标准机床面板时,手轮有两种接法 (1)接在系统上 JA3 注: 此时手轮接于系统的内置 I/0 板的 JA3 上,手轮信号从 x12-

1 fanuc数控系统简介 一、fanuc数控系统的发展 1、fanuc公司创建于1956年,1959年首先推出了电液步进电机, 在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。进 入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞 速发展,fanuc公司毅然舍弃了使其发家的电液步进电机数控产品, 一方面从gettes公司引进直流伺服电机制造技术。1976年 fanuc公司研制成功数控系统5,随时后又与siemens公司联合 研制了具有先进水平的数控系统7,从这时起,fanuc公司逐步发 展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻 新。 2、1979年研制出数控系统6,它是具备一般功能和部分高级功能的 中档cnc系统,6m适合于铣床和加工中心;6t适合于车床。与过 去机型比较,使用了大容量磁

FANUC数控系统讲解
编辑推荐下载
格式:pdf
大小:695KB
页数:14P
人气:93
 4.3
4.3
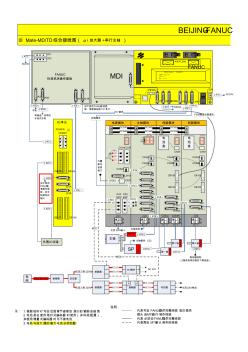
fanuc 标准机床操作面板 电 网 断路器变压器 断路器 断路器 交流三相380v 交流三相220v 交流三相220v 编 码 器 编 码 器 编 码 器 fanuc 24v模块dc24v 交流220v 交流220v 交流220v 接触器 控 制 控 制 电抗器交流220v输出 交流220v 交流220v 交流220v 交流220v 交流220v 伺服模块 status 电 池 盒 cx5x cxa2a cxa2b cb10a cb10b 电源模块 status cxa2a 主轴模块 pl alm err status cxa2a cxa2b 伺服模块 status 电 池 盒 cx5x cxa2a cxa2b cb10a cb10b dc300v dc300v dc300v dc300v dc300v dc300v 主轴通讯 交流200v输入 cx1ac
格式:pdf
大小:455KB
页数:57P
人气:93
4.6
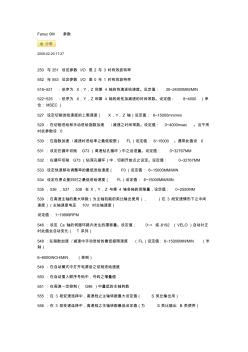
fanuc0m参数 2008-02-2017:27 250与251设定参数i/o是2与3时有效波特率 552与553设定参数i/o是0与1时有效波特率 518~521:依序为x,y,z和第4轴的快速进给速度。设定值:30~24000mm/min 522~525:依序为x,y,z和第4轴的线性加减速的时间常数。设定值:8~4000(单 位:msec) 527设定切削进给速度的上限速度(x,y,z轴)设定值:6~15000mm/min 529:在切削进给和手动进给指数加速/减速之时间常数。设定值:0~4000msec。当不用 时此参数设0 530:在指数加速/减速时进给率之最低极限(fl)设定值:6~15000。通常此值设0 531:设定在循环切削g73(高速钻孔循环)中之后
热门文档 FANUC系统调试
格式:pdf
大小:93KB
页数:17P
人气:93
4.7
附录一fanuc数控指令格式 数控程序是若干个程序段的集合。每个程序段独占一行。每个程序段由若干个字组成,每个 字由地址和跟随其后的数字组成。地址是一个英文字母。一个程序段中各个字的位置没有限 制,但是,长期以来以下排列方式已经成为大家都认可的方式: n-g-x-y-z-????f-s-t-m-lf 行号准备功能位置代码进给速度主轴转速刀具号辅助功能行结束 在一个程序段中间如果有多个相同地址的字出现,或者同组的g功能,取最后一个有效。 1行号 nxxxx程序的行号,可以不要,但是有行号,在编辑时会方便些。行号可以不连续。行号 最大为9999,超过后从再从1开始。 选择跳过符号“/”,只能置于一程序的起始位置,如果有这个符号,并且机床操作面板上“选 择跳过”打开,本条程序不执行。这个符号多用在调试程序,如在开冷却液的程序前加
格式:pdf
大小:1.6MB
页数:44P
人气:93
4.7
毕业设计(论文)汪平数设3091 第1页 安徽机电职业技术学院 安徽机电职业技术学院 毕业论文 fanuc系统的机电联调 系别数控工程系 专业数控设备应用于维护 班级数设3091班 姓名汪平 学号1403093036 指导教师张涛 2011~2012学年第1学期 毕业设计(论文)汪平数设3091 第2页 安徽机电职业技术学院 摘要 机床数控系统,即计算机数字控制(cnc)系统是在传统的硬件数控(nc)的 基础上发展起来的。它主要由硬件和软件两大部分组成。通过系统控制软件与 硬件的配合,完成对进给坐标控制、主轴控制、刀具控制、辅助功能控制等。 cnc系统利用计算机来实现零件程序编辑、坐标系偏移、刀具补偿、插补运算、 公英制变换、图形显示和固定循环
格式:pdf
大小:279KB
页数:6P
人气:93
4.7

薁fanuc伺服系统维修技术经验总结及fanuc伺服电机维修方法2 莂2.数字式交流伺服驱动单元的故障检测与维修 芈(1)驱动器上的状态指示灯报警fanucs系列数字式交流伺服驱动器,设有11个状态及报警指示灯, 指示灯的状态以及含义见表5-8。 莅以上状态指示灯中,hc、hv、ovc、tg、dc、lv的含义与模拟式交流速度控制单元相同,主回路 结构与原理亦与模拟式速度控制单元相同,不再赘述。表5-8中,oh、ofal、fbl为s系列伺服增 添的报警指示灯,其含义如下。 羂表5-8fanucs系列驱动器状态指示灯一览表 螀代号肇???含??义蒅??备注莃代号蒂??????含??义袆备注 薅prdy螄位置控制准备好罿??绿色袈dc蚅直流母线过电压报警羀红色 蚁vrdy蚇速度控制单元准备 好 螅??绿色莁lv腿驱动器欠电压报警莆红色
格式:pdf
大小:11.8MB
页数:47P
人气:93
4.7
1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 合计合计合计 下午13:00—17:00 b.实行不定时工作制的员工,在保证完成甲方工作任务情况下,经公司同意,可自行安排工作和休息时间。 3.1.2打卡制度 3.1.2.1公司实行上、下班指纹录入打卡制度。全体员工都必须自觉遵守工作时间,实行不定时工作制的员工不必打卡。 3.1.2.2打卡次数:一日两次,即早上上班打卡一次,下午下班打卡一次。 3.1.2.3打卡时间:打卡时间为上班到岗时间和下班离岗时间; 3.1.2.4因公外出
格式:pdf
大小:102KB
页数:3P
人气:93
4.4
 FANUC系统中宏程序在法兰盘类零件中的运用
FANUC系统中宏程序在法兰盘类零件中的运用 图1是4个典型的法兰盘零件。仔细观察,可以看出在铣削加工中,它们在外形上都有共同的特点,都是由简单的耳朵和相对应的孔组成的。虽然耳朵个数可能不同,但是利用数控宏程序进行加工就非常容易控制。数控机床加工外形时,主要有4个操作,外形的粗加工,精加工、预钻孔和钻孔。图2是第一个法兰盘零件的图形尺寸说明。
精华文档 FANUC系统调试
格式:pdf
大小:95KB
页数:未知
人气:93
4.6
FANUC新品机器人孤光闪烁焊接展 一年一度的埃森焊接展在6月初如期登陆北京,作为焊接工艺的重要操手——机器人也纷纷登台亮相,同台竞技。fanuc更是重拳出击,展出多款机器人组合系统。更值得一提的是,新款机器人r-0ia于6月5日现场进行了全球首发,并演示实际焊接,绽放fanuc机器人的焊接魅力。新品机器人r-0ia是弧焊专用机型,其机身设计紧凑、小巧,整体结构超轻量。
格式:pdf
大小:100KB
页数:未知
人气:93
4.3
FANUC 0iD主轴控制原理及在机床维修中的应用 该文深入、详细地分析了fanuc0id主轴转向与转速的控制原理,阐述了fanuc0id的主轴转向由pmc进行控制,转速主要由cnc进行控制。并且结合实例,说明了主轴转向控制原理在数控机床主轴故障维修中的应用,为数控机床主轴故障的维修提供了一种切实、有效的方法。
格式:pdf
大小:1.4MB
页数:61P
人气:93
4.8
上海林肯电气有限公司fanucarcmate系列焊接机器人操作培训课程 共61页第1页 上海林肯电气有限公司 自动化部 fanucarcmate系列焊接机器人 操作培训课程 上海林肯电气有限公司fanucarcmate系列焊接机器人操作培训课程 共61页第2页 目录 目录...........................................................................................................................................2 练习课程1——上电开机和操作移动机器人.............................................................
格式:pdf
大小:75KB
页数:未知
人气:93
4.4
GE Fanuc解决方案在原材料处理设备的应用 gefanuc智能设备,ge企业解决方案旗下的业务集团之一,于2008年5月8日宣布收到印度新德里macawberbeekay公司的订单,需要购买硬件及软件的原材料处理解决方案,控制环境污染并节约能源。这个价值100万美元的订单包括完整的硬件和软件解决方案,通过传递集中的数字化数据和多平台控制,达到节约成本的目的。
格式:pdf
大小:105KB
页数:1P
人气:93
4.6
FANUCOiD主轴控制原理及在机床维修中的应用 该文深入、详细地分析了fanuc0id主轴转向与转速的控制原理,阐述了fanuc0id的主轴转向由pmc进行控制,转速主要由cnc进行控制。并且结合实例,说明了主轴转向控制原理在数控机床主轴故障维修中的应用,为数控机床主轴故障的维修提供了一种切实,有效的方法。
最新文档 FANUC系统调试
格式:pdf
大小:2.6MB
页数:1P
人气:93
4.3

描述0i-md数控系统在h800立式加工中心改造中的应用,介绍设备的改造方案,数控系统的选型与配置,系统调试,刀库调试方法等.
格式:pdf
大小:272KB
页数:4P
人气:93
4.6
FANUC 0I Mate-MC系统在母排冲孔机上的应用 针对金方圆公司生产的母排冲孔机进行了描述,对该机床的概述、0imate系统的构成与应用以及功能等方面进行了深入细致地分析与研究,通过机电联调,该机床达到了预期效果,大大提升了企业竞争力。
格式:pdf
大小:177KB
页数:未知
人气:93
4.3
FANUC OI Mate-MC系统在母排冲孔机上的应用 针对金方圆公司生产的母排冲孔机进行了描述,对该机床的概述、oimate系统的构成与应用以及功能等方面进行了深入细致地分析与研究,通过机电联调,该机床达到了预期效果,大大提升了企业竞争力.
格式:pdf
大小:84KB
页数:1P
人气:93
4.4
FANUC系统数控车床梯形螺纹的车削方法 梯形螺纹是一种常见的螺纹,普通车床加工梯形螺纹是最近本的技能之一,但是在数控车床上加工梯形螺纹常常受限于加工工艺,刀具等方面的原因很少进行加工。甚至有些加工者提出在数控车床上不能够加工合格的梯形螺纹,显然这种说法是不正确的。应用数控车床加工梯形螺纹方法多样,选择合理的加工工艺和参数,应用程序正确是完全可以加工出合格的梯形螺纹。
格式:pdf
大小:2.3MB
页数:3P
人气:93
4.8
FANUC0I系统在XH713型立式加工中心改造中的应用 对配备fanuc系统的xh713型立式铣加工中心进行改造,添加了第四轴加工功能,使三轴加工中心具备四轴加工功能.根据机床软硬件技术指标进行综合剖析,选择合适的机械和电气部分元件,并进行相应的安装和调试工作,对机床系统参数进行了修改与调试.
格式:pdf
大小:52KB
页数:10P
人气:93
4.5
第1页 gefanuc的产品在沈鼓机组监控系统中的应用 一、概述 沈阳鼓风机集团始建于1943,经过60多年的不断发展,现已成为中国 规模最大的生产透平压缩机,透平鼓风机,大型通风机以及大型水泵、往复 压缩机的国有大型企业。多年来共累计生产各类离心压缩机1300余台,其 产品覆盖中国国民经济各个领域,并远销25个国家和地区,国内市场占有 率达85%以上,年产量居世界前列。 杭州萧越热电厂购买的空压离心压缩机为2mcl系列。杭州萧越热电厂 位于杭州萧山工业园内。萧山工业园内建有很多印染、纺织厂,是全国最大 的轻纺城。该机组主要目的是为萧山工业园区的几个印染、纺织厂提供风能。 本套控制系统是其空压机组的配套产品,除了控制沈鼓的压缩机还对青 岛汽轮机厂的汽轮机以及一些相关的泵站等辅助设备进行监控。 二、工艺控制要求 2.1数据采集系统(das) 连续采集和处
格式:pdf
大小:1.5MB
页数:3P
人气:93
4.5
FANUC-0iTB数控系统数控机床工作状态开关PLC控制程序设计 fanuc-0itb数控系统数控中是内置的plc,它与机床之间的信息传递是通过cnc的输入/输出接口电路来实现的,通过程序数据的传输实现机床工作状态开关的功能,在此基础上完成plc控制程序设计的设计过程。
格式:pdf
大小:165KB
页数:未知
人气:93
4.4
基于FANUC系统分度数控轴的分度工作台电气改造 分度工作台是卧式加工中心的重要功能部件,由于电气控制系统老化导致卧式加工中心(辛辛那提10hc)的分度工作台运转故障频发。本文基于fanuc系统分度数控轴功能,完成了该卧式加工中心分度工作台的电气改造,并详细阐述了分度工作台伺服驱动改造方案、相关理论计算、分度功能相关参数设置及pmc程序控制等。改造后的分度工作台能方便实现任意角度(0°-360°)的分度(考虑到齿盘齿数,以1°为单位),且控制简单,在实际应用中运转稳定,定位精度高,达到了预期设计效果。
格式:pdf
大小:84KB
页数:1P
人气:93
4.4
FANUC系统数控车床梯形螺纹的车削方法 梯形螺纹是一种常见的螺纹,普通车床加工梯形螺纹是最近本的技能之一,但是在数控车床上加工梯形螺纹常常受限于加工工艺,刀具等方面的原因很少进行加工。甚至有些加工者提出在数控车床上不能够加工合格的梯形螺纹,显然这种说法是不正确的。应用数控车床加工梯形螺纹方法多样,选择合理的加工工艺和参数,应用程序正确是完全可以加工出合格的梯形螺纹。
格式:pdf
大小:27KB
页数:3P
人气:93
4.5

工程系统调试检验批质量验收记录 (gb50243-2002)表c.2.9编号:080109/080209/080308/080401/080511/080605/080708 工程名称子分部工程名称验收部位 施工单位 专业工长 (施工员) 项目经理 施工执行标准 名称及编号 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录 监理(建设)单位 验收记录 主 控 项 目 1 单 机 试 运 转 及 调 试 通风机、空调机组单机试运转及调 试。 11.2.2-1条 水泵单机试运转及调试。11.2.2-2条 冷却塔单机试运转及调试。11.2.2-3条 制冷机组单机试运转及调试。11.2.2-4条 电控防、排烟阀的动作试验。11.2.2-5条 2 无负 荷联 合试 运转 及调 试 系统风量的调试。11.2.3-1条 空调水系
文辑创建者
我要分享 >
职位:造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐