GH2674合金大尺寸涡轮盘的工艺
2024-05-28

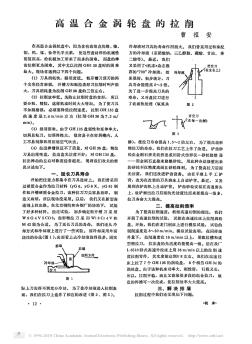
高温合金涡轮盘的拉削
 涡轮机轮盘的金相诊断方法
涡轮机轮盘的金相诊断方法 涡轮机轮盘的金相诊断方法
编辑推荐下载
格式:pdf
大小:196KB
页数:2P
人气:93
 4.5
4.5
返修涡轮盘零件夹具的创新设计 文章重点叙述了pwc公司涡轮盘零件返修时的工艺难点,对原外方提供的返修方案不足之处进行改进,重新设计出返修夹具,使其布局合理,结构轻巧,制造工艺性好,操作简单,容易实现零件装夹找正,其中很多细节设计,避免了由于操作不当造成零件的碰划伤问题。
格式:pdf
大小:2.7MB
页数:6P
人气:93
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
热门文档 GH2674合金大尺寸涡轮盘的工艺

格式:pdf
大小:33KB
页数:2P
人气:93
4.7
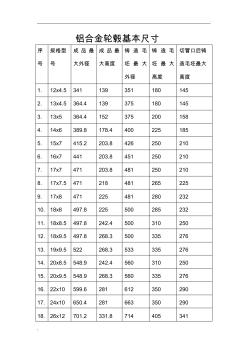
. '. 铝合金轮毂基本尺寸 序 号 规格型 号 成品最 大外径 成品最 大高度 铸造毛 坯最大 外径 铸造毛 坯最大 高度 切冒口后铸 造毛坯最大 高度 1.12x4.5341139351180145 2.13x4.5364.4139375180145 3.13x5364.4152375200158 4.14x6389.8178.4400225185 5.15x7415.2203.8426250210 6.16x7441203.8451250210 7.17x7471203.8481250210 8.17x7.5471218481265225 9.17x8471225481280232 10.18x8497.822550028
格式:pdf
大小:1.2MB
页数:5P
人气:93
4.7
低压铸造大尺寸铝合金轮毂的数值模拟及模具优化 针对大型铝合金轮毂低压铸造过程中在热节处产生的缩松、缩孔问题,提出改变模具温度和模具厚度的方法消除缺陷,但对"孤立熔池"现象影响较小。为此在以上两种优化工艺的基础上,又在对应产生缺陷部位的模具上加设水冷管。结果表明,该方法不仅使轮毂实现顺序凝固,消除了轮毂厚大部位的缺陷,还提高了轮毂的冷却速度,缩短了生产周期。
格式:pdf
大小:306KB
页数:2P
人气:93
4.5
小尺寸钛合金套扣板牙工艺研究 介绍了小尺寸钛合金套扣板牙的研制过程,扼要论述了板牙几何尺寸改制的基本特点及必要的综合工艺条件;把标准板牙刃适当变窄,减小板牙与工件接触,采用小前角及小刀倾角增加了刀尖强度,切削速度v=1~1.5m/min为宜。并对板牙改制前后的切削寿命、切削扭矩进行了对比。
精华文档 GH2674合金大尺寸涡轮盘的工艺
格式:pdf
大小:2.6MB
页数:3P
人气:93
4.4
涡轮盘枞树形榫槽机夹拉刀设计 涡轮盘枞树形榫槽加工是涡轮盘加工的关键工序。完成榫槽加工的关键是榫槽的拉削工序,决定拉削工序的主要因素有机床、拉刀和夹具。拉刀的设计和制造质量是榫槽的拉削工序中最活跃的因素之一,也是拉削榫槽时加工涡轮盘榫槽厂家主要考虑的因素。
格式:pdf
大小:6KB
页数:3P
人气:93
4.5
1/3 湿贴(挂)大尺寸玻化砖上墙施工技术要求 一.玻化砖特点是吸水率低(0.3%以下)、硬度高、密度大、亮度好、纹 理自然,所以上墙铺贴不能使用常规水泥砂浆或水泥砂浆掺胶粘贴的做法,必 须使用玻化砖专用高分子聚合物改性的水泥基胶粘剂粘贴(不得掺用水泥), 板幅大于600*600(不含)的玻化砖上墙使用挂贴的施工工艺,随板幅的增加从 一个挂点开始相应增加挂点以确保安全,最多不超过2个。具体施工方法如 下: 二.600*600尺寸(含)以下玻化砖上墙湿贴 1.基层墙面必须先确认界面剂处理方式(不同墙体所用界面剂各不相同), 以确保粘接牢固,不空鼓。找平粉刷平整度等各项指标均应符合《建筑装饰装 修工程质量验收规范》(gb50210-2001)的相关规定; 2.用半湿的布清洁一下玻化砖背面; 3.玻化砖背面宜采用ad-1022玻化砖背胶(提高玻化砖粘结强度的专用界面 剂)进行处理
格式:pdf
大小:1.1MB
页数:4P
人气:93
4.6
喷射沉积大尺寸A356铝合金管坯的组织与性能 通过多层喷射沉积技术制备了大尺寸a356铝合金管坯,采用光学显微镜、扫描电镜、x射线衍射仪和拉伸试验机等分析了管坯的组织特征及后续轧制和热处理对管坯组织与力学性能的影响。结果表明:喷射沉积a356铝合金管坯的组织细小,但含有少量孔隙,第二相主要为近球形共晶硅和短棒状富铁相;喷射沉积管坯为大量雾化熔滴粘结而成,通过适当的轧制和热处理可以消除沉积坯中的孔隙和原始粉体界面强度弱等缺陷,提高其力学性能。
格式:pdf
大小:121KB
页数:2P
人气:93
4.6

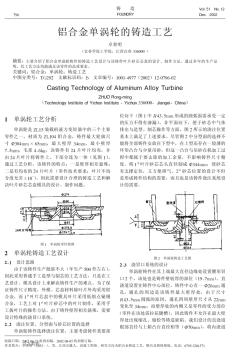
铝合金涡轮是铁路机车上的重要配件,其零件如图1所示。铸件重为42kg,结构复杂,要求在0.5mpa压力下进行水压试验,保压5min不许有任何泄漏。此铸件壁厚不均匀,薄壁处的叶片3.4mm,厚壁处70~90mm,叶片不能有冷隔、缺肉、相互串通等缺陷,增加了铸造生产的难度。对这种高气密性的要求,决定了铸件内部不得有任何影响气密性的砂眼、气孔、缩孔和缩松等铸造缺陷。铝合金涡轮铸件是采用树脂砂砂芯、金属型低压铸造工艺生产的,以往在生产过程中由于工艺
最新文档 GH2674合金大尺寸涡轮盘的工艺
格式:pdf
大小:98KB
页数:16P
人气:93
4.6
轮胎的种类 提起轮胎的种类,其实有很多种分法:有按车种分类的,有 按用途分类的,有按大小分类的,有按花纹分类的,有按构 造分类的。 按汽车种类分类 轮胎按车种分类,大概可分为8种。即:pc——轿车轮胎; lt——轻型载货汽车轮胎;tb——载货汽车及大客车胎; ag——农用车轮胎;otr——工程车轮胎;id——工业用 车轮胎;ac——飞机轮胎;mc——摩托车轮胎。 按轮胎用途分类 轮胎按用途分类,包括载重轮胎、客车用轮胎及矿山用轮胎 等种类。载重轮胎除了在胎壁上标有规格尺寸以外,还必须 标明层级数。但在这里需要告诉大家的是,载重轮胎的层级 数并不是指它的实际层数,而是指用高强度材料帘线制作胎 体的轮胎,其负荷性能相当于用棉帘线制作胎体的轮胎帘布 层数。这是因为棉帘线是最早用于制作胎体帘线的,因此, 国际惯例即以棉帘线层为表示轮胎层数的基准。不同层级, 轮胎的负荷能力不同。即
格式:pdf
大小:354KB
页数:40P
人气:93
4.7

.... .... 铝合金推拉窗的设计与下料尺寸计算 一、铝合金推拉窗的设计要求 设计铝合金推拉窗时,应考虑推拉窗的安装和使用安全。当 窗的高度方向搭接量太大时,则给安装带来困难;若搭接量太小 时,又存在使用安全问题,窗扇容易从窗框中脱出。因此,应正 确选择搭接量。 高度方向搭接量的确定:应根据上滑型材的槽深和下滑型材 的道轨高度,以及窗扇滑轮的高度来选择搭接量。窗扇与上滑的 搭接量一般为上滑槽深的1/2减去2~3mm,可选用10mm。窗扇 与下滑的搭接量是滑轮的槽深到窗扇下边的距离,一般为6~10 mm,可选用8mm。 另外,也可以用推拉框高度方向的口尺寸,加上上滑槽深,再 减去4~6mm,作为推拉扇的高度尺寸。 宽度方向的搭接量应根据边封型材、勾企型材以及光企型材 确定。设计时,应使两个窗扇的勾企完全重合。 铝合金推拉窗分为两扇推拉窗、
格式:pdf
大小:1.1MB
页数:42P
人气:93
4.7
联系电话: 1 铝合金推拉窗的设计与下料尺寸计算 一、铝合金推拉窗的设计要求 设计铝合金推拉窗时,应考虑推拉窗的安装和使用安全。当 窗的高度方向搭接量太大时,则给安装带来困难;若搭接量太小 时,又存在使用安全问题,窗扇容易从窗框中脱出。因此,应正 确选择搭接量。 高度方向搭接量的确定:应根据上滑型材的槽深和下滑型材 的道轨高度,以及窗扇滑轮的高度来选择搭接量。窗扇与上滑的 搭接量一般为上滑槽深的1/2减去2~3mm,可选用10mm。窗扇 与下滑的搭接量是滑轮的槽深到窗扇下边的距离,一般为6~10 mm,可选用8mm。 另外,也可以用推拉框高度方向的内口尺寸,加上上滑槽深,再 减去4~6mm,作为推拉扇的高度尺寸。 宽度方向的搭接量应根据边封型材、勾企型材以及光企型材 确定。设计时,应使两个窗扇的勾企完全重合。 铝合金推拉窗分为两扇推拉窗、三扇三等分推拉窗、三扇四
格式:pdf
大小:13KB
页数:1P
人气:93
4.7
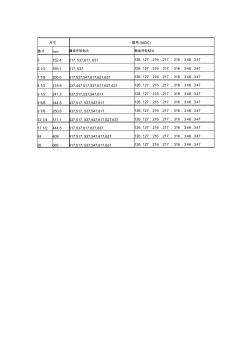
尺寸型号(iadc) 英寸mm镶齿牙轮钻头钢齿牙轮钻头 6152.4517,537,617,637126.127.216.217.316.346.347 61/2165.1517,537126.127.216.217.316.346.347 77/8200.0517,527,547,617,627,637126.127.216.217.316.346.347 81/2215.9437,447,517,537,617,627,637126.127.216.217.316.346.347 91/2241.3437,517,537,547,617126.127.216.217.316.346.347 9
格式:pdf
大小:176KB
页数:7P
人气:93
4.5
运用价值工程设计GH4133合金饼及涡轮盘延伸产品 运用价值工程设计GH4133合金饼及涡轮盘延伸产品
格式:pdf
大小:545KB
页数:未知
人气:93
4.3
K488合金大尺寸涡轮叶片精铸工艺研究 大尺寸涡轮叶片是重型燃气轮机的关键核心部件,采用铸造高温合金k488无余量精密铸造而成,该叶片结构复杂,叶身尺寸大,壁厚薄,尺寸精度高,冶金技术标准要求严格,铸造工艺难度很大。设计采用了蜡模二次成型、反变形技术、顶注-侧注复合浇注系统的优化,解决了铸造过程中产生的疏松、裂纹、变形等缺陷,研制出了合格的大尺寸涡轮叶片。
格式:pdf
大小:502KB
页数:未知
人气:93
4.4
某型燃气轮机低压涡轮盘强度分析 基于某燃气轮机发动机研究项目的需要,对其涡轮盘强度进行了研究。在有限元软件ansys环境中建立了发动机涡轮盘的三维有限元分析模型,基于热弹性有限元分析理论,对额定功率状态下的低压涡轮盘进行了应力、应变分析,并对榫头-榫槽连接处进行了拉伸应力和榫齿名义应力计算,得出了涡轮盘的破裂转速,确定了危险截面的位置。
格式:pdf
大小:271KB
页数:未知
人气:93
4.7
铝合金单涡轮的铸造工艺 主要介绍了铝合金单涡轮铸件的铸造工艺设计与该铸件叶片砂芯芯盒的设计、制作方法。通过多年的生产证明,其工艺方法均能满足该零件的品质要求
文辑创建者
我要分享 >
职位:土建安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐