H319焊接短管DIN17455
2025-01-20

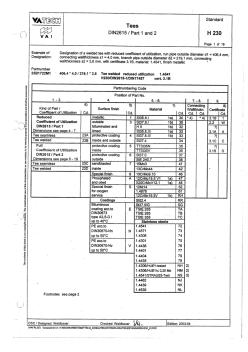
H230焊接三通(DIN2615)
焊接h型钢组装 2010-10-0117:30:09阅读111评论0字号:大中小订阅 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》 gb/t5118的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合
编辑推荐下载
格式:pdf
大小:23KB
页数:2P
人气:85
 4.4
4.4

焊接h型钢(yb3301-81)(三) 2.3焊接h型钢外形尺寸公差规定如下表 b hsc 长度l h≤400h>400b≤200b>200b≤200b>200 ±3±1±3 ±b 100 ±2 ±b 100 ±2 ±3 轨道接触范围不超过±1 3、技术要求 3.1全长的上、下挠曲及旁弯的矢高≤0.1%l,最大不超过20mm。 3.2焊接h型钢下料,板厚小于8mm时用机械剪切,大于8mm时用氧—丙烷或—乙块精密切割工艺和用多 头自动切割机或半自动切割机加工,翼板边缘光洁度应达到ra=25μm(▽3)。 3.3用于柱、梁的h型钢,其腹板厚度小于20mm时采用埋弧贴角焊,腹板可不开坡口。 3.4凡用于重级工作制吊车梁的焊接h型钢,要求上翼缘与腹板连接的纵向焊缝必须焊透。 3.5重级工作制吊车梁的焊

热门文档 H319焊接短管DIN17455
格式:pdf
大小:93KB
页数:10P
人气:85
4.7
作业指导书 工程名称:张家港华兴电力有限公司2×395mw燃机工程 编号:h-13 作业项目名称:管道焊接热处理 编制单位:江苏省电力建设第一工程公司张家港分公司 编写:杨芳嫔日期:2004.12.27 审核:孙逸诚日期:2004.12.29 审定:汪小刚日期:2005.01.01 顾海阳2005.01.02 批准:吴玉进日期:2005.01.03 出版日期:版次:第一版 管道焊接热处理(h-13)1/9 目录 1.适用范围 2.编制依据 3.工程概况及主要工作量 4.作业人员的资格和要求 5.主要机械及工器具 6.施工准备 7.作业程序 8.作业方法、参数及工艺要求 9.不合格品的热处理 10.质量检查与验收 11.工序交接及成品保护 12.安全文明施工 13.环境管理 14.技术记录 管道焊接热处理(h-13)2/9 1.适用范围
格式:pdf
大小:47KB
页数:11P
人气:85
4.4
实训一 实训名称引弧、运条、连接及收尾 实训地点焊接车间 实训时间 实训目的掌握焊条电弧焊引弧、运条、连接及收尾等基本操作技能 实训工具及材料 ⒈焊机交流焊机。⒉工件低碳钢板200×150×5mm,一块。⒊焊条e4303,ф3.2mm。 ⒋辅助工具钢丝刷、錾子、锉刀、敲渣锤等。 操作过程与要领 (一)引孤方法 引弧方法可分为划擦法和敲击法两种。 引弧的步骤 ⒈清理干净焊接处表面的油物、锈斑。 ⒉为便于引弧,焊条末端应裸露焊芯,若有药皮可用锉刀轻锉或戴焊工手套捏除。 ⒊右手握住焊钳,将焊条找准引弧位置。左手持焊帽,挡住面部,准备引弧。 操作注意事项 ⑴引弧中,焊条提起速度要适当,太快难以形成电弧,太慢焊条与焊件易粘在一 起。当焊条粘住焊件时,只要将焊条左右摆动几下就可以脱离焊件。若不能脱离,要 立即将焊钳从焊条上取下,防止短路时间过长,烧毁焊机。 ⑵引弧的位置应选在焊
格式:pdf
大小:29KB
页数:6P
人气:85
4.7
1 《焊接h型钢》(yb3301-2004)行业标准 编制说明 一、工作简况 1.任务来源 随着科技进步及我国焊接钢结构工程的蓬勃发展,已在国内 执行和应用了十几年的行业标准《焊接h型钢》(yb3301-92)需 进行补充、修订,按国经贸厅行业[2003]22号文件通知,由该标 准原编制单位中冶集团建筑研究总院、冶金工业信息标准研究院 负责组织修订,并增加中冶京诚工程技术有限公司、马钢集团钢 结构公司、山东莱钢建设有限公司、浙江精工钢结构公司、江苏 无锡市阳通机械设备有限公司等设计、生产、生产线设备制造厂 家为该标准修订编制单位。 2.主要工作过程 接到国经贸厅行业[2003]22号文件后,中冶集团建筑研究总 院、冶金工业信息标准研究院将《焊接h型钢》(yb3301-92) 的补充、修订工作纳入了2004年工作计划。2004年5月,由中 冶集团建筑研究总院发文、

精华文档 H319焊接短管DIN17455
格式:pdf
大小:14KB
页数:4P
人气:85
4.6
浅谈焊接应力和变形的关系 徐先锋,胡艳艳 (华东交通大学机电工程学院,江西南昌330013) 摘要:随着社会经济与技术的不断发展,现代焊接向着大型化、高精度的方向发展。本文对焊接应力和焊 接变形的各种影响因素进行了分析,提出了控制焊接应力和焊接变形的措施。影响焊接应力与变形的因素很 多,最根本的原因是焊件受热不均匀,其次是由于焊缝金属的收缩、金相组织的变化及焊件刚性的不同所 致。最后总结了焊接应力和焊接变形的关系。 关键字:焊接应力;焊接变形;控制措施;结论 discussionontherelationshipbetweenweldingstressanddeformation xuxianfeng,huyanyan (schoolofmechanical&electronicengineering,eastchinajiaoton
格式:pdf
大小:83KB
页数:4P
人气:85
4.7
φ219×1615crmo耐热钢管的水平固定焊接 概述:15crmo耐热钢在520℃时还具有较高的持久强度,并具有良 好的抗氧化性能。当温度超过550℃时,蠕变极限开始明显下降。长期处 于500-550℃工作时,会产生碳化现象。15crmo耐热钢管主要用于蒸汽参 数为510℃的高中压蒸汽管道。本文根据现场施工实践介绍φ219×16耐 热钢管的焊接。选用合适的焊接材料和焊接工艺,避免了缺陷的产生。 关键词:耐热钢碳化现象微裂纹短弧操作氩电联焊回火热处 理内填丝法射线探伤硬度检验 1.焊前准备 1.1坡口的加工 15crmo耐热钢管的坡口加工一般采用机械方法加工。坡口角度60°, 钝边0.5~1mm。如果不能采用机械加工时也可采用火焰切割的方法加工, 但火焰切割前需将被切割部位加热至150℃方可进行切割,当气温低于 0℃时切割后需对切割部位采取保温缓
格式:pdf
大小:205KB
页数:2P
人气:85
4.4
 H13钢旋压芯棒的焊接
H13钢旋压芯棒的焊接 介绍对h13钢材料旋压芯棒进行加长的焊接方案包括焊接结构、焊接工艺及实施过程,证明该措施是可行的。
格式:pdf
大小:220KB
页数:8P
人气:85
4.6
施工组织设计 第1页共8页 工程名称 第一卷球罐焊接工艺 第1章焊前准备: 第1节16mnr钢的焊接性分析 16mnr钢属低合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向, 根据16mnr的焊接cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据 板厚34mm16mnr钢的线能量范围12~50kj/cm,结合co2气体保护电弧焊t8/5冷却 时间线算图,初步确定预热温度范围为80~150℃时,t8/5>tp′。 第2节焊接工艺评定 根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平 仰焊、立焊和横焊三种位置进行评定。 评定项目如下: 射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。 焊接工艺评定报告编号为q-40(平仰焊) q-41(立焊) q-42(横焊) 第3节焊工的培训与考核
最新文档 H319焊接短管DIN17455
格式:pdf
大小:93KB
页数:10P
人气:85
4.5

作业指导书 工程名称:张家港华兴电力有限公司2×395mw燃机工程 编号:h-13 作业项目名称:管道焊接热处理 编制单位:江苏省电力建设第一工程公司张家港分公司 编写:杨芳嫔日期:2004.12.27 审核:孙逸诚日期:2004.12.29 审定:汪小刚日期:2005.01.01 顾海阳2005.01.02 批准:吴玉进日期:2005.01.03 出版日期:版次:第一版 管道焊接热处理(h-13)1/9 目录 1.适用范围 2.编制依据 3.工程概况及主要工作量 4.作业人员的资格和要求 5.主要机械及工器具 6.施工准备 7.作业程序 8.作业方法、参数及工艺要求 9.不合格品的热处理 10.质量检查与验收 11.工序交接及成品保护 12.安全文明施工 13.环境管理 14.技术记录 管道焊接热处理(h-13)2/9 1.适用范围
格式:pdf
大小:1.8MB
页数:19P
人气:85
4.5
. . 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,t形,搭接和端接接头。如图4.2所示,这五种 基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又 形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸 和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件, 铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形 状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。 . . . . 焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的 能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边
格式:pdf
大小:73KB
页数:4P
人气:85
4.7
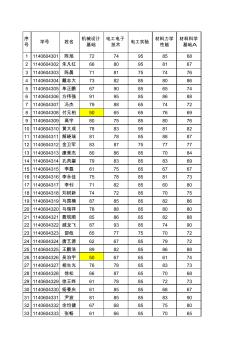
序 号 学号姓名 机械设计 基础 电工电子 技术 电工实验 材料力学 性能 材料科学 基础a 11140604301陈旭7274958568 21140604302朱凡红6680958167 31140604303陈晨7181757476 41140604304戴志大7382858086 51140604305单正鹏6790856574 61140604306方伟强9195858688 71140604307冯杰7988657472 81140604308付元柏5065657669 91140604309高宇8075858076 101140604310黄大成7883958182 111140604311解晓瑞8178858887 12
格式:pdf
大小:268KB
页数:26P
人气:85
4.5
1 2020年4月19日 不锈钢焊接工艺标 准 文档仅供参考 2 2020年4月19日 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术 水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管 理。焊丝在使用前应清除油锈及其它污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9 升/分钟,气瓶中的氩气不能用尽,瓶内余压不得低于0.5mpa, 文档仅供参考 3 2020年4月19日 以保证充氩纯度。 3.

格式:pdf
大小:200KB
页数:2P
人气:85
4.3
SA213-TP347H钢小径管焊接工艺 针对sa213-tp347h钢小径管焊接的特点,介绍了采用手工钨极氩弧焊焊接工艺,对焊接操作中发现的问题进行讲解并提出了应对措施,对焊工焊接技术的提高有较大的参考价值。
格式:pdf
大小:373KB
页数:38P
人气:85
4.4
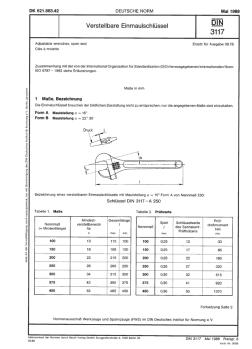
1 德国工业标准din17175-1979年5月出版 《耐热无缝钢管供货技术条件》 此标准代替: din17175第一部分, din17175第二部分及其附页 与国际标准化组织(iso)颁布的iso2604ⅱ国际标准的关系, 请参阅说明。 标有黑点的各节的内容,须在订货时进行协议或可能在订货时注 明。 1.适用范围 本标准适用于无缝钢管①,包括表1中所列的热强钢制成的用于 集箱的管子。这些管子可用于制造温度达600℃和同时是高温下运行 的蒸汽锅炉、管道、压力容器和仪表,由于总的负荷和特殊的氧化条 件不同,可以降低或升高所列的温度限制。 注①:此外,对应满足德国蒸汽锅炉委员会(dda)颁布德《蒸汽锅炉技术规程(trd)》 的用于锅炉部件的管子,还应该注意这些规程条款。偶尔也应考虑《压力容器技术规程》(西 德ad压力容器规范) din德国
格式:pdf
大小:46KB
页数:5P
人气:85
4.8
焊接工艺制度 本工艺规范规定了氩弧焊、co2气体保护焊、电容储能焊设备、材料、焊接准备、焊接工艺参数、焊接操作 工艺流程;适用于公司各种钣金件和结构件的焊接工序。 1.材料 焊丝、技术图纸和有关技术资料规定的半成品零部件和辅料。 2.设备及工具 3.1交(直)流脉冲氩弧焊机、co2保护焊机、电容储能螺柱焊机。 3.2电焊钳、面罩。 3.3平台。 3.4钢卷尺、角尺。 3.5各种焊接夹具、手锤等。 3.焊接技术标准 4.1材料的焊接特性 4.2.1钢材的可焊性 碳钢,如a3、10#、20#、25#以及1cr18ni9不锈钢等可焊性良好,焊接牢固、变形小、易保证焊 接后的尺寸精度;中碳钢以及1cr13不锈钢的冷裂倾向和变形大,只有在合适的工艺规范下,才 能保证焊接的进行。 4.2.2有色金属的可焊性 有色金属中的黄铜(h62)的可焊性良好,铜(t2)铝镁
文辑创建者
我要分享 >
职位:暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐