HKCOP-10-WI-007阻焊工序检验规范
2025-01-21

18 三阶文件 版次第页共页 a/o15 模具检验作业规范文件编号qwi-ys/m-007 1.目的 对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入 使用的物料、部品和模具满足预期的要求。 2.范围 适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品、以及电 极类间接用的部品。 3.定义 来料检验:外部购买的物料和委外加工部品的检验。 过程检验:内部加工的模具零部件、电极类部品等的半成品和成品检验。 最终检验:模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。 4.职责 4.1设计科、工艺科负责相关检验数据的提供。 4.2制造各科负责对物料、部品以及模具实施来料检验、过程检验和最终检验。 4.3生管科对采购物资质量负责,并配合制造各科做好来料检验工作。 4.4制造科协助做好过程检验,并确保未经检
文件分发范围 总经理1副总经理1管理者代表1 制造中心1品管部1 更改记录 版次更改内容更改日期登录人 编制审核批准 1.目的:为了有效控制制程质量,确保生产畅通,特制定本规范。 2.范围:适用于印刷工序的检验操作规范。 3.检验内容及操作规范: 胶印操作规程 3.1、流程图 3.2、操作规程 3.2.1、上班时先检查机台周边安全,然后打开电源。 3.2.2、接到生产订单,看清工作单要求,核对ps版及纸张的标识是否与工作单号一致, 材料是否与工单符合。 3.2.3、装版前应检查版的图纹及文字线条是否完整,顔色标识是否正确,确认无误后正 常上机装版。 打开电源 装 版 上 墨 上 纸 套印套印 试印 首件确认合格 正常生产 转下道 3.2.4、装版时注意版面不能擦伤和衬垫的厚度,上版锁紧版夹后,拉紧版两头、拖梢及 咬边的螺丝。 3.2.5、装
编辑推荐下载
格式:pdf
大小:456KB
页数:33P
人气:97
 4.8
4.8

裁板质量标准 文件编号:版本号:页数:共2页第1页 编制:审核:批准: 加工设备名称:电子锯、裁板锯、万能推台锯操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。 项目质量要求 一、作业前检验要求 1、粘压料1)冷压中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。 2)饰面板面纸起皱、严重刮伤、纸与板面分层、纸纹方向不正确的板件不可投入本工序生产。 2、对来件每20件抽检2-4件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《产品质量事故报告单》向上汇 报。 二、开料板件质量标准 1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。 2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、
格式:pdf
大小:26KB
页数:1P
人气:97
4.4

新山川实业有限公司 人造石台面成品检验标准 文件编号:wi-qc-10 版本版次: 编写: 审核: 审批: a/0 page1of1 检验项目检验方法检验标准 缺陷等 级 处理方式备注 颜色 目视 对色板 1.0颜色与样板、采购单要求一致,不允许有色差。 严重退货色板 2.0星盆的颜色及款式须符合订单要求,星盆镶嵌方式 须同订单的要求相同。 严重返工 3.0色母须分布均匀,颜色清晰,无杂色,斑点及斑痕, 亮度须分布均
热门文档 HKCOP-10-WI-007阻焊工序检验规范
格式:pdf
大小:61KB
页数:2P
人气:97
4.7
中山市山(中)健包装有限公司 tricanco.,ltd. 检验标准书 作业程序书编号及名称版本编号生效日期页码 wi-69epe類檢驗規範a02011-08-241/2 内容大纲: 1.目的 2.范围 3.权责 4.作业程序 5.参考文件 页版本 pagerev alla0 变更内容: 1.新版发行 备注; 核准 会签 部门主管 审查制订 □□□□□□□■ 管 理 部 财 务 部 采 购 部 制 造 部 生 管 部 工 程 部 业 务 部 品 保 部 馮智青馮智青蔡均容 中山市山(中)健包装有限公司 tricanco.,ltd. 检验标准书 作业程序书编号及名称版本编号生效日期页码 wi-69epe類檢驗規範a02011-08-242/2 1目的:定義紙托外觀、尺寸的檢驗規格與判定基準,
格式:pdf
大小:879KB
页数:4P
人气:97
4.8
文件編號wi070004 炫興(煜興)電子有限公司 頁次第1页,共2頁 檔案名稱维修站作业规范版次a2 11.目的: 為加強維修作業規範化,產線將生產問題即時反應至相關單位改善. 2.范圍 適用於本公司維修站 3.權責 維修人員:負責各測試站不良維修及不良反饋. 4.定義:(略) 5.內容 5-1.维修作业流程 a.生产线所有电性不良品由维修员负责收,并记录每项不良数量于不良记录本再维修。 b.维修站应将当日产生之电性不良品于当天维修完成,整理相关数据并填写维修站日报表.以利不良追 溯;批量性不良或特殊不良情况则交由工程课分析。 c.维修品须先进先出,由发生不良之日起,滞留时间不可超过3日.维修品交接出去时,必须交接给生产 线指定交接人或指定生产线投放位置. d.维修品维修ok后,必须以绿色盘子装盛,并改用红色流
格式:pdf
大小:1.4MB
页数:3P
人气:97
4.3
 5A05型铝合金电阻焊二次点焊工艺研究
5A05型铝合金电阻焊二次点焊工艺研究 介绍5a05型铝合金焊接母材化学成分及力学性能,以及电阻点焊焊接设备。分析电阻点焊焊接特性和接头形式,"硬规范"、"软规范"和二次点焊焊接工艺参数,并对焊接接头进行外观检测、拉伸试验、撕裂试验、剪切试验和宏观金相试验,提出电阻焊二次点焊工艺宏观金相熔核成形良好,没有裂纹、缩松、缩孔、核心偏移等缺陷,在一定程度上改善5a05型铝合金电阻焊接性能等结论。
格式:pdf
大小:77KB
页数:9P
人气:97
4.4

designation:a135–01 standardspeci?cationfor electric-resistance-weldedsteelpipe1 thisstandardisissuedunderthe?xeddesignationa135;thenumberimmediatelyfollowingthedesignationindicatestheyearof originaladoptionor,inthecaseofrevision,theyearoflastrevision.anumberinparenthesesindicatestheyearoflastreapproval.a superscriptepsilon(e)indicatesaneditoria
格式:pdf
大小:76KB
页数:3P
人气:97
4.7

济南金力液压机械公司 关键工序焊接检验记录 产品编号:20110901 产品型号sc200/200部件名称标准节图号sc200/200.1.1数量13节 检验项目 检验标准要求检验结果 结论关建 焊缝 重要 焊缝 一般 焊缝 关建 焊缝 重要 焊缝 一般 焊缝 外形 尺寸 焊脚尺寸0~+3.0 □合格 □不合格 错边量 e<0.1δ 且≤2 e<0.1δ 且≤2 e<0.15δ 且≤3 □合格 □不合格 焊缝余高 h≦1+0.05s 且≤3 h≦1+0.15s且 ≤4 h≦1+0.2s且 ≤5 □合格 □不合格 外部 质量 裂纹不允许不允许不允许 有□ 无□ 有□ 无□ 有□ 无□ □合格 □不合格 表面气孔不允许不允许 每50焊缝长 度允许有1个 气孔,其直径 d≤2 有□ 无□ 有□ 无□ 有□ 无□ □合格 □不合格 表
精华文档 HKCOP-10-WI-007阻焊工序检验规范
格式:pdf
大小:41KB
页数:1P
人气:97
4.6

年月 线路绿油文字孔图碳油okng 审核:制表: 备注 菲林检验记录表--样品 日期产品编码客户料号 表格编号:hksop-12-wi-003-r1 问题描述检查人制作人责任人 检查项目判定
格式:pdf
大小:24KB
页数:4P
人气:97
4.8
1. 目的:制订本标准的目的是建立中盒检验规程。 14.依据:国家药品监督管理局《药品生产质量管理规范》(1998年修订)第七十 五条。中盒质量标准 15.范围:本标准适用于中盒检验规程。 16.责任:qa包装材料检查员对本标准的实施负责。 17.正文: 17.1.尺寸: 17.1.1.仪器和用具:分度值为0.5mm的钢直尺。 17.1.2.测定法: 17.1.2.1.将中盒折叠成型后,用分度值为0.5mm的钢直尺测量。 17.1.2.2.结果判定:长×宽×高:145×122×133mm,偏差不得超过±1mm。 17.2.材质: 17.2.1.仪器和用具:分度值为0.5mm的直角尺,裁纸刀,电子天平。 17.2.2.测定法: 17.2.2.1.目检,与标准纸板对照检查。 17.2.2.2.称重检查: 17.2.2.3.随机取3个试样,用直角尺
格式:pdf
大小:42KB
页数:3P
人气:97
4.5
1 栓钉焊焊接标准(ldzg-gx-007) 1.范围:本标准适用于各类钢框架混凝土结构中需进行栓钉焊接施工的构件的焊接 操作。 2.施工准备: 2.1焊前检查: 2.1.1焊接前,应对焊钉进行检查,并保证无锈蚀、氧化皮、油脂、受潮或其他对焊接 质量造成影响的缺陷。 2.1.2焊接用的瓷环应保持干燥,若由于包装损坏而导致瓷环受潮,则应在焊前进行烘 干,烘干温度为120℃,保温两小时。 2.1.3在焊钉施焊处50mm范围内不应有氧化皮、锈或潮湿等影响焊接质量的有害物质。 2.1.4馈电导线长度小于50mm时,其截面不应小于35mm 2 ;同时,必须采用足够容量的 专用电源,其容量一般为100kva—150kva,并应防雨和防晒,配电箱应在栓焊机 附近,便于出现故障时迅速切断电源。焊机机体距离墙体或其他障碍物的最小距 离为20cm,以保证焊机周围空气流通,有利于散
格式:doc
大小:28KB
页数:2P
人气:97
4.5

气焊工 1.1点燃焊(割).6时,应先开乙炔阀点火,然后开氧气阀调整火焰。关闭时应先关闭乙炔阀,再关氧气阀。 1.2点火时,焊炬口不得对着人,不得将正在燃烧的焊炬放在工件或地面上。焊炬带有乙炔气和氧气时,不得放在金属容器内。 1.3作业中发现气路或气阀漏气时,必须立即停止作业。 1.4作业中若氧气管着火应立即关闭氧气阀门,不得折弯胶管断气;若乙炔管着火,应先关熄炬火,可用弯折前面一段软管的办法止火。 1.5高处作业时,氧气瓶、乙炔瓶、液化气瓶不得放在作业区域正下方,应与作业点正下方保持在10m以上的距离。必须清除作业区域下方的易燃物。 1.6不得将橡胶软管背在背上操作。 1.7作业后应卸下减压器,拧上气瓶安全幅,将软管盘起捆好,挂在室内干燥处;检查操作场地,确认无着火危险后方可离开。 1.8
最新文档 HKCOP-10-WI-007阻焊工序检验规范
格式:pdf
大小:28KB
页数:3P
人气:97
4.5
第1页 smp/qc(00)007-01 检验样品管理规程 文件类别:管理标准 颁发部门分发部门份数分发部门份数 质量管理部 质量管理部人事行政部 生产部工程部 物料部销售部 审批表 签名部门日期 制订人年月日 审核人年月日 批准人年月日 生效日期年月日 江西中兴汉方药业有限公司 题目检验样品管理规程编码smp/qc(00)007-01 第2页 目的:规范质量管理部qc样品的接收、登记、贮存、发放以及处理工作,保证样品布丢失、不 混淆、不变质,确保检验结果准确、可靠。 范围:适用于质量管理部qc接收的所有检验样品,包括物料、中间产品、成品、检验样品、留 样样品、稳定性考察样品、新产品、试验样品等。 责任: 1质量管理部qc人员样品管理员负责执行本制度。 2质量管理部qc主任负责监督本规程的执行情况。
格式:pdf
大小:24KB
页数:2P
人气:97
4.7
弱电设施设备运行、 巡视、维保规范 文件编号:wdsy/bjbq-wi-gc0601 版本状态:b/0 万达商业 wandacommerce 1.运行 规范弱电设施设备运行管理工作,预防和杜绝事故的发生,确保所管机房、设备的 安全运行、管理有序。 1.1负责物业电话机房、报警监控、消防系统主机等弱电设备的维护和保养,确保通讯 系统畅通无阻。 1.2确保楼宇自控系统、消防系统等24小时正常运行。 1.3保持电话机房、有线电视机房等弱电机房的清洁整齐。 1.4检查电话系统、自控系统、布线系统等弱电系统的巡检记录,并对整个系统进行巡 视,发现问题立即处理。 1.5对物业内电话系统、局域网系统、消防系统等资源及分配情况做出完整详尽的记录。 1.6熟悉音响系统、电话交换机、消防主机、楼宇自控主机的性能,发生故障时应能及 时处理,处理不了的应及时联络
格式:pdf
大小:16KB
页数:8P
人气:97
4.3

1/8 工作总结 中化三建安装九公司 本人于1997年7月进入安装工程九公司,一直从事电焊工作,具有较强的工作责任心、 尽职履责能力、服务服从意识和较高的专业知识水平。在十三年的工作时间里,我先后参加 了合肥四方集团“8.13”工程、安庆石化总厂焦化炉检修工程、辽宁抚顺石油二厂2.5万吨 /年甲乙酮工程、山西“1830”化肥厂、宁波台塑30万吨/年pvc工程、云南云沾化空分工 程、多伦煤化工工程、江西新余多晶硅工程、青海格尔木甲醇工程、越南宁平化肥厂合成氨 装置新建工程等大中型国内国外等工程。通过这么多年的工作,我了解了电焊工所具备的专 业知识、理论和经验,现再此我就电焊专业方面的焊接缺陷、原因分析和防止措施进行总结。 此总结我以外部缺陷和内部缺陷分别进行总结: a、外部缺陷 一、焊缝成型差 1、现象 焊缝波纹粗劣,焊缝不均匀、
格式:pdf
大小:17KB
页数:1P
人气:97
4.5

西气东输二线工程作业指导书no:010 单位工程名称第24标段线路工程交底时间 施工单位 江汉油建公司 西气东输二线工程东段项目部 交底部位 工序名称焊缝质量检验 交底提要:根据要求和相关规范,对焊缝质量检验工序进行技术交底。 相关规范:1.《油气长输管道工程施工及验收规范》gb50369-2006 2.《西气东输二线管道工程线路工程施工技术规范》q/sygjx0109-2008 3.《西气东输二线管道工程线路焊接技术规范》q/sygjx0110-2007 4.《西气东输二线管道工程基于应变设计的x80钢管焊接技术规范》q/sygjx0111-2007 5.《西气东输二线东段工程焊接工艺规程》 交底内容: 一、作业标准 1)焊缝外观成型均匀一致,焊缝及其热影响区表面不得有裂纹、未熔合、气孔、夹渣、飞溅、夹具 焊点等缺陷。 2)
格式:pdf
大小:22KB
页数:3P
人气:97
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
格式:pdf
大小:65KB
页数:8P
人气:97
4.4
高级技师职业资格鉴定论文 论文题目co2气体保护焊的操作技术 姓名:李权忠 所在县市区:四川省米易县 所在单位:攀枝花市华森职业学校 co2气体保护焊的操作技术 李权忠 攀枝花市华森职业学校 摘要: 通过对co2气体保护焊的优缺点的分析,阐述了co2气体保护焊 焊接缺陷产生的原因及防止方法的分析;同时阐述了co2气体保护焊 焊接常用的设备、焊接材料以及焊接电流、电弧电压、气流的调节方 法,系统分析焊接的操作过程。每一道完美的焊缝与焊接电流、电弧 电压、焊接结构母材、焊接手法等都有着至关重要的关系。 一、概念 co2气体保护焊俗称:二保焊、气保焊,是利用co2气体作为 电弧介质并保护焊接区电弧焊,属于熔化极气体保护焊,因其工作效 率高,生产成本低本,熔透性好、焊接变形小等优点故被广泛应用于 工业制造。 二、co2气体保护焊的优点: 1、工作效率高是手工焊
格式:pdf
大小:3.5MB
页数:76P
人气:97
4.5
http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** http://www.***.*** h
格式:pdf
大小:13KB
页数:2P
人气:97
4.8
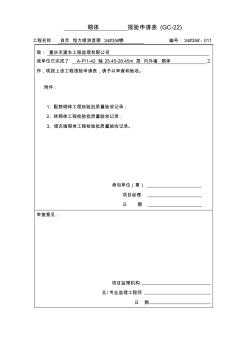
砌体报验申请表(gc-22) 工程名称:自贡.恒大绿洲首期34#35#楼编号:34#35#-011 致:重庆市建永工程监理有限公司 我单位已完成了a-p/1-42轴25.45-28.45m层内外墙砌体工 作,现报上该工程报验申请表,请予以审查和验收。 附件: 1、配筋砌体工程检验批质量验收记录; 2、砖砌体工程检验批质量验收记录; 3、填充墙砌体工程检验批质量验收记录。 承包单位(章) 项目经理 日期 审查意见: 项目监理机构 总/专业监理工程师 日期
格式:pdf
大小:108KB
页数:5P
人气:97
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcorru
格式:pdf
大小:1.4MB
页数:22P
人气:97
4.7
目录 1.工程概况............................................................1 1.1工程(系统或设备)概况.............................................1 1.2工程量和工期.......................................................1 2.编制依据............................................................1 3.作业前的条件和准备..................................................2 3.1技术准备....................................
文辑创建者
我要分享 >
职位:造价审核岗
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐