LED灯具厂IPQC作业指导书
2024-06-14
变更标识 变更日期 变更内容 A/0 30/05/2013 初版 版次 A/1 A/1 18/04/2014 生效日期 18/04/2014 页次 第1 页 ,共3页 3.0. 定义: IPQC(In process Quality Control): 过程品质控制 BOM(Bill of material): 材料表 (物料清单) ECN(Engineering Change Note): 工程更改通知 SOP(Standard Operating Procedure): 标准作业程序 SIP(Standard Inpection Procedure): 标准检验规范 CAR(Correction Action Report): 改善行动通知书 ECN 、内部联络单等相关文件,在第一时间内确认生产线送检的 1p

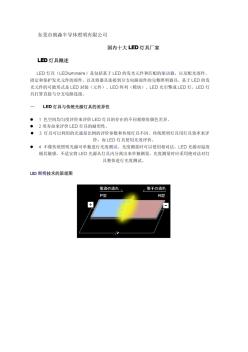
国内十大LED灯具厂家
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 ipqc巡检作业指导书 1.目的: 制定ipqc检验项目,防止不良产品流至下一工序; 2.范围: 适用于公司各产品工序ipqc检验工作。 3.定义: 无 4.权责: 4.1ipqc:负责首件确认及制程巡检工作,同时针对不符合项跟进改善效果; 4.2工艺部:针对相关部门提出的不良现象,做有效分析,并提供改善措施; 4.3生产部:负责对工艺部提出的改善方法执行。 5.内容: 5.1检验条件: 5.1.1正常光照/温度(23℃±5℃)/湿度(40%-70%rh)。 5.1.2配带静电环、手指套。 5.2生产步骤: 5.2.1生产前: 5.2.1.1核对生产所用物料必须符合产品要求,不能用错料。 5.2.1.2检验生产线各工位须有相应的作业指导书。 5.2.1.3检验
编辑推荐下载
格式:pdf
大小:41KB
页数:2P
人气:85
 4.4
4.4
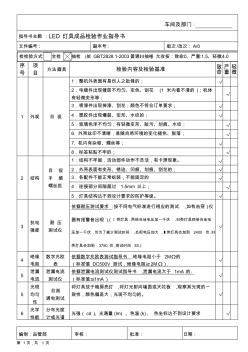
指导书主题:led灯具成品检验作业指导书 文件编号:副本号:版次/改次:a/0 编制:品管部审核:批准:日期: 第1页,共1页 车间及部门: 检检验方式:全检抽检(依gbt2828.1-2003普通ⅱ抽样),允收按:致命:0、严重:1.5、轻微:4.0 序 号 项 目 方法器具检验内容及检验基准致命 严 重 轻 微 1外观目视 1.整机外表面有易伤人之批锋的;√ 2.电镀件出现镀层不均匀、变色、刮花(1米内看不清的);机体 有轻微变形等; √ 3.喷漆件出现掉漆、刮花;颜色不符合订单要求;√ 4.塑胶件出现爆裂、变形、水纹的;√ 5.玻璃色泽不均匀;有轻微变形、脏污、划痕、水纹;√ 6.外壳丝印不清晰,易随自然环境的变化褪色、脱落;√ 7.机内有杂物、螺丝等;√ 8.标签粘贴不牢
格式:pdf
大小:5.5MB
页数:11P
人气:85
4.6
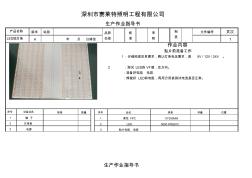
深圳市赛莱特照明工程有限公司 生产作业指导书 产品名称版本站别品质 会签 核 准 审 核 制 表 文件编号页次 led软灯条a年月日修改1 作业内容 贴片前准备工作 1:仔细阅读定单要求,确认灯条电压要求,是5v/12v/24v。 2:测试led的vf值,及方向。 3:准备好电阻电容. 4:焊接好led和电阻,再用万用表测试电流是否正常。 序号设备治具规格数量序号品名规格用量位置 1镊子1柔性fpc10*300mm 2万用表2led5050ws2812 3电源3
热门文档 LED灯具厂IPQC作业指导书
格式:pdf
大小:2.7MB
页数:8P
人气:85
4.4
led路灯作业指导书1 安装作业流程: 焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装 透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装 箱、入库 1、焊灯珠、做灯扳 方法: a、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。 b、取灯珠,看准正负极,端正地贴放在灯珠图标上: c、用烙铁加锡焊牢正负极引脚,做成灯扳 工具:防静电恒温烙铁、镊于 注意事项: (1)、正负极要认准, (2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位, led路灯作业指导书2 (3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周 围物体和人体。 (4)、焊点
格式:pdf
大小:5.1MB
页数:11P
人气:85
4.6
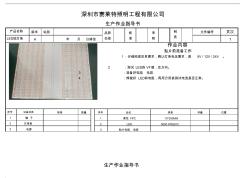
. . 深圳市赛莱特照明工程有限公司 生产作业指导书 产品名称版本站别品质 会签 核 准 审 核 制 表 文件编号页次 led软灯条a年月日修改1 作业内容 贴片前准备工作 1:仔细阅读定单要求,确认灯条电压要求,是5v/12v/24v。 2:测试led的vf值,及方向。 3:准备好电阻电容. 4:焊接好led和电阻,再用万用表测试电流是否正常。 序号设备治具规格数量序号品名规格用量位置 1镊子1柔性fpc10*300mm 2万用表2led5050ws2812 3
格式:pdf
大小:10KB
页数:8P
人气:85
4.3
led路灯作业指导书1 安装作业流程: 焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装 透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装 箱、入库 1、焊灯珠、做灯扳 方法: a、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。 b、取灯珠,看准正负极,端正地贴放在灯珠图标上: c、用烙铁加锡焊牢正负极引脚,做成灯扳 工具:防静电恒温烙铁、镊于 注意事项: (1)、正负极要认准, (2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位, led路灯作业指导书2 (3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周 围物体和人体。 (4)、焊点
格式:pdf
大小:1.8MB
页数:13P
人气:85
4.4
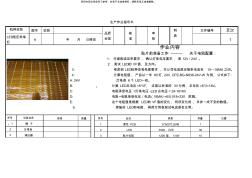
中山市旺派照明电器有限公司适用产品名称作业指导书工序名称工序排号 序号12345文件编号wpth-03-001焊接光源编制日期2014.6.13标准工时作业 类型材料名称光源铝基板焊锡丝导热硅脂操作说明页数第1页共7页标准产 能/h焊接人员配置材料规格根据bom根据bom根据bom根据bomled天 花灯1材料编号(图一)(图二)作业1、检查工位表面是否清洁;前检2、检 查物料一致性;查3、检查设备工具是否完好。1、将铝基板放在工作台面,在铝 基板光源基座位置均匀涂抹导热硅脂,如(图一);2、先在铝基板上每个光源的 焊盘一端加锡,如(图二);3、再把光源贴装在铝基板相应的位置,注意光源正 负极和铝基板上标注的正负极一致,用电熔化使光源引脚焊接在焊盘上,如(
精华文档 LED灯具厂IPQC作业指导书
格式:pdf
大小:150KB
页数:11P
人气:85
4.6
昆明市轨道交通3号线一期工程车站设备(风水电)安 装及设备区装修工程项目(东段)三标段 灯具安装施工作业指导书 编制人: 审核人: 审批人: 编制日期: 中铁一局集团建筑安装工程有限公司 昆明市轨道交通3号线一期工程车站设备(风水电)安装及设备区 装修工程项目(东段)三标段项目部 灯具安装工程作业指导书 1适用范围 适用于公司范围内民用建筑工程室内、外电气照明灯具安装。 2作业准备 2.1技术准备 1施工图纸和技术资料齐全。 2施工方案编制完毕并经审批。 3施工前应组织参施人员熟悉图纸、方案,并进行安全、技术交底。 2.2现场准备 1灯具:各种灯具的型号、规格必须符合设计要求和国家标准的规定。配件 齐全,无机械损伤、变形、油漆剥落、灯罩破裂和灯箱歪翘等现象,各种型号的照 明灯具应有出厂合格证
格式:pdf
大小:108KB
页数:5P
人气:85
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcorru
格式:pdf
大小:83KB
页数:7P
人气:85
4.8
中铁二局集团有限公司大连地铁风水电安装一标段项目经理部 大连地铁工程机电设备(风水电)安 装总承包项目一标段 灯具安装作业指导书 编制: 审核: 批准: 编制单位:中铁二局集团有限公司大连地铁 风水电安装一标段项目经理部 编制日期:2013年4月 中铁二局集团有限公司大连地铁风水电安装一标段项目经理部 目录 1.编制依据及适用范围.....................................1 1.1编制依据...........................................1 1.2适用范围...........................................1 2.施工准备...............................................2 2.1内业技术准备......
格式:pdf
大小:8KB
页数:3P
人气:85
4.6
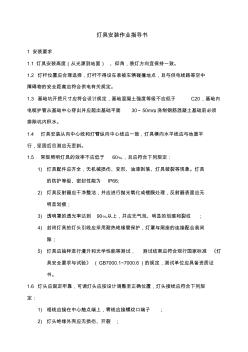
灯具安装作业指导书 1安装要求 1.1灯具安装高度(从光源到地面)、仰角,装灯方向宜保持一致。 1.2灯杆位置应合理选择,灯杆不得设在易被车辆碰撞地点,且与供电线路等空中 障碍物的安全距离应符合供电有关规定。 1.3基础坑开挖尺寸应符合设计规定,基础混凝土强度等级不应低于c20,基础内 电缆护管从基础中心穿出并应超出基础平面30~50mm。浇制钢筋混凝土基础前必须 排除坑内积水。 1.4灯具安装从向中心线和灯臂纵向中心线应一致,灯具横向水平线应与地面平 行,坚固后目测应无歪斜。 1.5常规照明灯具的效率不应低于60﹪,且应符合下列规定: 1)灯具配件应齐全,无机械损伤、变形、油漆剥落、灯具破裂等现象。灯具 的防护等级、密封性能为ip66; 2)灯具反射器应干净整洁,并应进行抛光氧化或镀膜处理,反射器表面应无 明显划痕; 3)透明罩的透光率达到90﹪
格式:pdf
大小:351KB
页数:3P
人气:85
4.5
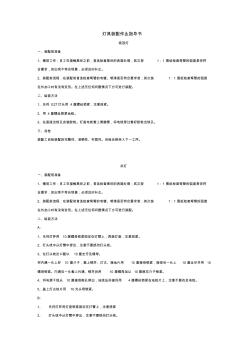
灯具装配作业指导书 吸顶灯 一、装配前准备 1、镀前工作:员工在接触黑坯之前,首选检查黑坯的表面处理;其次按1:1图纸检查弯管的弧度是否符 合要求,如出现不符合现象,必须及时补正。 2、装配前流程:在装配前首选检查弯管的电镀、喷漆是否符合要求首;其次按1:1图纸检查弯管的弧度 在外加工时有没有变形。在上述无任何问题情况下方可进行装配。 二、组装方法 1、先将e27灯头用4厘螺丝锁紧,注意扭紧。 2、用4厘螺丝锁紧地线。 3、在底座出线孔安装胶粒。灯座电线套上黄腊管,将电线穿过套好胶粒出线孔。 三、自检 装配工自检装配的完整性、准确性、牢固性。自检合格转入下一工序。 吊灯 一、装配前准备 1、镀前工作:员工在接触黑坯之前,首选检查黑坯的表面处理;其次按1:1图纸检查弯管的弧度是否符 合要求,如出现不符合现象,必须及时补正。 2、装配前流程:在装配前首选检查弯管的电镀、喷漆是
最新文档 LED灯具厂IPQC作业指导书
格式:pdf
大小:775KB
页数:18P
人气:85
4.3
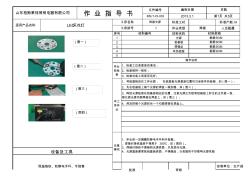
文件编号 bslt-oi-003 焊接光源标准工时标准产能/h 1作业类型人员配置 序号材料名称 1光源 2铝基板 3焊锡丝 4导热硅脂 5 山东柏斯莱特照明电器有限公司作业指导书 led天花灯 1、作业前一定佩戴防静电手环和手指套。 、焊接时烙铁温度不得高于380℃,如(图四)。 3、焊接时烙铁不要碰到光源表面,以免烫伤光源。 4、光源基座要紧贴铝基板表面,不得翘起,以免散热不好影响光源性能 恒温烙铁、防静电手环、手指套 审核批准 适用产品名称 设备及工具 拟制单位:生产部 本工 序作 业 注意 事项 3、再把光源贴装在铝基板相应的位置,注意光源正负极和铝基板上标注的正负极一致, 熔化使光源引脚焊接在焊盘上,如(图三); 1、将铝基板放在工作台面,在铝基板光源基座位置均匀涂
格式:pdf
大小:313KB
页数:2P
人气:85
4.4
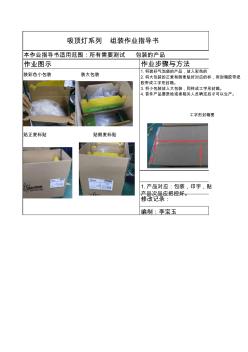
作业图示 装彩色小包装装大包装 贴正麦标贴贴侧麦标贴 编制:李宝玉 1.产品对应:包装,印字,贴 产品次品应把控好。 修改记录: 本作业指导书适用范围:所有需要测试包装的产品 作业步骤与方法 吸顶灯系列组装作业指导书 1.将装好气泡袋的产品,放入彩色的 2.将大包装的正麦和侧麦贴好对应的标,用封箱胶带把 胶带成工字形封箱。 3.将小包装放入大包装,同样成工字形封箱。 4.首件产品要质检或者相关人员确定后才可以生产。 工字形封箱图 作业名称包装 页数/总页数第16页/总16页 2016.3.22 物料/工具/注意事项 物料 工具(主要) 品质要求 1.外观小次放 2.参数不对挑出 3.注意贴纸,包装盒信息对应 审核:核准: 字,贴纸等
格式:pdf
大小:616KB
页数:4P
人气:85
4.7

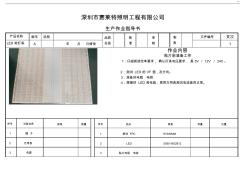
(rgb软灯条系列)文件编号 rgb软灯条(通用)文件頁次 2010/7/8版本编号 5 炉前目检 工序 外观 制作:审核: 1.对已贴片好的pcb进行检查/自检,检验有无漏贴元件,贴片偏移, 贴片反向,贴错位置,贴片立碑等不良缺陷.(重点检验项目) 2、对不良点用镊子进行修正,轻拿轻放,不要擦到fpc板或是碰到 其它电子原件。 3.炉前目检应从炉中出来一块板,必须进行测试(检验重点,不能出 现pcb板推挤现象) 3.不良缺陷判定依据《sop作业指导书》要求判定 4.此工序操作具体依据《sop作业指导书》执行生产。 目视 《自主检验 报告》 无 检验 工序 检验 工具 备料 物料核 对 1.生产部/外协加工厂依据《
格式:pdf
大小:41KB
页数:6P
人气:85
4.6
led日光灯成品检验作业指导书 一目的: 规范成品检测项目、作业方法,使成品检验作业员明确成品检验项目及作 业方法,确保生产的成品符合客户要求。 二范围: 本公司所有成品均适用。 三定义: 3.1oqc:outgoingqualitycontrol,出货质量控制。 3.2fg:frequencygenerator,频率发生。 3.3alarm:报警功能。 3.4pwm:pulsewidthmodulation,脉冲频宽调谐。 3.5autostart:自动起动功能。 3.6asq:americansocietyforquality,美国质量协会 3.7极限电压:产品运行电压范围的最大值和最小值 四权责: 4.1qe工程师:负责制定《成品检验标准》。 4.2检验员:负责按作业规范进行成品检验。 五内容: 5.1检测使
格式:pdf
大小:69KB
页数:13P
人气:85
4.4

led灯制程巡检作业指导书 修订 日期 修 订 单 号 修订内容摘 要 页 次 版次修订审核 批 准 2011/08/1 5 / 系统文件 新制定 4 a/ 0 /// 批准:审核:编制: led灯制程巡检指导书 一目的: 规范半成品、成品制程巡检检测项目、方法、频率及标准,确保生 产过程符合工艺要求和作业规范,从而保证产品质量符合客户要求;同时通 过制程巡检收集生产制程的数据,有效地监控制程的变化,并以此推动制程 的持续改善。 二范围: 所有led应用产品半成品和成品制程; 四权责: 4.1qe:负责制定制程巡检的作业规范; 4.2检验员:负责按制程巡检作业指导书进行检验; 五内容: 5.1巡检项目: 制 程 检 频 率 ( 小 时 / 次 ) 测 数 量 ( p c s ) 工 组 片 检 测 视 灯 罩 次视 箱 温 度 巡 查 度 计 巡检 记录 表
格式:pdf
大小:2.6MB
页数:10P
人气:85
4.7
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。 生产作业指导书 机种名称版本站别 品质 会签 核 准 审 核 制 表 文件编号页次 led低压软条 灯 a年月日修改1 作业内容 贴片前准备工作---------关于电阻配置: 1:仔细阅读定单要求,确认灯条电压要求,是12v/24v。 2:测试led的vf值,及方向。 3:考虑到led的寿命和亮度要求,本公司电流规定每串电流在15---18ma之间。 4:计算电阻值,产品以一米60灯,24v,cpz-bg-n836-24v-w为例,公式如下:
格式:pdf
大小:5.3MB
页数:14P
人气:85
4.4
** 深圳市赛莱特照明工程有限公司 生产作业指导书 产品名称版本站别品质 会签 核 准 审 核 制 表 文件编号页次 led软灯条a年月日修改1 作业内容 贴片前准备工作 1:仔细阅读定单要求,确认灯条电压要求,是5v/12v/24v。 2:测试led的vf值,及方向。 3:准备好电阻电容. 4:焊接好led和电阻,再用万用表测试电流是否正常。 序号设备治具规格数量序号品名规格用量位置 1镊子1柔性fpc10*300mm 2万用表2led5050ws2812 3电源3贴片电阻电容 ** 生产作业指导书 产品名称版本站别品质 会签 核 准 审 核 制 表 文件编号页次 led软灯条a年月日修改2 作业内容 刷锡膏 1.找到对应的钢网,将钢网和fpc板对准确
格式:pdf
大小:1.4MB
页数:11P
人气:85
4.4
佛山市穗明光电有限公司 面板灯生产作业指导书 作业流程图 ng ng 电参数 ng ok ok 漏电测试 备料 成品综合检测 固定灯板在散 热体上 维修 核对材料 灯板测试 焊连接线与装 扩散面板 安装铝边框与铝 边框的固定 成品包装 检验入库 点亮老化 电源安装 电源固定盖安 装 贴灯珠与焊接 灯珠 安装电源固定 板和装饰板 作业指导书 文件编号wi-qe-0802 版本ao 编制生产品质工程页码1/9 实施时间2010-8-8 产品名称:面板灯工序名称:贴灯珠与焊灯珠 设备:防静电手环、针筒、镊子、高温焊台 序号物料名称用量备注 1灯珠按bom清单要求根据工单要求 2灯板按bom清单要求 3锡膏按bom清单要求 操作示意图: 图1:图2:图3:图4: 操作步骤: 1、准备好灯珠和灯板等材料 2、在灯板焊盘上点上锡膏 3、把
格式:pdf
大小:254KB
页数:11P
人气:85
4.7
佛山市穗明光电有限公司 面板灯生产作业指导书 作业流程图 ng ng 电参数 ng ok ok 漏电测试 作业指导书 文件编号wi-qe-0802备料 成品综合检测 固定灯板在散 热体上 维修 核对材料 灯板测试 焊连接线与装 扩散面板 安装铝边框与铝 边框的固定 成品包装 检验入库 点亮老化 电源安装 电源固定盖安 装 贴灯珠与焊接 灯珠 安装电源固定 板和装饰板 版本ao 编制生产品质工程页码1/9 实施时间2010-8-8 产品名称:面板灯工序名称:贴灯珠与焊灯珠 设备:防静电手环、针筒、镊子、高温焊台 序号物料名称用量备注 1灯珠按bom清单要求根据工单要求 2灯板按bom清单要求 3锡膏按bom清单要求 操作示意图: 图1:图2:图3:图4: 操作步骤: 1、准备好灯珠和灯板等材料 2、在灯板焊盘上点上锡膏 3、把灯
格式:pdf
大小:1.7MB
页数:11P
人气:85
4.8
瑞思普照明有限公司 面板灯生产作业指导书 面板灯作业流程图 ng ng 电参数 ng ok ok 漏电测试 备料 成品综合检测 固定灯板在散 热体上 维修 核对材料 灯板测试 焊连接线与装 扩散面板 安装铝边框与铝 边框的固定 成品包装 检验入库 点亮老化 电源安装 电源固定盖安 装 贴灯珠与焊接 灯珠 安装电源固定 板和装饰板 面板灯作业指导书 文件编号rsp-mbd-01 版本ao 编制生产品质工程页码1/9 曾树林实施时间2013-8-17 产品名称:平板灯工序名称:贴灯珠与焊灯珠(自动贴片略) 设备:防静电手环、针筒、镊子、高温焊台 序号物料名称用量备注 1灯珠按bom清单要求根据工单要求 2灯板按bom清单要求 3锡膏按bom清单要求 操作示意图: 图1:图2:图3:图4: 操作步骤: 1、
文辑创建者
我要分享 >
职位:结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐