MATLAB的大螺距螺旋槽丝锥优化设计
2025-04-05
大螺距螺旋槽丝锥在工业生产中应用越来越广泛,由于大尺寸、大螺距丝锥无法直接查找参数,因此需要自行设计。以丝锥攻丝最小扭矩为设计目标,根据设计的要求确定了目标函数和约束函数,建立数学模型利用MATLAB优化工具箱进行优化求解,得到最优参数。从而缩短研发时间,节省了试验过程中带来的大量人力和财力。

 新型螺旋槽丝锥铲锥体机设计
新型螺旋槽丝锥铲锥体机设计 1.目前的情况丝锥铲锥体(也称开口)是在丝锥前端部3~5个螺距的螺纹上,每个刃瓣上沿圆周方向铲磨出丝锥的后刀面,以便形成丝锥的后角。铲锥体质量的好坏,直接影响丝锥的切削性能和使用寿命。
OSG的CC-SUS-SFT不锈钢用螺旋槽丝锥 实现用水溶性切削油剂加工不锈钢,“trs-ho-3d”和“trs-ho-5d”3刃钻头的潜在优势令现场加工效率大幅提高,超高进给量,实现了难以置信的加工效率!
编辑推荐下载
格式:pdf
大小:160KB
页数:2P
人气:66
 4.4
4.4
螺旋输送机螺距优化设计 针对现有螺旋输送机设计存在的不足,从速度分析入手,应用数学方法,推导出生产效率最高的螺距计算公式,为螺旋输送机的优化设计提供理论依据。
格式:pdf
大小:446KB
页数:未知
人气:66
4.3
加工深螺孔大螺距工件的特种拉削丝锥的设计与应用 加工大而深的梯形螺孔一般采用车床加工。由于在加工中车刀的刚性差、易磨损等原因致使产品精度、光洁度和生产效率较低。本文就以此为重点介绍一种能分次加工结构的大型拉削丝锥,较理想地弥补了车床加工中的不足,并能广泛地应用于要求精度高的大径深孔粗齿内螺纹的加工。
热门文档 MATLAB的大螺距螺旋槽丝锥优化设计
格式:pdf
大小:104KB
页数:未知
人气:66
4.7
螺旋错齿拉铰丝锥 1.刀具(见图)特点:(1)刀具材料为w9cr4v2高速钢;(2)刀具是螺旋错齿的,加工过程中是轮次切削,一次拉制成功;(3)切削时是逐渐切削,使应力分布比较均匀,丝攻又较长,每齿分担力较小,一般来说刀具没有什么损坏;(4)质量稳定,光浩度一般可达▽6。(5)刀具寿命较长,使用到一定程度后可修磨前面,即能照常使用;
格式:pdf
大小:318KB
页数:3P
人气:66
4.6
内锥大螺距螺纹的改进车削加工 图1所示零件为某型号天线绝缘底座中的焊接法兰底座,该零件的加工难点是内锥大螺距螺纹的车削加工,内锥螺纹螺距p=8mm、螺纹牙深达5.89mm、螺纹表面粗糙度值为ra=1.6μm。在试验件加工时,采用的加工方法是:首先将筒体、法兰
格式:pdf
大小:102KB
页数:3P
人气:66
4.6
振动盘内形大螺距锥度螺纹的加工方法 目前几乎所有企业生产的振动盘都是采用焊接的制造方法,不但生产效率低,而且送料精度不高,送料过程经常出现漏料现象。为了克服采用焊接方法制造振动盘的缺点,从提升企业产品质量和效率的角度出发,对加工振动盘的新方法和工艺过程进行了研究,从而确定采用数控车床加工整体式振动盘内形大螺距锥度螺纹是一种最为有效的加工方法。
精华文档 MATLAB的大螺距螺旋槽丝锥优化设计
格式:pdf
大小:147KB
页数:3P
人气:66
4.5
基于MATLAB的螺旋输送机优化设计 以螺旋输送机为研究对象,建立螺旋体的质量目标函数,以螺旋体的结构参数为设计变量,建立目标约束函数,利用matlab优化工具箱对目标函数进行求解.优化后的螺旋体质量减轻了13.7%,对螺旋输送机的优化设计具有一定的理论和实际指导意义.

格式:pdf
大小:494KB
页数:2P
人气:66
4.6
大螺距梯形内螺纹的加工 在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。
格式:pdf
大小:160KB
页数:未知
人气:66
4.5
大螺距圆弧螺纹的拟合法加工 介绍了大螺距圆弧螺纹拟合加工原理,建立了拟合加工中圆弧刀具中心的数学模型,提出了大螺距圆弧螺纹拟合加工宏程序的编制方法,对大螺距圆弧螺纹的高效加工具有指导意义。
格式:pdf
大小:320KB
页数:未知
人气:66
4.6
变径变螺距螺旋分料器的设计及抗离析研究 为了优化变径变螺距螺旋分料器的性能,通过理论及试验两方面,从螺旋分料器中物料的动力学特性及运动学特性入手,指出了变径变螺旋分料器合理的设计规律,并通过数理统计进行参数优化,由对比试验进行了验证,证实变径变螺距螺旋分料器良好的抗离析功能。
最新文档 MATLAB的大螺距螺旋槽丝锥优化设计
格式:pdf
大小:245KB
页数:4P
人气:66
4.7
螺旋槽管螺距与螺深对强化换热影响的数值研究 基于简化模型,对9根具有不同槽深和螺距的六头螺旋槽管的换热性能进行三维数值模拟研究。基于计算结果,分析螺旋槽管内的流动以及槽深和螺距对换热的影响。螺旋槽管的换热性能随螺距的减小而提高,螺距较小时换热性能随槽深的增大而上升,当螺距较大时槽深变化对换热性能影响不明显,甚至有负面作用。
格式:pdf
大小:188KB
页数:未知
人气:66
4.3
螺旋输送机螺旋体优化设计 应用pro/engineer软件,研究了螺旋输送机螺旋体的有限元分析和优化设计方法和过程,介绍了设计过程的主要步骤和方法.在满足结构参数和设计目标要求的前提下,快捷、有效地实现了优化设计,提高了设计质量,为螺旋体的设计提供了一种有效的方法.
格式:pdf
大小:52KB
页数:5P
人气:66
4.3
;. ;.. 可调桨cpp工作原理简述 cpp工作原理简述: cpp就是通过调节螺旋桨的螺距角来改变主机输出到桨负荷的装 置,直接点cpp就是主机负荷控制器. 以manb&w8l48机为例,它的额定转速为500rpm.怠速300rpm. 正常航行时转速在这点个范围内可调.但目前考虑到大部分远洋 船舶均配置轴带发电机,轴发由于并网的频率固定,因此主机在 大部分航行时间里均以额定转速运行.cpp的控制目的就是使主 机在额定转速运行时输出的功率最大.这种模式也称做恒速模式. manb&w8l48在500转时允许的最大负荷对应到燃油齿条上一 般是63mm.当然由于目前多数man的机器均采用723电子调速器, 其燃油齿条信号从电子调速器直接给出,而不再在机械齿条上装 一个齿条刻度反馈装置. cpp是如何知道主机的实际负荷的呢?就
格式:pdf
大小:457KB
页数:2P
人气:66
4.4
螺旋式粉末成型机变螺距螺杆的设计 针对混合粉末的成型问题,提出了一种螺旋式粉末压缩成型机。主要完成成型机中的核心部件螺杆的设计。为实现最可靠的挤压成型,在对挤出压力及其分布曲线、影响因素等分析的基础上,采用了变螺距螺杆的设计方案,并对螺杆的各设计参数进行了详细分析,然后通过三维实体软件完成了该结构的实体建模。
格式:pdf
大小:99KB
页数:3P
人气:66
4.4
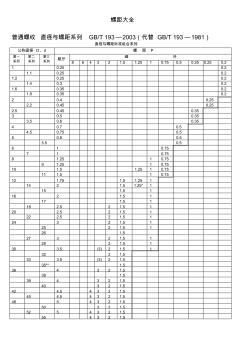
螺距大全 普通螺纹直径与螺距系列gb/t193—2003(代替gb/t193—1981) 直径与螺距标准组合系列 公称直径d、d螺距p 第一 系列 第二 系列 第三 系列 粗牙 细牙 864321.51.2510.750.50.350.250.2 10.250.2 1.10.250.2 1.20.250.2 1.40.30.2 1.60.350.2 1.80.350.2 20.40.25 2.20.450.25 2.50.450.35 30.50.35 3.50.60.35 40.70.5 4.50.750.5 50.80.5 5.50.5 610.75 710.75 81.2510.75 91.2510.75 101.51
格式:pdf
大小:348KB
页数:14P
人气:66
4.7

公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 m56*5.5;m64*6;m72*6;m80*6;m90
格式:pdf
大小:61KB
页数:未知
人气:66
4.4
双头方牙左旋螺纹丝锥拉削 伟大的无产阶级文化大革命,彻底冲垮了修正主义企业管理,摧毁了套在工人身上的精神枷锁,解放了劳动生产力,广大革命工人高举“鞍钢宪法”的旗帜,突出无产阶级政治,大搞技术革新。上海工程机械厂职工在厂党委的直接领导下,建立了三结合的技术革新小组,经过反复实践,反复试验,从失败中总结教训,抓住主要矛盾,终于解决了“方牙导向差的主要问题”。使双头方牙左旋螺纹丝
格式:doc
大小:31KB
页数:4P
人气:66
4.6
 螺旋裹丝管
螺旋裹丝管 本文将详细介绍螺旋裹丝管在建设工程领域的应用。首先,我们将解释螺旋裹丝管的定义和原理。接着,我们将探讨其在建筑结构、地基处理和排水系统中的具体应用。最后,我们将总结螺旋裹丝管的优势和适用范围。
格式:pdf
大小:9KB
页数:1P
人气:66
4.7

加工大螺距螺纹是一件很复杂的事情,上面的回答只能用于小一点的螺纹加工和一些粗加 工,在实际生产中是不能实现的。看待一个工件的加工应该全面的对待,在去年我单位也曾 遇到过类似的问题,有客户要加工的工件为300的螺距一套,也就是一外螺纹配一内螺纹要 求滑动灵活,粗糙度要好,头数是六个头。材料为40cr调质,布氏硬度300,排工艺时候起 初就考虑螺纹就应在车床上加工,但是情况就不是这样!刀具的选择,在大螺距的加工线速 度是自然而然就快了,要考虑材质能否承受冲击力,红硬性,耐磨性(因是调质料),用三 维图做出来效果看时觉得那几个槽以趋于直线了,也就是说螺旋升角很大,倘若采用普通的 办法是无法加工的。还有随着升角的增大刀具的安装也是个棘手的问题,径向前角改变很大, 能否加工出表面粗糙度合格的产品呢?如若在铣床上加工的话,螺旋升角太大是否会产生根 切,还有假设外螺纹
格式:pdf
大小:350KB
页数:14P
人气:66
4.5

公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 细牙224 公称尺寸d螺距p全长l刃长i m4
文辑创建者
我要分享 >
职位:园林绿化安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐