Moldflow摄像头支架热流道注塑成型模拟
2025-02-17
基于Moldflow设计并确定了摄像头支架模具的浇注系统和冷却系统,同时对支架的熔接痕、气孔和翘曲等缺陷进行了模拟分析,最终达到通过优化注塑参数减少制品缺陷的目的.研究表明,在模具制造之前对制件质量进行预测和优化,可大大缩短模具的制造周期,本文的结果具有一定的实际指导意义.

 防火塑料的热流道注塑成型
防火塑料的热流道注塑成型 为了弥补目前防火塑料的市场热流道成型的空白,本文分析了防火塑料注塑的特点,针对防火料注塑难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注塑成型的方案,满足客户对高防火塑料的注塑要求。
防火塑料的热流道注塑成型 为了弥补目前防火塑料的市场热流道成型的空白,本文分析了防火塑料注塑的特点,针对防火料注塑难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注塑成型的方案,满足客户对高防火塑料的注塑要求。
编辑推荐下载
格式:pdf
大小:1.6MB
页数:18P
人气:61
 4.7
4.7
焊接/盒 金式免焊/盒 bnc线/个 04银/个 05银/个 605抱箍(铁)/个 bnc 302支架/个 国胜 联系人:周电话:18 辅 605抱箍(铝)/个 线杆支架/个 线杆抱箍/个 银加长杆/个 铝加长杆/个 l型支架/个 l型支架(纯铝)/个 205绝缘支架 (abs材质) 支 架 /个 508白 如意四角支架 海康铝合金支架/个 大华铝合金支架/个 601支架 四角支架 603(铝合金)/个 604支架/个 701圆杆支架/个 架 /个 /个 702圆杆支架/个 301加厚云台支架/个 805圆杆支架/个 806圆杆支架/个 车牌照专用807园杆支架/个 808圆杆支架/个 04铝/个 05铝/个 中型大鸭嘴/个 支 架 大鸭嘴/个 球机吊装/个 球机吊装(伸缩)/个 球机壁装/个 枪机(伸缩)/个 枪
格式:pdf
大小:689KB
页数:3P
人气:61
4.7
基于Moldflow的塑料箱注塑成型CAE分析 详细阐述了moldflow技术的重要作用及地位,通过应用moldflow/mpi软件对塑料箱模具进行cae综合分析,用仿真注塑工艺参数来模拟产品的实际生产过程,显示了moldflow技术在模具开发过程中对于优化塑料制品设计、优化塑料模设计和优化注射工艺参数等方面所起到的显著作用。
热门文档 Moldflow摄像头支架热流道注塑成型模拟
格式:pdf
大小:71KB
页数:1P
人气:61
4.6
一种用于橡胶管注塑成型的流道结构 本发明公开了一种用于橡胶管注塑成型的流道结构,用于对位于同一型腔板的第一橡胶管型腔和第二橡胶管型腔注胶,用于橡胶管注塑成型的流道结构包括一上流道板和面对上流道板的下流道板,上流道板和下流道板之间设有流道,流道包括一用于对第一橡胶管型腔注胶的第一支流道组、用于对第二橡胶管型腔注胶的第二支流道组、
格式:pdf
大小:109KB
页数:未知
人气:61
4.8
Moldflow在某管状零件注塑成型中的应用 通过moldflow软件,分析某管状零件的注塑模具cae优化过程。整个过程是借助moldflow软件对此零件进行模流分析来完成的,进行了模型的网格划分优化,注塑机的选取,参数的校核,浇注系统及冷却系统等设计。完成后对其注塑过程进行分析,对成型过程进行了多方面的仿真分析设计,提高了模具设计及注塑工艺的有效性。根据moldflow在工业实践中的大量应用,这种设计方法能够大大缩短研究时间,缩减模具设计周期,有效地保证模具设计质量和试模成功率,提高生产效率,获得结构稳定,性能良好的塑件。
格式:pdf
大小:341KB
页数:1P
人气:61
4.5
保温技术+科技注塑=保科热流道系统 保科(polyflow)热流道科技有限公司最新两款的喷嘴已开发成功,特别适合多腔与应用快速周期及颜色变化。保科的新喷嘴类型smvv&smtb配备了德国高端设计的发热器,采用高导热材料传送稳定的热至喷嘴浇口位置-因而可制作出最小的浇口痕迹和最优良的美观产品。
格式:pdf
大小:211KB
页数:3P
人气:61
4.3
防火塑料的热流道注射成型 为了弥补目前防火塑料的市场热流道成型的空白,分析了防火塑料注塑的特点,针对防火塑料注射难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注射成型的方案,满足客户对高防火塑料的注塑要求。
精华文档 Moldflow摄像头支架热流道注塑成型模拟
格式:pdf
大小:347KB
页数:未知
人气:61
4.7
锥销头阀针式热流道喷嘴设计 讨论了针阀式分喷嘴设计,涉及锥销头阀针的锥角、轴向锁紧、阀针直径、浇口痕迹和分喷嘴结构。提出了塑料熔体在针阀式喷嘴的环隙通道里,流率和压力损失的计算方法。
格式:pdf
大小:19KB
页数:1P
人气:61
4.5

38工业技术 注塑模具主要是采用了热流道住宿成型工艺,在实际设计塑料模 具的过程中采用热流道系统时,其可以有效提高塑料的质量,同时还 可以最大限度的提高塑料材料的使用率。同时热流道模具浇筑系统可 以确保塑料可以保持在最佳的熔融状态,这样一来就可以更好的传递 注射压力,从而提高塑料产品的实际质量。而为了可以更好的将热流 道系统应用在塑料模具设计中,就需要针对实际设计展开法分析。 1 塑料盖板热流道注塑模具的设计 在实际设计塑料盖板热流道注塑模具的过程中,需要通过严格的 要求来展开生产,同时生产的塑料直径最小值可以达到φ1.8mm;在 拉拔的过程中需要确保速度不低于500m/min;停止时所用的时间需 要确保在90s之上;噪声分贝需要确保在低于80db。实际生产的具体 要求可以分为以下几个步骤:第一在实际开始展开制模工作之后,需 要及时电动脚踏的开关,并且充分确保实现平
格式:pdf
大小:719KB
页数:4P
人气:61
4.6
室内用分类塑料垃圾桶盖热流道注塑模设计 室内用分类塑料垃圾桶盖注塑模具为单型腔模具结构,采用一个点浇口且设在塑料件背面的中心部位;选用热主流道的热流道形式,开模时塑料件留在定模一边,推出机构和侧向抽芯机构也设在定模。该模具结构简单,能实现全自动生产。
格式:pdf
大小:221KB
页数:3P
人气:61
4.4
塑料面板的热流道倒装注塑模的创新设计 通过对塑料面板的结构和工艺性分析,介绍了其注塑模的结构设计、工作原理、设计要点及热流道系统在该注塑模中的应用。经企业生产验证,注塑模结构设计合理,满足塑料面板的结构和工艺性要求。
格式:pdf
大小:192KB
页数:2P
人气:61
4.6
塑料面壳热流道的设计 本文介绍了热流道注射模的特点及在我国的应用情况;重点论述热流道系统的热咀选择、热流道板的设计和热膨胀补偿预测等相关知识。
最新文档 Moldflow摄像头支架热流道注塑成型模拟
格式:pdf
大小:893KB
页数:3P
人气:61
4.4
一种液晶显示屏底座注塑模热流道改进方案 分析了一种液晶显示屏底座的结构工艺性,及该塑件采用普通流道注塑成型常出现的缺陷类型;指出了普通流道结构是造成缺陷的主要原因,并提出了改进浇口,采用弹簧针阀式热流道系统的流道改进方案;最后,综合比较了两种流道系统的生产情况。结果显示:改进后不仅使该产品合格率大大提高,同时也提高了产品的生产效率。
格式:pdf
大小:523KB
页数:4P
人气:61
4.6
周转箱热流道模具设计 分析了周转箱产品特点及原料特性,设计了热流道结构,同时介绍了模具结构。实践证明,该模具符合周转箱生产要求,质量达到要求,制造简单,维修费用大大降低,提高了市场竞争力。
格式:pdf
大小:1.1MB
页数:5P
人气:61
4.4
周转箱塑件热流道注射模具设计 与普通流道注射成型工艺和模具相比,周转箱塑件热流道注射成型模具的分型面由4个减少为2个分型面,模具结构简化。详细讨论了热流道系统的结构与尺寸设计计算、热流道板加热功率的计算、热流道板线膨胀量的计算及线膨胀的克服措施。
格式:pdf
大小:152KB
页数:未知
人气:61
4.6
Moldflow在安全帽注塑成型工艺设计中的应用 随着高分子材料的发展,注塑产品的应用范围越来越广泛,这对注塑成型工艺要求也越来越高,尤其是注塑成型薄壁、曲面、强度等要求较高的产品,除了保证其使用要求外还需要其美观.安全帽质量的好坏直接关系到工地员工的生命.因此,针对合理的注塑成型工艺在安全帽制品成型中的重要性,利用moldflow软件,通过调整注射时间、熔料温度、模具温度、保压压力等注塑工艺参数来制定恰当成型工艺的方法,从而获得最佳成型工艺参数,进而保证安全帽的质量.
格式:pdf
大小:572KB
页数:16P
人气:61
4.7
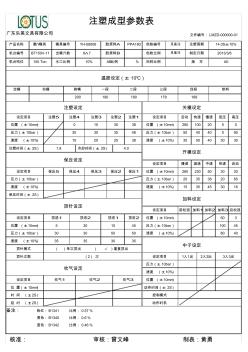
广东乐美文具有限公司 备注: 注塑成型参数表 文件编号:lmzd-000000-01 产品名称酷y模具模具编号yh-09006胶原料appa180色粉编号见备注注塑周期14.0s±10% 机台编号bt150v-11出模穴数8∧7胶原料b色粉比例见备注制定日期2013/3/6 机台吨位150ton水口比例10%ab比例%回料比例 动模射嘴一段 版本a0 温度设定(±10℃) 200190 二段三段四段烘料定模 注塑2注塑1设定项目启动 180178168 快速慢速低压高压 注塑设定关模设定 设定项目注塑5注塑4注塑3 503038位置(±10mm)280 压力(±10bar)3030 100
格式:pdf
大小:467KB
页数:7P
人气:61
4.5

收稿日期:2000207204;修改稿收到日期:20012022151 基金项目:国家自然科学基金重点项目(19632004)资助1 作者简介:王利霞(19692),女,副教授,郑州大学北区橡塑模 具国家工程研究中心在读博士生1 第19卷第2期 2002年5月 计算力学学报 chinesejournalofcomputationalmechanics vol.19,no.2 may2002 文章编号:100724708(2002)0220173206 注塑成型充模过程的温度场计算 王利霞, 申长雨, 陈静波, 刘春太, 董斌斌 (郑州大学橡塑模具国家工程研究中心,河南郑州450002) 摘 要:对注塑成型过程中充填阶段的非等温效应的数值模拟进行了研究,模拟
格式:pdf
大小:639KB
页数:25P
人气:61
4.8
1 广东石油化工学院 课程设计说明书 题目塑料成型模具设计 专业:机电工程学院 班级:材控11-1 学生:梁开森 学号:11024180121 指导教师:罗宇玲 完成时间:2014年9月1日至2014年9月26日 2 《塑料成型模具设计》课程设计任务书 机电工程学院材料成型及控制工程专业班学生 一、课程设计题目:制订图示塑料制件的工艺规程并设计其成型模具 二、原始设计资料:按附图及要求(或实物+技术要求) 给定生产批量:大、或中、或小批量 三、设计工作起止日期:20年月日——20年月日 四、设计内容要求: 1.明确设计任务,确定成型工艺,选择成型设备; 2.确定成型模具的结构方案; 3.计算成型模具零件的工作
格式:pdf
大小:394KB
页数:未知
人气:61
4.5
塑料梳子的注塑成型分析 本文以塑料梳子的注塑模设计为例,借助模流分析软件moldflow对其充模时间、体积收缩、气穴、熔接痕和翘曲变形等进行模拟分析,根据分析结果优化模具设计方案,从而可以提高制品质量,缩短模具设计制造开发周期。
格式:pdf
大小:1.1MB
页数:22P
人气:61
4.5
第1章绪论 近年来,中国的模具工业一直以年均13%左右的增长速度快速发展。据预测,中 国模具行业在“十五”期间的增长速度将达到13%~15%。中国每年进口模具约占市 场总量的20%左右,已超过10亿美元,其中塑料模具占全部进口模具的50%以上。虽 然目前中国塑料模具工业的技术水平已取得了很大的进步,但总体上与发达工业国家相 比仍有较大的差距。专家认为,制造理念陈旧是其发展滞后的直接原因。加快技术进步, 调整产品结构,增加高档模具的比重,减少对进口模具的依赖,是塑料模具工业发展的 方向。在未来的模具市场中,塑料模具在模具总量中的比例将逐步提高,且发展速度将 高于其它模具。 1.1塑料模的概况 1.1.1中国塑料模具市场分析 1中国塑料模具市场现状及展望 我国模具行业近年来发展很快,据不完全统计,目前模具生产厂点共有2万多家, 从业人员约50万人
格式:pdf
大小:136KB
页数:6P
人气:61
4.6

深圳市中悦电子有限公司 注塑成型作业指导书 核准审核制表 编号:zy-qc-30制定日:2013-07-29实施日:2013-07-29版次:a/0页码:1/6 注塑成型作业指导书 一.注塑成型的原理: 1.注塑成型:指将注射用的置于能加热的料筒内,受热、塑化,再施加压力,使熔体塑料注入到所需形状的模具中,经过 冷却定型后脱模,得到所需形状的制品。 2.注塑成型三要素:注塑机、模具、原料 3.注塑成型条件五大要素:压力-时间-速度-位置-温度。 二.注塑机: .注射机的结构: a.注射系统:主要使塑料塑化和使熔体塑料注入模具功能 b.合模系统:主要模具的开模、锁模、调模、顶出功能 c.传动系统:主要控制注射机的动作能力。如油压阀、电动机 d.电气控制系统:主要注射机内部电路、开关、电路板 3.注射机的操作: a.打开注射机总电源及各开关,旋开紧急停止键 b.按下
文辑创建者
我要分享 >
职位:项目管理一级建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐