NX7轮胎模具钢花纹块的CAD/CAM技术
2025-04-01
轮胎模具加工是轮胎的重要工序,对轮胎质量起着关键决定性的作用。轮胎模具钢花纹块加工取代了传统的铝花纹圈及电极加工,具有更高的加工精度和效率。本文阐述运用NX7软件的CAD/CAM功能模块

 轮胎模具钢花纹块CAD/CAM技术应用
轮胎模具钢花纹块CAD/CAM技术应用 阐述了运用高端cad/cam软件ug进行轮胎模具钢花纹块的加工过程,实现了轮胎模具钢花纹块的三维造型及数控加工,使模具生产实现高精度,高效率和高度自动化。提高了模具的加工质量,取得了良好的经济效益。
基于UG的轮胎模具钢花纹块CAD/CAM一体化技术应用 ug软件是一个集cad/cam/cae功能于一体的综合性软件,有很强的曲面和实体造型功能,其加工模块是一个专门用于对复杂型面进行数控加工的模块,可以对零件进行模拟加工,调整加工的各种参数,控制零件的加工精度及表面粗糙度。其
编辑推荐下载
格式:pdf
大小:652KB
页数:4P
人气:80
 4.4
4.4
全钢轮胎模具花纹筋成形工艺分析与研究 全钢轮胎模具花纹块上的窄筋(花纹筋)用来成形胎面细小沟槽。通过对窄筋加工分析,对电火花成形不同形式的花纹块窄筋的成形方式、加工工艺、电极划分及钢片加工等方面进行了阐述,得出一些经验性的结论。
格式:pdf
大小:990KB
页数:5P
人气:80
4.6
轮胎模具铝质花纹圈化学镀镍磷合金的研究 铝制轮胎模具花纹圈硬度低,在使用过程中易磨损,为提高铝质花纹圈的使用寿命,采用正交试验对ac7a铝合金花纹圈表面进行化学镀镍磷合金处理,并利用扫描电子显微镜(sem)、能谱仪(eds)及x射线衍射仪(xrd)对镀层进行表征。结果表明,ac7a铝合金表面镍磷合金镀层为非晶态结构,镀层硬度高,耐腐蚀性好;350℃热处理1h后镀层转化为晶态,硬度得到进一步提高,达hv828,可显著提高花纹圈的使用寿命。
热门文档 NX7轮胎模具钢花纹块的CAD/CAM技术
格式:pdf
大小:857KB
页数:3P
人气:80
4.7
轮胎模具侧板装饰线CAM研究与应用 轮胎模具侧板装饰线作为一种空间曲线具有数量多、加工难度大、一致性要求高等特点,传统的滚花工艺存在一定的缺陷。本文从生产效率、对设备的要求、适用的装饰线类型、铣削过程的能量转化等方面,对应用ug软件生成四轴数控刻字机加工装饰线刀轨文件的两种加工类型进行了比较分析,并对程序的应用进行了优化。
格式:pdf
大小:394KB
页数:4P
人气:80
4.6
全钢子午线轮胎活络模具花纹块加工工艺分析与应用 从加工精度、生产效率和配套设备等方面对全钢子午线轮胎活络模具花纹块两种加工方式(机械加工和电火花加工)进行分析比较,总结出针对不同花纹可采用先机械粗加工再电火花加工和先精铣后再电火花加工的方法,以便在保证加工精度的前提下,提高加工效率。
格式:pdf
大小:924KB
页数:4P
人气:80
4.5
车灯罩模具侧花纹CAD/CAM关键技术及实现 建立了基于catiav5的车灯罩模具侧花纹cad/cam软件系统模型,研究了侧花纹线的分组、排序、连续性判断、光顺和拟合算法以及nc文件和g代码生成方法。基于catiav5,采用out-process方法开发了车灯罩模具侧花纹cad/cam软件系统,进行了实例验证,在相关企业得到了应用。
格式:pdf
大小:72KB
页数:未知
人气:80
4.7
全钢矿区用花纹轮胎 由山东凯旋橡胶有限公司申请的专利(公开号cn104476982a,公开日期2015-04-01)"全钢矿区用花纹轮胎",涉及的全钢矿区用花纹轮胎具有以下优点:1独特的大花纹块及横向深沟槽设计,能加大轮胎的抓地能力,使轮胎使用更平稳,驱动性能更显著;2横向深沟槽阶梯延伸到胎肩的设计,能有效减小矿区尖锐石头对花纹横
格式:pdf
大小:818KB
页数:2P
人气:80
4.5
基于UG NX 5.0的开关外壳注射模具的CAD/CAM 以开关外壳为例,简要介绍了ugnx5.0在开关外壳三维产品设计、外壳注射模具设计及加工过程中的强大功能,可以看出:熟练运用ugnx5.0的modeling、ugmoldwizard、ugcam模块的各种功能,能快速生成产品模型、模具及数控机床加工所需nc程序单,从而可减少模具设计周期,取得显著的经济效益。
精华文档 NX7轮胎模具钢花纹块的CAD/CAM技术
格式:pdf
大小:162KB
页数:2P
人气:80
4.4
基于UG NX5.0的开关外壳注射模具的CAD/CAM 以开关外壳为例,简要介绍了ugnx5.0在开关外壳三维产品设计、外壳注射模具设计及加工过程中的强大功能,可以看出:熟练运用ugnx5.0的modeling、ugmoldwizard、ugcam模块的各种功能,能快速生成产品模型、模具及数控机床加工所需nc程序单,从而可减少模具设计周期,取得显著的经济效益。
格式:pdf
大小:481KB
页数:3P
人气:80
4.8

文章阐述了将并行工程思想引入轮胎模具设计与制造过程的意义,论述了基于并行工程过程管理技术的轮胎模具设计开发过程。以贴花型轮胎模具为例,研究了应用并行工程过程管理思想进行该类型模具虚拟设计制造中的过程分解、过程评估和质量保证等问题,进而改善了采用串行产品设计过程带来的周期长、效率低的问题,有效地保证了轮胎模具的产品质量。
格式:pdf
大小:478KB
页数:未知
人气:80
4.7
不锈钢花纹图案蚀刻技术 综述了用化学及电化学方法在不锈钢上蚀刻花纹图案的各种工艺技术及其应用情况,以及fecl3溶液蚀刻不锈钢的规律及其主要影响因素。
格式:pdf
大小:766KB
页数:2P
人气:80
4.7
模具专业“CAD/CAM项目课程”开发 本文通过分析确定了模具专业人才培养目标的定位,构建了模具专业课程体系,并从模具专业的cad/cam项目课程开发路径,岗位(群)及职业能力分析和学习领域教学设计等方面探讨了模具专业cad/cam项目课程的开发。
最新文档 NX7轮胎模具钢花纹块的CAD/CAM技术
格式:pdf
大小:478KB
页数:4P
人气:80
4.6
数字化快速制模技术在汽车轮胎模具制造中的发展趋势 分析了轮胎模具制造加工与其他模具的共同点与不同点。介绍了数字化快速制模技术,总结分析了数字化快速制模技术在轮胎模具花纹设计、花纹加工工艺、花纹加工技术、生产管理、模具检验五个方面的发展现状与趋势。
格式:pdf
大小:161KB
页数:15P
人气:80
4.7
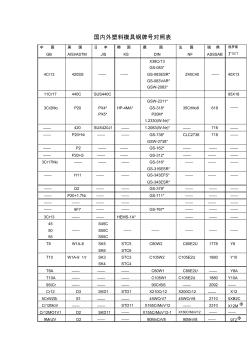
国内外塑料模具钢牌号对照表 中国 gb 美国 aisi/astm 日本 jis 韩国 ks 德国 din 法国 nf 瑞典 asssab 俄罗斯 oct 4cr13420ss———— x38cr13 gs-083* gs-083esr* gs-083var* gsw-2083* z40c40——40x13 11cr17440csus440c95x18 3cr2mop20px4* px5* hp-4ma* gsw-2311* gs-318* p20m* 1.2330(w-nr)* 35crmo8618—— ——420sus420j1——1.2083(w-nr)*——716—— ——p20+ni————gs-738* gsw-2738* clc2738718—— ——p2————
格式:pdf
大小:331KB
页数:3P
人气:80
4.8
花纹薄铝板的成形试验及模具设计 对花纹薄铝板的成形工艺进行了分析。在试验的基础上,设计出了成形模具,并提出了生产过程中值得注意的一些问题。
格式:pdf
大小:473KB
页数:5P
人气:80
4.5
车灯模具侧花纹结构的制造工艺研究 侧花纹是车灯的重要结构,属于重要的装饰与配光部件。在分析模具侧花纹制造技术背景的基础上,结合模具实际开发情况,给出了侧花纹加工的方法和策略。具体分析了直接机加工生成模具侧花纹以及利用电极生成模具侧花纹2种加工方式,并对其不同子类进行了具体细分,包括加工方法和拆分方法,并提出了相应建议和方案。
格式:pdf
大小:120KB
页数:1P
人气:80
4.6

(2)物理性能 成品轮胎物理性能试验结果如表1所示。从 表1可以看出,成品轮胎物理性能达到国家标准 要求。 5 结语 14.00-2424pr工程机械轮胎试制成功,成 品外观质量优良,充气外缘尺寸和物理性能均符 合相应设计和国家标准要求。批量生产后投入矿 区及市场进行产品确认,受到了用户一致好评,该 产品的开发,很好地满足了市场的需要,为企业创 造了良好的经济效益。 表1 成品轮胎物理性能试验结果 项 目实测值gb/t1190—2009 胎面胶性能 邵尔a型硬度/度67≥55 300%定伸应力/mpa9.0≥5.5 拉伸强度/mpa21.5≥16.5 拉断伸长率/%575≥350 阿克隆磨耗量/cm30.233≤0.50 粘合强度/(kn·m-1) 胎面2缓冲层18.
格式:pdf
大小:25KB
页数:1P
人气:80
4.5
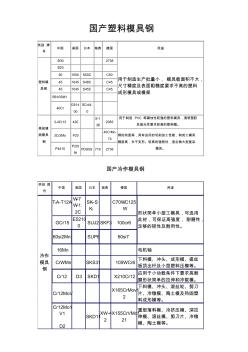
国产塑料模具钢 类别牌 号 中国美国日本瑞典德国用途 塑料模 具钢 b302738 用于制造生产批量小,模具载面积不大, 尺寸精度及表面粗糙度要求不高的塑料 成形模具或模架 b20 501050s50cc50 451045s48cc45 451045s45cc45 b610sm1 40cr g514 00 scr44 0 高级镜 面模具 钢 3-4cr13420 s-1 36 2083 用于制造pvc等腐蚀性较强的塑料模具,透明塑胶 及抛光性要求较高的塑料膜。 3cr2mop20 40crmo 74 钢的纯度高,具有良好的切削加工性能,制成工模具 精度高,永不变形。较高的强韧性,适合做大型复杂 模具。p4410 p20t ni pds5s7182738 国产冷作模具钢 类别牌 号 中国美国日本瑞典德国
格式:pdf
大小:63KB
页数:6P
人气:80
4.8
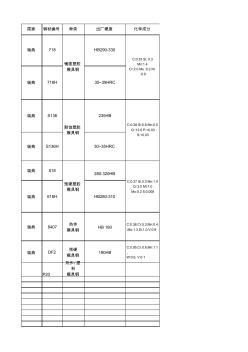
国家钢材编号种类出厂硬度化学成分 瑞典718hb290-330 瑞典718h35~39hrc 瑞典s136235hb 瑞典s136h30~35hrc 瑞典618 280-320hb 瑞典618hhb280-310 瑞典8407 热作 模具钢 hb180 c:0.38,cr:5.3,mn:0.4 ,mo:1.3,si:1.0,v:0.9 瑞典df2 预硬 模具钢 190hb c:0.95,cr:0.6,mn:1.1 , w:0.6,v:0.1 p20 热作/塑 料 模具钢 c:0.38si:0.8mn:0.5 cr:13.6p:<0.03 s:<0.03 镜面塑胶 模具钢 耐蚀塑胶 模具钢 预硬塑胶 模具钢 c:0.33si:0.3 mn:1.4 cr:2.0mo:0.2ni :0.9 c:0.37si:0.3mn:1.4 cr
格式:pdf
大小:126KB
页数:6P
人气:80
4.5

实用标准文案 精彩文档 模具钢材引路指导 来源:艾玛德国际模具网时间:2010-12-258:49:43 国产塑料模具钢 类别牌 号 中国美国日本瑞典德国用途 塑料模 具钢 b30---2738 用于制造生产批量小,模具载面积不大,尺寸精 度及表面粗糙度要求不高的塑料成形模具或模架 b20---- 501050s50c-c50 451045s48c-c45 451045s45c-c45 b610sm1---- 40crg51400scr440-- 高级镜 面模具 钢 3-4cr13420-s-1362083 用于制造pvc等腐蚀性较强的塑料模具,透明塑 胶及抛光性要求较高的塑料膜。 3cr2mop20--40crmo74钢的纯度高,具有良好的切削加工性能,制成工 模具精度高
格式:pdf
大小:7KB
页数:2P
人气:80
4.8
模具钢分类 1、按化学成分分为: (1)碳素钢:s50c、s55c (2)合金钢:ⅰ低合金钢(≤5%);ⅱ中合金钢(5%~10%);ⅲ高合金钢(>10%)。 按使用情况分为:塑胶模具钢、冷作模具钢、热作模具钢 ●一般塑胶模具钢以预硬态(即预调质=淬火+高温回火)供货,热作及冷作钢以退火态供货。 2、塑胶模具钢的选用 ◆作为塑料模具的使用情况,有种种的不同条件,模具用钢大致应满足如下的要求: (1)机械加工性能优良:塑料模具型腔的几何形状非常复杂,往往有深孔、深沟槽、窄缝等加工部位。钢 材必须具有易切削的性能。 (2)抛光性能优良:无论何种塑料模具,其型腔的允许表面粗糙度极小,几乎都要求能做到镜面光泽。 而要达到镜面光泽,主要的一点是钢材必须具有不低于38hrc的硬度,最好为40~46hrc,而达到 55hrc为最佳。要达到镜面光泽,首先钢材中的夹杂物
文辑创建者
我要分享 >
职位:安全工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐