PE热熔机工艺特点与焊接全过程介绍模板
2024-09-09

关键词pe管道焊接机pe管道对焊机pe热熔对焊机热熔对接机pe热熔机操 作施工使用说明演示图解 pe热熔对接机使用图解 很多刚刚接触pe施工的人经常会问有关热熔对接焊机如何操作的问题,尽管 我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后,因此 我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机; 如有不足之处还请方家指正! 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流 态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形 成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为 使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。 整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界 面上处于粘流态的材料有流动也有扩散,流动太大不利于
由诸暨凯林机电有限公司友情提供网址http://www.***.*** 由诸暨凯林机电有限公司友情提供网址http://www.***.*** pe热熔机焊接全过程(操作过程图示) pe热熔机特点: 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘 流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化, 形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为 使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。 整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时 界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要 把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关 键是要在对接过程中调整好温度、时间、压
编辑推荐下载
格式:pdf
大小:549KB
页数:5P
人气:70
 4.5
4.5
1 pe管道热熔机及其对焊技术 聚乙烯(pe)管与传统的金属管、水泥管相比具有重量轻、耐腐蚀、使用寿命长及安装方便等优点, 广泛应用于自来水、燃气、煤矿等诸多领域。 热熔机具体操作方法及步骤: 焊接过程的五个阶段: 热熔对接通常有五个阶段,即加热阶段,吸热阶段,切换阶段,焊接阶段和冷却阶段。 (1)焊接准备 将管件放入动夹与固定夹之间,中间两管口之间的距离以放入铣削器为准。 (2)电源接通 将电源负荷开关打开,加热板通电预热(通常设置在210℃±3℃)。 (3)压力p的计算:p=p1+p2 1)p1为对接压力 2)p2为拖动压力 动夹刚刚开始运动,压力表显示的压力为拖动力p2。 3)对接压力p的计算 实际焊接压力p=p1+p2。调整溢流阀,使压力表指针指向计算的p值。 (4)铣削 将铣削器放在两管口之间,启动铣削器,操作手柄打至前进位置,使动夹瓦缓慢移动,铣削
格式:pdf
大小:517KB
页数:11P
人气:70
4.6
pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe(polyethylene)管道的应用日渐广泛, 目前该产品已广泛应用于燃气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长等特点。pe管道连接主要有两种 方法:热熔连接和电熔连接。目前主管道主要采用热熔连接。热熔连接原理是将两根pe管道的配 合面紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后,将两个熔融的端面紧靠 在一起,在压力的作用下保持到接头冷却,使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动; ③设定加热板温度200~230℃(本数据以杭州东雷机械厂供应的焊机为参考,具体温度以厂家 提供的数据为准); ④接通
热门文档 PE热熔机工艺特点与焊接全过程介绍模板
格式:pdf
大小:814KB
页数:13P
人气:70
4.6

pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe(polyethylene)管道 的应用日渐广泛,目前该产品已广泛应用于燃气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长等特点。pe管 道连接主要有两种方法:热熔连接和电熔连接。目前主管道主要采用热熔连接。 热熔连接原理是将两根pe管道的配合面紧贴在加热工具上来加热其平整的端面 直至熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下 保持到接头冷却,使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方 便移动; ③设定加热板温度200~230℃(本数据以杭州东雷机械厂供应的焊机为参考, 具体温度以厂家提供的数据为准); ④接
格式:pdf
大小:230KB
页数:3P
人气:70
4.3
采用聚乙烯pe管热熔对焊接施工技术,实践证明能够抵抗地震等自然灾害的影响;气密性好,气体渗透率低。聚乙烯管道连接方便、施工简单,维修少、使用寿命长,pe管道焊接施工方面能较好控制施工环境污染,而且经济效益十分显著。
格式:pdf
大小:12KB
页数:3P
人气:70
4.5

山东亚马逊塑业有限公司 pe实壁管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe(poly ethylene)管道的应用日渐广泛,目前该产品已广泛应用于燃气、 自然气、供水等领域. pe实壁管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长 等特点.pe管道连接主要有两种方法:热熔连接和电熔连接.目前 主管道主要采用热熔连接.热熔连接原理是将两根pe实壁管道的配 合面紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具 后,将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却, 使之成为一个整体. 一、焊接预备.热熔焊接施工预备工作如下: ①将与管材规格一致的卡瓦装进机架; ②预备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度, 并能方便移动; ③设定加热板温度200~230℃(本数据以杭州东雷机
格式:pdf
大小:340KB
页数:31P
人气:70
4.7
实用标准文案 精彩文档 pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置

精华文档 PE热熔机工艺特点与焊接全过程介绍模板
格式:pdf
大小:314KB
页数:28P
人气:70
4.5
pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%?,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两端伸
格式:pdf
大小:464KB
页数:4P
人气:70
4.7
pe管热熔焊接施工工法 文章作者:刘建新鲁久列 1概述 pe管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素, 卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿 色建材。pe管材不仅韧性、挠性好,而且焊接性能极佳,管道连接过程中施焊 效果可靠,造价低;同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传 递能力,因而广泛用于市政、石油、化工、燃气等建设领域。pe管材的应用是 2004年建设部科技成果推广项目。公司近年来开展对pe管热熔焊接技术进行 研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社 会效益。 2特点 2.0.1工艺流程先进,可实现全自动、半自动施工。 2.0.2接头连接牢固可靠。 2.0.3施工技术先进,设备操作简单,劳动强度低。 2.0.4施工过程中无需配备较多的施工机具,节约成本,机动
格式:pdf
大小:145KB
页数:5P
人气:70
4.5
pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe (polyethylene)管道的应用日渐广泛,目前该产品已广泛应用于燃 气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长 等特点。pe管道连接主要有两种方法:热熔连接和电熔连接。目前 主管道主要采用热熔连接。热熔连接原理是将两根pe管道的配合面 紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后, 将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却, 使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃(本数据以杭州环众焊机为参 考,具体温度以厂家提供的数据为准); ④接通焊机电源,
格式:pdf
大小:338KB
页数:31P
人气:70
4.6
-* pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两
格式:pdf
大小:10KB
页数:1P
人气:70
4.4

热熔对接机日常维护与保养 1.焊机应安放在干燥、无腐蚀性气体场所。须平稳放置,特别是控制装置不允许竖放、倒放、侧放。 2.严禁焊机与其它物件混杂堆放及撞击,焊机各主要部件外观不能有明显损伤。 3.机架上的导杆外露表面应清洁、无锈蚀。 4.定期检查油箱的液压油量及油质,当油量不足时应及时补足,油变质应及时更换(推荐使用 32号液压油)。 5.常检查液压系统有无外泄漏(滴油、漏油)。如有发现应及时修理,否则将影响焊接质量并 污染环境。 6.不要让液压快速接头粘上尘土。脏的接头将污染液压油,从而损坏液压元器件。 7.定期检查电气系统的安全性,特别是要求接地良好,以确保焊工安全。 8.检查加热板表面,不粘涂层应无划伤等现象,如有涂层损坏严重应及时更换加热板,否则将影 响焊接质量。 9.控制装置是不防水的,使用时应严禁进水,尤其是潮湿、阴雨天气。 10.本控制箱为精密电子产品,切勿进水。
最新文档 PE热熔机工艺特点与焊接全过程介绍模板
格式:pdf
大小:26KB
页数:4P
人气:70
4.5
ppr热熔机使用方法 一:安装前检查 1:拖线板、电线、插头、插座是否完好,热容器具是否松动或损坏,专用 减管是否完好。 2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无旋转地把管端导入加热模头套内,插入到所标识的深度,同 时,无旋转地把管件推到加热模头上,达到规定标志处。 六:达到加热时间后,立即把管材
格式:pdf
大小:9KB
页数:1P
人气:70
4.4
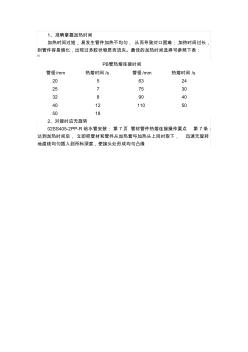
1、准确掌握加热时间 加热时间过短,易发生管件加热不均匀,从而导致对口困难;加热时间过长, 则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表: [1] pb管热熔连接时间 管径/mm热熔时间/s管径/mm热熔时间/s 2056324 2577530 3289040 401211050 5018 2、对接时应无旋转 02ss405-2pp-r给水管安装:第7页管材管件热熔连接操作要点第7条: 达到加热时间后,立即把管材和管件从加热套与加热头上同时取下,迅速无旋转 地直线均匀插入到所标深度,使接头处形成均匀凸缘
格式:pdf
大小:2.9MB
页数:7P
人气:70
4.4
ppr热熔机使用方法 ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用, 小型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松动 或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水 隐患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用
格式:pdf
大小:3.1MB
页数:5P
人气:70
4.8

ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用, 小型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松 动或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水 隐患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无
格式:pdf
大小:13KB
页数:1P
人气:70
4.5
pe大口径管材介绍pe管的热熔对接 热熔连接是pe管系统的突出优点.能够热熔连接的含义是聚乙烯管 材、管件可以通过热熔连接起来并且连接处的强度超过管材管件的本体 强度. pe管可以通过热熔对接连成长管并且直径基本不变,这就为采用非开 挖铺设和应用于管道内衬修补创造了条件. pe管道系统的热熔连接方式有热熔对接(包括鞍型连接)和热熔承 插连接.热熔承插连接适用于直径比较小的管材、管件(一般直径在 dn63mm以下),因为直径小的管材、管件管壁较薄,截面较小,采用对接不 易保证质量. 热熔对接适合于直径比较大的管材管件,比承插连接用料省、易制造, 并且,在熔接前切去氧化表面层,熔接压力可以控制,质量较易保证. 热熔对接是采用热熔对焊机来加热管端,使其熔化,敏捷将其贴合,坚持有 必然的压力,经冷却到达熔接的目标.各尺寸的pe管均
格式:doc
大小:66KB
页数:3P
人气:70
5

 psp钢塑管电磁热熔机
psp钢塑管电磁热熔机 "随着现代工业技术的不断发展,管材的连接方式也在不断创新。其中,psp钢塑管电磁热熔机作为一种先进的连接设备,其在psp钢塑管的连接中发挥着重要的作用。这种设备采用了电磁热熔技术,能够实现管材的快速、安全、可靠的连接,大大提高了施工效率和工程质量。"
格式:pdf
大小:51KB
页数:3P
人气:70
4.8
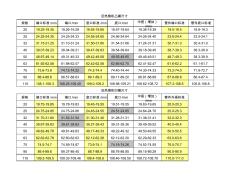
规格端口标准/mm端口/mm底口标准/mm底口/mm中径(增加) /mm 管件端口标准管件底口标准 2019.25-19.3519.26-19.2919.55-19.6519.57-19.6419.36-19.3919.0-19.518.8-19.3 2524.25-24.3524.25-24.3324.55-24.6524.56-24.6424.26-24.4023.8-24.423.5-24.1 3231.15-31.2531.10-31.2431.50-31.6031.54-31.6631.24-31.3130.7-31.330.4-31.0 4039.07-39.2339.04-39.2139.47-39.6339.54-39.6439.18-39.4538.7-39.338.3-38.9 5048.97
格式:pdf
大小:10KB
页数:7P
人气:70
4.7
ppr管是一种功能性能较多的管材,内壁的十分的光滑,不会发生结 垢现象,避免了滋生细菌和真菌,保证了介质不会污染,同时也能够 保证介质多年的流量不会发生变化,无论是作为供暖管材还是饮用水 供水管都能受到大家的普遍的好评。ppr管受到好评的另一个原因, ppr管有着良好的热熔接性能,能够非常好的连接,接口和管材熔接 为一体,强度非常好,不会发生漏水的现象。为了保证ppr管良好的 连接性能,我们在使用热熔机的时候就要非常注意。 在是ppr热熔机要做好安装前检查,正规厂家生产的热熔机器一般有 红绿指示灯,红灯代表加温,绿灯代表恒温,第一次达绿灯时不可使 用,必须第二次达绿灯时方可使用,热熔时温度在260℃-280℃。对 每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并 不可用锤子或重物敲击水管,以预防
格式:pdf
大小:7KB
页数:3P
人气:70
4.7
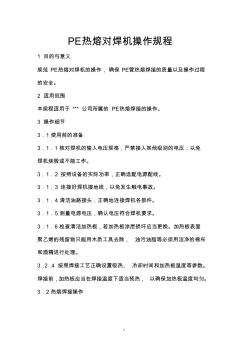
1 pe热熔对焊机操作规程 1目的与意义 规范pe热熔对焊机的操作,确保pe管热熔焊接的质量以及操作过程 的安全。 2适用范围 本规程适用于***公司所属的pe热熔焊接的操作。 3操作细节 3.1使用前的准备 3.1.1核对焊机的输入电压规格,严禁接入其他级别的电压,以免 焊机烧毁或不能工作。 3.1.2按照设备的实际功率,正确选配电源配线。 3.1.3连接好焊机接地线,以免发生触电事故。 3.1.4清洁油路接头,正确地连接焊机各部件。 3.1.5测量电源电压,确认电压符合焊机要求。 3.1.6检查清洁加热板,若加热板涂层损坏应当更换。加热板表面 聚乙烯的残留物只能用木质工具去除,油污油脂等必须用洁净的棉布 和酒精进行处理。 3.2.4按照焊接工艺正确设置吸热、冷却时间和加热板温度等参数。 焊接前,加热板应当在焊接温度下适当预热,以确保加热板温度均
格式:pdf
大小:374KB
页数:6P
人气:70
4.6
电 气 使 用 说 明 书 280-450型对焊机电气使用说明 一、外接电源接线: 对焊机外接电源为三相四线制电源,在电箱外接电源电缆 上棕、黑、蓝三色接在380v电源上,黄绿双色线接在零线上。 二、初步上电: 在没有接外部的三个金属接头时,上电后温控显示面板上 面一排的数值显示为“---”,下面一排的数值显示为200(温 控显示面板下面一排的数值是根据用户来设定温度的,200只是 作为一个参考),电压表的指针指在380v左右。 三、连接外用设备: 初步上电后把电源关掉,按照标识牌分别把加热板、油压 站、刨削器接在各自的金属接头上。(加热板和油压站的两根 电缆线可以通用,但是与电箱连接的一端必须和标识牌一致) 四、上电试运行: 1.把外用设备连接好,上电时温控显示面板上面一排的数值 显示为加热板的温度。(如果还是显示“---”说明加热板 接头没有接好或者接错金
文辑创建者
我要分享 >
职位:电气销售工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐