PLC在弹簧垫圈圆切刀专用磨床上的应用
2025-01-19
通过分析弹簧垫圈圆切刀专用磨床的结构原理 ,并对各种处理技术的可行性进行研究后 ,选择了PLC作为控制核心 ,运用二维曲线实时插补的运算方法 ,较好地保证了圆切刀的加工质量 ,经济效益显著

 模糊控制器在弹簧垫圈圆切刀专用磨床上的应用
模糊控制器在弹簧垫圈圆切刀专用磨床上的应用 通过分析弹簧垫圈圆切刀磨削加工质量不易保证的原因,提出了运用模糊控制器来提高弹簧垫圈圆切刀磨削加工质量的方法,给出了模糊控制系统的结构、模糊规则、模糊推理、模糊决策及仿真结果,运用前景广阔。
滑模控制在弹簧垫圈圆切刀磨床上的应用研究 弹簧垫圈圆切刀是弹簧垫圈生产过程中的关键工具,圆切刀具工作端面要求磨制成椭球面,在磨制过程中有较强的摩擦现象,此时控制对象就成为了非线性系统,很难用传统控制方法达到控制要求。采用滑模变结构控制策略,把弹簧垫圈圆切刀专用磨床伺服系统的性能指标作为滑模函数,对其速度控制环和位置控制环进行滑模变结构控制设计,能使系统快速、平稳且无抖动地进入滑动模态面,从而保证该伺服系统有良好的动态特性、有效抑制系统的扰动。仿真和模拟试验结果表明了该方法的有效性。
编辑推荐下载
格式:pdf
大小:235KB
页数:3P
人气:83
 4.6
4.6
基于Fuzzy控制技术的弹簧垫圈园切刀专用磨床研究 通过分析弹簧垫圈园切刀磨削加工质量不易保证的原因,提出了运用模糊控制器来提高弹簧垫圈园切刀磨削加工质量的方法,给出了模糊控制系统的结构、模糊规则、模糊推理、模糊决策及仿真结果,运用前景广阔。

热门文档 PLC在弹簧垫圈圆切刀专用磨床上的应用
格式:pdf
大小:20KB
页数:7P
人气:83
4.6
![[整理]弹簧垫圈](https://files.zjtcn.com/group1/M00/2F/DD/CgoBZ2AczF6AQzPAAABEMb2f9CE100.jpg)
------------- ------------- 使用弹簧垫圈探讨 时间:2010-04-2914:29作者:东光前李弹簧厂点击:379次 在《机械设计手册》(化学工业出版社)对弹簧垫圈工作原 理及使用是这样介绍的:依靠弹簧垫圈在压平后产生的弹力及其切口尖角嵌入被 联接件及紧固件支承面起防松作用。结构简单、成本低、使用简便。gb/t93、 gb/t859和gb/t7244等传统使用的弹簧垫圈,由于弹力不均,也不十分可靠, 多用于不甚重要的联接,广泛用于经常拆开的联接处。(而《机械工程师电子手 册》对弹簧垫圈介绍是:由于弹力不均,也不十分可靠,多用于不甚重要的联接。 对联接表面不允许划伤和经常拆卸的场合不宜选用。) 《机械设计手册》是这样介绍平垫圈(g8/t97.1—1985) 的:一般用于金属零件,以增加支承面,遮盖较大的孔眼,以及防止损伤零件
格式:pdf
大小:126KB
页数:9P
人气:83
4.8
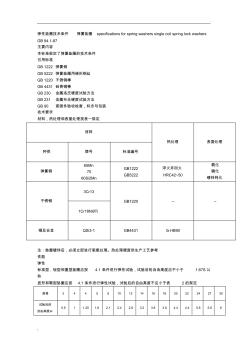
. '. 弹性垫圈技术条件弹簧垫圈specificationsforspringwasherssinglecoilspringlockwashers gb94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 gb1222弹簧钢 gb5222弹簧垫圈用梯形钢丝 gb1220不锈钢棒 gb4431硅青铜棒 gb230金属洛氏硬度试验方法 gb231金属布氏硬度试验方法 gb90紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理表面处理 种类牌号标准编号 弹簧钢 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 镀锌钝化 不锈钢 3cr13 gb1220---- 1cr18ni9ti 铜及合金qsi3-1gb
格式:pdf
大小:148KB
页数:14P
人气:83
4.3

实用标准文案 文档 弹性垫圈技术条件弹簧垫圈specificationsforspringwasherssinglecoilspringlock washers gb94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 gb1222弹簧钢 gb5222弹簧垫圈用梯形钢丝 gb1220不锈钢棒 gb4431硅青铜棒 gb230金属洛氏硬度试验方法 gb231金属布氏硬度试验方法 gb90紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理表面处理 种类牌号标准编号 弹簧钢 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 镀锌钝化 实用标准文案 文档 不锈钢 3cr13 gb1220---- 1cr18ni9ti
格式:pdf
大小:27KB
页数:3P
人气:83
4.4
弹簧垫圈涨圈问题的分析 发动机活门装配过程中发现选用的不锈钢弹簧垫圈出现开口值(m)的增大超差,也就是“涨圈”现象,不能满足产品技术要求。经分析,分别对倒角螺母、不倒角的平面螺母、自带平垫螺母三种结构形式的螺母和不锈钢弹簧垫圈、65mn机械镀弹簧垫圈做压荷试验。最后选用自带平垫螺母和65mn机械镀弹簧垫圈装配。没有再出现“涨圈”现象,弹簧垫圈起到锁紧作用,完全满足技术要求。
精华文档 PLC在弹簧垫圈圆切刀专用磨床上的应用
格式:pdf
大小:313KB
页数:2P
人气:83
4.7
摩托车用弹簧垫圈的热处理 摩托车使用的一般垫圈和档圈,可不经热处理而直接使用。而弹性垫圈(包括弹簧垫圈、齿形锁紧垫圈、波形弹性垫圈3种)大多数用弹簧钢制造,都必须进行热处理。热处理工艺和弹簧的热处理相似,但由于力学性能要求的特殊性,也有不同之处,下面
格式:pdf
大小:489KB
页数:3P
人气:83
4.4
弹簧垫圈冲孔弯曲落料模的设计 1.工艺分析如图1所示弹簧垫圈,材料为厚2mm的65、70优质碳素结构钢或优质的合金结构钢65mn。按传统的常规工艺加工的工序,有孔的加工,外形的加工、弯曲,热处理(淬火+中温回火),单工序机加工不仅费时、费料,而且效率低,生产质量难保证,故从经济性角度考
格式:pdf
大小:311KB
页数:5P
人气:83
4.6

机械设计实践使用弹簧垫圈探讨 记得刚参加工作不久 垫圈还是选一个平垫圈加一个弹簧垫圈?那个更有效? 我们知道弹簧垫圈(g8/t93-1987)是一种用来锁紧螺母或螺钉的标准紧固件。 它是一种传统的防松紧固件 作为产品防松手段的基本选择至今没有改变。 在《机械设计手册》(化学工业出版社)对弹簧垫圈工作原理及使用是这样 介绍的:依靠弹簧垫圈在压平后产生的弹力及其切口尖角嵌入被联接件及紧固件 支承面起防松作用。结构简单、成本低、使用简便。gb/t93、gb/t859和 gb/t7244等传统使用的弹簧垫圈 重要的联接(而《机械工程师电子手册》对弹簧 垫圈介绍是:由于弹力不均 面不允许划伤和经常拆卸的场合不宜选用。) 《机械设计手册》是这样介绍平垫圈(g8/t97.1-1985)的:一般用于金属零 件 前面所提的两位老工程师谁也没说服对方 作中依然经常能听到。
格式:pdf
大小:160KB
页数:2P
人气:83
4.5
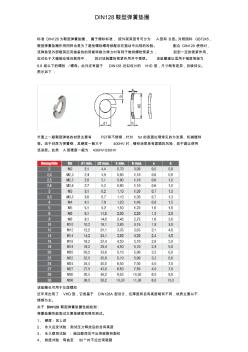
din128鞍型弹簧垫圈 标准din128为鞍型弹簧垫圈,属于德标标准,按外观其型号可分为a型和b型。对照国标gb7245, 鞍型弹簧垫圈作用同样也是为了避免螺栓螺母装配后在振动中出现的松脱。配合din128使用时, 该弹垫受外部载荷后而储备的的势能转换为弹力时有利于维持螺栓预紧力,起到一定的锁紧作用, 但对处于大幅振动径向载荷中,其对该装置的锁紧作用并不理想。该垫圈建议适用于强度等级为 8.8级以下的螺栓/螺母。此外还有基于din128近似设计的vhd型,尺寸略有差异,后续待议。 图示如下: 市面上一般鞍型弹垫的材质主要有fst和不锈钢,针对fst的表面处理常见的为发黑、机械镀锌 等。由于材质为弹簧钢,其硬度一般大于400hv时,镀锌涂层易有氢脆的风险,故不建议使用 该涂层。此类a型硬度一般为430hv-530hv 该垫圈也可用于左
格式:pdf
大小:58KB
页数:6P
人气:83
4.4

partnumber内径_min (mm) 截面尺 寸(mm) 高度_max (mm) 2gb/t93-1987(标准 型弹簧垫圈) 2.10.51.25 2.5gb/t93-1987(标 准型弹簧垫圈) 2.60.651.63 3gb/t93-1987(标准 型弹簧垫圈) 3.10.82 4gb/t93-1987(标准 型弹簧垫圈) 4.11.12.75 5gb/t93-1987(标准 型弹簧垫圈) 5.11.33.25 6gb/t93-1987(标准 型弹簧垫圈) 6.11.64 8gb/t93-1987(标准 型弹簧垫圈) 8.12.15.25 10gb/t93-1987(标 准型弹簧垫圈) 10.22.66.5 12gb/t93-1987(标 准型弹簧垫圈) 12.23.17.75 14
最新文档 PLC在弹簧垫圈圆切刀专用磨床上的应用
格式:pdf
大小:1.2MB
页数:4P
人气:83
4.4
65Mn弹簧垫圈断裂分析 直径为4mm的65mn弹簧垫圈镀银后,在装配时发生了断裂。对失效件的宏观、微观特征进行观察,并对失效件的化学成分、金相组织及氢含量进行了测定。结果表明:弹簧垫圈在酸洗、电镀过程中零件内部渗入了氢,镀后未及时除氢且除氢时间不足,致使在外力的作用下垫圈发生氢脆断裂。在明确失效原因后,采取了针对性措施如增加除氢时间等,彻底避免了类似问题的发生。
格式:pdf
大小:2.2MB
页数:2P
人气:83
4.7
镀锌弹簧垫圈氢脆断裂失效分析 本文针对镀锌弹簧垫圈氢脆断裂现象,分析了产生该状况的数种原因,并提出了预防措施。
格式:pdf
大小:642KB
页数:3P
人气:83
4.3
重型镀锌弹簧垫圈断裂分析 针对客运专线铁路道岔用重型镀锌弹簧垫圈在预紧时发生突然断裂,通过对弹簧垫圈的宏观断口、化学成分、机械性能和显微组织进行分析。结果表明:弹簧垫圈在热成型时温度过高,表面严重脱碳,并局部有氧化皮压入。氧化皮脱落后形成凹坑,凹坑边角尖锐处淬火过程中造成应力集中,产生微裂纹,导致道岔装配预紧时发生脆断。
格式:pdf
大小:566KB
页数:3P
人气:83
4.6
某导弹位标器用弹簧垫圈失效分析 某型号导弹位标器用弹簧垫圈在现场装配时发生断裂。对断裂件进行了化学成分、硬度和宏、微观检验。结果表明,弹簧垫圈冶金质量符合要求;其断裂失效是镀锌后除氢不彻底,导致装配时发生氢脆断裂。提出了建议。
格式:pdf
大小:231KB
页数:3P
人气:83
4.4
连接器尾夹弹簧垫圈压装不平的处理 本文针对连接器尾罩处理过程中尾夹弹簧垫圈压装不平的现象,从尾罩处理工艺方法、尾夹的材料及结构等方面进行了综合分析,明确了尾夹弹簧垫圈压装不平主要是由于尾夹的抗张力强度不足所致。在此基础上提出了相应的解决措施,即在尾罩处理前对尾夹预先进行补加工,将补加工成形后的尾夹用于连接器的尾罩处理,取得了满意的装配效果。
格式:pdf
大小:254KB
页数:未知
人气:83
4.6
巧用弹簧垫圈 我厂在维修专用组合机床时,经常遇到一些缓冲、减振弹簧或驱动机构回程牵引弹簧的端部固定点的位置需要变更的问题。而当时又无弹簧端
格式:pdf
大小:253KB
页数:未知
人气:83
4.3
弹簧垫圈涨圈原因初探 通过对弹簧垫圈在装配中的受力分析和国内外弹簧垫圈标准的对比研究,提出涨圈的根本原因是弹簧垫圈的截面形状内薄外厚。而根据我国现行的弹簧垫圈(包括不锈钢弹簧垫圈)标准,难以保证截面形状内厚外薄,据此建议弹簧垫圈应限制在低强度的螺栓连接中使用
格式:pdf
大小:208KB
页数:未知
人气:83
4.3
弹簧垫圈防松? 本文介绍了某飞机制造公司所作弹簧垫圈防松试验中的意外现象,希望引起广泛讨论和重视,使研究继续深入。
格式:pdf
大小:433KB
页数:未知
人气:83
4.8
弹簧垫圈涨圈原因再探 针对《航天标准化》2000年第5期刊登的《弹簧垫圈涨圈原因初探》的理论研究结果,从试验的角度对此结果进行验证,给出试验数据,并加以分析,指出原理论研究结果不正确之处,分析出实际影响弹簧垫圈涨圈的因素。
文辑创建者
我要分享 >
职位:室内设计师助理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐