PROFIBUS总线的胎面联动线控制系统设计
2025-01-19
根据联动生产线的工艺流程、技术要求对胎面联动线控制系统进行了系统的设计,基于PROFIBUS总线实现了PLC与变频器、调速器的网络通信,同时在软件设计上采用了模块化的编程思想,将整个程序分解为若干个子程序和功能块并由主程序开始依次调用,从而方便了程序的编写、修改和维护.

变频器PROFIBUS总线控制
针对传统过程自动化控制系统存在的线路繁杂、信号易干扰、系统稳定性差等问题,通过采用profibus总线技术,在以hdu3000实验装置基础上,结合plc控制系统特点,设计并开发出现场总线过程控制系统。实践证明该系统能够安全、可靠、稳定地运行。
编辑推荐下载
格式:pdf
大小:493KB
页数:3P
人气:81
 4.5
4.5
 基于Profibus现场总线的塑料膜片生产线控制系统
基于Profibus现场总线的塑料膜片生产线控制系统 阐述了由abb变频器、人机界面(hmi)及s7-300plc组成的塑料膜片生产线自动控制系统。该系统采用现场总线、卷取应用宏、触控等先进控制技术,具有精确的控制性能,良好的动态特性,能够实现工厂网络化、信息化。
格式:pdf
大小:156KB
页数:2P
人气:81
4.3
对火电厂生产特点进行概述,引出profibus现场总线控制系统在火电厂使用的必要性,同时对我国profibus现场总线控制系统运用情况进行总结,最后分析其带来的效果。
热门文档 PROFIBUS总线的胎面联动线控制系统设计
格式:pdf
大小:234KB
页数:未知
人气:81
4.5
基于EtherCAT总线的ROV控制系统设计 有缆水下机器人(rov)在水下打捞、故障排除、海洋石油勘探与开发、矿物资源开采以及军事等方面均有着广泛的应用前景。水下机器人运动控制的核心是嵌入式计算机系统,它需具有实现运动控制算法、数据采集、与外设进行通信等功能。随着水下机器人的不断发展,对其性能以及灵活性、扩展性等提出了更高的要求,而这主要体现在控制核心的运算能力以及通讯速率等方面。本文利用德国beckhoff公司的ethercat总线以及嵌入式控制器,结合自主研发的软件应用程序,提出一套高运算能力与高通信吞吐速率的设计方案,并实验成功。
格式:pdf
大小:9KB
页数:1P
人气:81
4.5
基于CAN总线的包装生产线控制系统设计 在包装生产线中,can总线技术在控制系统中具有重要的作用,can总线技术的优势主要表现为控制具有分散性以及数字化的信息传递模式,使其在包装生产线控制系统中具有广泛的应用。
格式:pdf
大小:362KB
页数:4P
人气:81
4.8
基于Profibus总线的镀锌生产线激光焊机控制系统 针对镀锌生产线的特点,介绍镀锌生产线中激光焊机的总体结构及工艺流程.镀锌生产线主站采用s7-400plc作为控制器,通过profibus-dp总线通信,实现主站与远程io总线、交流变频伺服驱动系统、hmi人机界面系统的通信.其中远程io总线主要负责焊前准备和焊后处理;其交流变频伺服驱动系统极其复杂,包含14个伺服电机,完成带钢间隙生产线方向调整、激光架生产线方向移动、带钢手动对中调整、带钢入(出)口对中调整、激光架过程梁方向移动、焊接头和剪切头竖直方向移动、压轮过程梁方向移动、带钢中性层调整;hmi人机界面主要负责焊机工艺参数的设定、焊机运行时的状态监视和焊接工作历史数据的查询.
格式:pdf
大小:1.7MB
页数:6P
人气:81
4.8
通过滑触线进行ProfiBus通讯的系统设计 本文介绍了通过siemens通讯功能单元powerrailbooster在滑触线上实现固定的中央控制器和移动小车之间的profibus通讯,并重点介绍该控制系统的硬件配置和软件实现方法及优点。
格式:pdf
大小:1.9MB
页数:4P
人气:81
4.5
通过滑触线进行ProfiBus通讯的系统设计 本文介绍了通过siemens通讯功能单元powerrailbooster在滑触线上实现固定的中央控制器和移动小车之间的profibus通讯,并重点介绍该控制系统的硬件配置和软件实现方法及优点。
精华文档 PROFIBUS总线的胎面联动线控制系统设计

格式:pdf
大小:346KB
页数:1P
人气:81
4.6
简述了profibus总线桥的应用背景,介绍了其工作原理;根据工业控制领域常用的modbus功能码,选择合适的功能码,以一个实例说明了怎样将pd194e接入s7-300plc控制系统中,并通过软件实现了修改装置参数、遥测、遥信、遥控等功能。这种方法应用简便,且成本低廉,应用表明稳定可靠。
格式:pdf
大小:262KB
页数:未知
人气:81
4.8
基于以太网精装联动线控制系统的研究 在深入分析精装联动线生产工艺要求的基础上,设计了一套基于以太网精装联线自动控制系统。该系统采用台达的dvpen以太网模块、dvp28svplc以及dvp10mc多轴运动控制器。阐述了dvpen以太网模块与dvp10mc运动控制器的工作特点,并分析了以太网在系统中的应用。实践表明,该系统结构设计合理,减少了系统的开发时间,同时操作便利。
格式:pdf
大小:691KB
页数:3P
人气:81
4.8
基于PROFIBUS-DP的防洪闸和廊道门控制系统设计 对profibus现场总线作简单介绍的基础上,设计出基于profibus-dp的防洪闸和廊道门的中央控制系统,并分析了系统结构、dp主从站的硬件组态及软件实现情况。
格式:pdf
大小:144KB
页数:2P
人气:81
4.7
基于LIN总线的车窗控制系统设计 设计一种lin总线型车窗控制系统,介绍lin总线协议、控制系统硬件设计和主从节点软件设计,并给出lin通讯的标识符和数据段字节定义.
最新文档 PROFIBUS总线的胎面联动线控制系统设计
格式:pdf
大小:57KB
页数:1P
人气:81
4.5
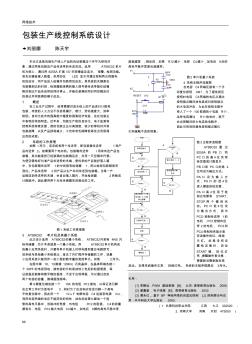
网络技术 66 包装生产线控制系统设计 ◆刘丽娜陈天宇 本论文选取包装生产线上产品的自动装箱这个环节为研究对 象,通过两条包装及产品传送带的传送完成。选用at89c52单片 机为核心,通过用8255a扩展i/o实现键盘及显示、报警、检测功能。 首先在键盘输入数值,采用四位led显示并通过控制两台伺服电 机的运动,将产品送入纸箱并包装然后运走。其系统的关键是在 包装箱到达的时刻,检测器能准确的输入信号使传送带能在纸箱 刚好到达产品传送带的同时停止,并能在装满的同时将空箱及时 的到达并将装满的箱子运走。 1概述 在工业生产过程中,经常需要对流水线上的产品进行计数和 包装,传统的人工方法不仅容易漏计、错计、劳动强度大、效率 较低。自动化技术的提高能大幅度的提高经济效益,这在包装业 中表现的特别明显。近年来,包装生产线的自动化、电子监测和 控制系统持续发展,使的包
格式:pdf
大小:942KB
页数:2P
人气:81
4.7
U型生产线控制系统设计 从目前市场来看,质量已经有标准来衡量,采购也都是集中采购形式,利润在各厂家的竟争下已做到了最低,在这种形式下,最直接的赢利方式就是产量。在这种形式下,企业更注重进行技术改革,生产线满足了它们的要求,从而对传送设备就要有更高的要求。
格式:pdf
大小:507KB
页数:4P
人气:81
4.5
PROFIBUS总线在城市轨道交通控制系统的应用 profibus是一种国际化、开放式、不依赖于设备生产商的现场总线标准,广泛适用于制造业自动化、流程工业自动化和楼宇、交通、电力等其他领域自动化。profibus-dp作为profibus一个兼容部分,它是一种高速低成本通信,用于设备级控制系统与分散式i/o的通信,使用profibus-dp可取代24vdc或4~20ma信号传输。主要介绍了profibus-dp在城市轨道交通控制系统中的应用。
格式:pdf
大小:201KB
页数:2P
人气:81
4.3
连续式美纹纸包装线控制系统设计 本文针对美纹纸包装线连续式机型运行速度难以控制的问题,提出了应用plc控制装置结合模糊控制理论从电气控制方面着手解决包装材料恒速供送问题。应用编码器测速装置进行了包装速度试验,试验结果表明包装速度指标可以达到200卷/分,并且包装线运行稳定性,符合该种机型的技术指标要求。
格式:pdf
大小:227KB
页数:4P
人气:81
4.6
基于PROFIBUS技术的飞来峡船闸控制系统设计 介绍profibus总线的特性和其在监控系统中的优越性。飞来峡船闸应用基于profibus的现场总线控制系统,取得较好的实际使用效果,具有应用推广价值。
格式:pdf
大小:138KB
页数:未知
人气:81
4.4
基于PROFIBUS现场总线技术的钴-60集装箱检查控制系统 简述了profibus现场总线,并详细介绍了基于profibus现场总线的钴-60集装箱检查控制系统的结构及其所实现的功能以及系统的特性和优点.
格式:pdf
大小:426KB
页数:未知
人气:81
4.5
PROFIBUS总线数据无线传输模块的设计 为了解决profibus现场总线中通信电缆带来的不便,将zigbee无线通信技术引入到profibus总线中,实现数据的无线传输。本文分析了zigbee技术与profibus总线技术的几种集成方式,提出了采用无线中继法实现profibus总线数据通过无线传输模块在整个系统网络中的无线传输,围绕硬件设计和软件设计两方面详细论述了无线传输模块的电路结构和软件配置。经测试表明,数据无线传输准确无误,最大传输速率为187.5kbit/s。
格式:pdf
大小:20.8MB
页数:71P
人气:81
4.4
뫾쓏듳톧쮶쪿톧캻싛컄믹폚profibusퟜ쿟뗄뗧웸믰퓖볠뿘쾵춳짨볆폫쪵쿖탕쏻ꎺ컄슶짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ뗧ퟓ뿆톧폫벼쫵횸떼뷌쪦ꎺ듷탋20110506 믹폚profibusퟜ쿟뗄뗧웸믰퓖볠뿘쾵춳짨볆폫쪵쿖ퟷ헟ꎺ컄슶톧캻쫚폨떥캻ꎺ뫾쓏듳톧놾컄뛁헟튲뛁맽(10쳵ì1.췵열profibus컞쿟뒫쫤ힰ훃뗄짨볆폫쪵쿖[톧캻싛컄]20112.쳯샲믹폚canopenퟜ쿟뗄훇쓜뷓뒥웷뗄짨볆폫뾪랢[톧캻싛컄]20113.샮쏹.훜쳬쇺.믆쿾룕.liming.zhoutian-long.huangxiao-gang믹폚profibus-dp뗄훇쓜랧쏅뚨캻웷짨볆[웚뾯싛컄]-틇뇭벼쫵폫뒫룐웷2011(2)4.톩럥믹폚profibus-dp쿖뎡ퟜ쿟뗄ퟔ뚯뫡보짺닺쿟뗄짨볆
格式:pdf
大小:186KB
页数:4P
人气:81
4.7
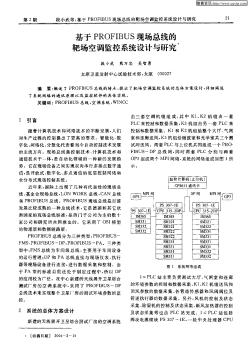
概述了profibus总线的特点,提出了靶场空调监控系统的总体方案设计,详细阐述了系统网络的通讯原理以及监控软件的具体实现。
格式:pdf
大小:60KB
页数:未知
人气:81
4.6
智能建筑中总线控制系统——略论instabus EIB系统及应用 智能建筑中总线控制系统——略论instabus EIB系统及应用
文辑创建者
我要分享 >
职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐