PVC-U异型材门窗焊接工艺
2025-01-22
采用四因素三水平正交试验考察了影响PVC-U异型材门窗焊接强度的关键因素(焊接温度、熔融时间、焊接时间、焊接压力等)。结果表明:①影响PVC-U异型材门窗焊角强度的最主要因素是熔融时间,之后依次是焊接时间、焊接压力、焊接温度;②适宜的工艺条件为:焊接温度245~255℃、熔融时间30 s左右、焊接时间30s左右、焊接压力0.4 MPa左右。

 PVC及型材门窗市场新动向
PVC及型材门窗市场新动向 本刊:秘书长,异型材及门窗在塑料行业占有很重要的位置,有言道窥一斑而知全豹,秘书长你怎么看我国塑料行业的发展形势?王存吉:自去年四季度以来,由于经济环境恶化导致需求放缓,加上
PVC-U门窗异型材加热后尺寸变化率的研究 研究了生产工艺和配方对pvc-u门窗异型材加热后尺寸变化率的影响,结果表明:随着牵引速度的增加,加热后型材尺寸变化率大幅上升;cpe和加工改性剂acr用量的小幅度变化,对加热后型材尺寸变化率的影响较小,可以忽略;caco3的用量与加热后型材尺寸变化率成反比。
编辑推荐下载
格式:pdf
大小:543KB
页数:3P
人气:96
 4.6
4.6
抗氧剂对PVC-U异型材焊接强度的影响 热稳定剂是pvc-u异型材配方中最为重要的一种组分,它能提高pvc-u在加工和应用过程中的热稳定性和耐候性,但是仅有热稳定剂并不能完全满足pvc-u异型材在整个加工和使用过程中的要求。以铅系稳定剂为例,在pvc-u异型材配方中添加适当的抗氧剂,能有效地改善和提高pvc-u异型材的焊接强度。
格式:pdf
大小:623KB
页数:2P
人气:96
4.7
门窗PVC-U主型材可焊接性和角强度 本文介绍了门窗pvc-u主型材可焊接性与角强度检测方法的不同,并详细说明两种检测方法得出的检测结果的区别,新门窗标准和型材标准中相关规定的联系与区别,以及理论计算fc和试验测得fc,目的在于说明采用可焊接性检测方法,并通过计算得到受压弯曲应力σc,比采用角强度检测方法得出的结果更具科学、公正、合理性。
热门文档 PVC-U异型材门窗焊接工艺
格式:pdf
大小:281KB
页数:2P
人气:96
4.6
铝型材门窗方兴末艾 铝型材是制作铝门窗、铝框玻璃幕墙、吊顶铝合金龙骨、铝装饰板、铝合金货柜等的主要材料。据有关部门不完全统计,建筑装饰工程已成为使用铝型材的最大用户。我国的建筑铝制品生产起步于80年代初期,但发展速度之快可居世界第一。目前国内铝型材市场比较混乱,铝型材质量参差不齐,良莠难分。有的问题比较直观,如铝型材表面色差、弯曲变形等;有的问题就较复杂,如铝型材成份问题,凭外表是无法准确判断的。鉴于广大消费者对铝型材的认识比较模糊,下面略作介绍。1铝合金建筑型材的质量控制1.1铝合金建筑型材生产工艺纯铝为银白色,属于有色
格式:pdf
大小:214KB
页数:3P
人气:96
4.7
从工艺条件提高PVC-U异型材的性能 加工工艺对塑料异型材的物理化学性能有重要影响,本文重点从加工工艺和填充等方面来研究对pvc型材的性能影响,并设计高效的型材配方。
格式:pdf
大小:17KB
页数:9P
人气:96
4.4
欧美型材门窗标准及性能特点的比较 我国塑料门窗是上世纪80年代开始从欧洲和美国引进成套的设 备、模具、配方、工艺以及门窗的组装技术等生产技术,到目前主要 形成两种完全不同风格的型材和门窗体系。1988年2月13日,我国 轻工部批准颁布gb8814—88标准,它等效采用日本工业标准 jisk6785—1985《窗框用硬pvc型材》。1995年开始对该标准进行修 订,本次修订标准的主要依据仍是jisk6785,于1998年公布,1999 年开始执行。1994年12月5日,我国建设部批准颁布《pvc塑料门 jg/t3017—94》标准和《pvc塑料窗jg/t3018—94》标准,它们等 效采用德国din18055、din4108及din4109中有关门(窗)的技术要 求。gb8814—98标准、jg/t3017—94标准和jg/t3018—94标准构 成
格式:pdf
大小:8KB
页数:2P
人气:96
4.4

一、窗用型材介绍型材是窗的主要构成部分之一,目前市场最常见以及常用的门窗用 型材分为塑料型材(塑钢材料)、铝合金型材、断桥铝合金材料等。我公司推出的这种新型 型材是通过微发泡塑料包覆铝合金材料精心加工而成,相比传统的塑钢型材和铝合金型材及 断桥铝合金型材具有很多不可比拟的优势,主要体现在以下几点: 1、强度高因为是铝塑复合的新型材料,所以在加工制作时也分为两种工序,这一点 是与传统型材加工方式区别最大的地方,传统的塑钢型材采用热熔焊接的方式进行角部的连 接,其空腔内用于加强型材强度的衬钢仅仅靠螺钉简单的固定在塑料腔体内,所以导致塑料 连接的角部外力承受能力较弱,经过长时间的风化等外界环境的影响稍稍受力即有可能造成 角部连接的部分开裂开焊。而铝合金型材是采用冲压组角和胶水连接的方式进行门窗生产加 工的,角部的链接相当于是卡件卡进去的,其连接的强度不是很牢固,所以要借助胶水
精华文档 PVC-U异型材门窗焊接工艺

格式:pdf
大小:540KB
页数:40P
人气:96
4.4
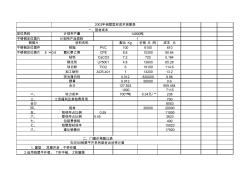
定位角码计划年产量 不锈钢定位插片计划吨产品损耗 钢插片配比kg价格元/吨成本元 不锈钢定位插件树脂pvc1006100610 不锈钢定位插片8×0.6氯化聚乙烯cpe8.81030090.64 轻钙caco37.27205.184 稳定剂lp50014.81360065.28 钛白粉tio2619100114.6 加工助剂acr-40111320013.2 荧光增白剂0.0128300009.96 群青0.012500000.6 合计127.824909.464 10007115 二、动力成本700°/吨0.34元/°238 三、工资福利及其他费用用700 合计8053 四、铝材2000020000 五、铝材所占比例0.5511000 六、塑材所占比例0.45
格式:pdf
大小:218KB
页数:3P
人气:96
4.8
木塑型材门窗设计研究 系统的描述门窗的类别,为木塑门窗功能和形制的设计提供准则;阐述木塑门窗的设计原则,为木塑门窗截面设计提供依据;依据门窗配件的相关标准,为木塑门窗配件的选用提供准则。
格式:pdf
大小:237KB
页数:6P
人气:96
4.7
-1- 目录 第一章pvc塑料门窗组装工艺.............................2 第一节型材下料.........................................2 第二节铣排水孔和气压平衡孔.............................8 第三节铣五金件安装槽孔................................10 第四节增强型钢的切割与装配............................10 第五节型材焊接........................................12 第六节焊瘤清理........................................16 第七节密封条的安装..................
格式:pdf
大小:2.9MB
页数:50P
人气:96
4.5
大连实德塑胶工业有限公司 dalianshideplasticindustryco.,ltd -1- 目录 第一章pvc塑料门窗组装工艺.............................2 第一节型材下料.........................................2 第二节铣排水孔和气压平衡孔.............................8 第三节铣五金件安装槽孔................................10 第四节增强型钢的切割与装配............................10 第五节型材焊接........................................12 第六节焊瘤清理...........
最新文档 PVC-U异型材门窗焊接工艺
格式:pdf
大小:947KB
页数:3P
人气:96
4.3
门、窗用PVC-U塑料异型材截面设计思路 简述门、窗用pvc-u塑料异型材截面设计流程及方法,应首先考虑目标地区的气候特点,然后从塑料门窗的抗风压性能、气密性能、水密性能、保温性能、空气声隔声性能、采光性能等六大性能着手确定截面设计方案,并参照塑料门窗标准进行细节设计,最后对门窗截面进行各种数据验证。
格式:pdf
大小:17KB
页数:1P
人气:96
4.6
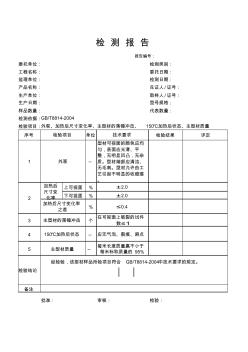
委托单位:检测类别: 工程名称:委托日期: 监理单位:检测日期: 产品名称:见证人/证号: 生产单位:取样人/证号: 生产日期:型号规格: 样品数量:代表数量: 检测依据: 检验项目: 序号单位检验结果评定 1-- 上可视面% 下可视面% % 3个 4-- 5-- 备注 批准:审核:检验: 2 检验结论 加热后 尺寸变 化率 经检验,该型材样品所检项目符合gb/t8814-2004中技术要求的规定。 150℃加热后状态应无气泡、裂痕、麻点 外观 型材可视面的颜色应均 匀,表面应光滑、平 整,无明显凹凸,无杂 质。型材端部应清洁、 无毛刺。型材允许由工 艺引起不明显的收缩痕 。 ±2.0 ±2.0 主型材质量 每米长度质量赢不小于 每米标称质量的95% 加热后尺寸变化率 之差 ≤0.4 主型材的落锤冲击 在可视面上破裂的试件 数≤1 g
格式:pdf
大小:599KB
页数:3P
人气:96
4.6
浅议门、窗用PVC-U塑料异型材发展趋势 简述了pvc-u塑料异型材技术现状和发展趋势。着重阐述了塑料异型材正向大尺寸、厚壁厚、腔室、多密封方向发展。目前,塑料异型材表面彩色化已经普及,对推拉门窗性能有所提升。胶条后共挤得到了改进并广泛应用。塑料异型材在理论设计、技术验证方面都取得了长足进步。
格式:pdf
大小:1.1MB
页数:4P
人气:96
4.5
PVC-U塑料异型材的原辅材料分析 塑料异型材的物理化学性能,不但对型材的外观如表面光亮度等有影响,而且对型材的焊接强度和低温冲击强度等有重要的影响。文章从型材原辅材料的结构及特点等方面来研究原辅材料的选用对pvc型材的性能和外观的影响,重点对pvc、微粒子填充和抗冲击改性剂进行研究,提出合理的原辅材料要求,且设计高效的型材配方。
格式:pdf
大小:1.1MB
页数:4P
人气:96
4.7
PVC-U异型材利用氙弧灯和QUV老化方法分析 介绍了利用氙弧灯和quv对pvc-u异型材进行老化的方法。
格式:pdf
大小:96KB
页数:未知
人气:96
4.8
PVC-U门窗异型材加热后尺寸变化率的研究 研究了生产工艺和配方对pvc—u门窗异型材加热后尺寸变化率的影响,结果表明:随着牵引速度的增加,加热后型材尺寸变化率大幅上升;cpe和加工改性剂acr用量的小幅度变化,对加热后型材尺寸变化率的影响较小,可以忽略;caco3的用量与加热后型材尺寸变化率成反比。
格式:pdf
大小:73KB
页数:2P
人气:96
4.6
PVC—U门窗异型材挤出过程的弯曲变形与对策 PVC—U门窗异型材挤出过程的弯曲变形与对策
格式:pdf
大小:422KB
页数:2P
人气:96
4.3
PVC-U塑料异型材后共挤模具设计 针对pvc-u塑料异型材后共挤模具的特性,对其加热块、共挤块和冷却水箱部分的设计要点进行了较为详细的分析,并提出了一些新型设计思路,同时结合实践经验对实际生产中易出现的问题提出了相应对策。
格式:pdf
大小:125KB
页数:未知
人气:96
4.7
硬质PVC门窗异型材的高速挤出 简要介绍了硬质pvc门窗异型材高速挤出技术的国内外现状,并对配方、工艺、挤出机、辅机及模具等影响高速挤出的要素作了一定的探讨
文辑创建者
我要分享 >
职位:木门结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐