PVC复合材料的滴塑与蘸塑成型微型试验探究
2025-01-22
对Anion负离子添加剂进行表面处理,通过掺杂共混的工艺调制出PVC/Anion复合糊,利用滴塑、蘸塑技术制备出了释放负离子的制品,制品释放负离子数可达1000个/cm3以上。实验操作简单,快速安全,占用空间小,实验现象明显,并且试剂用量少,对环境无污染,学生们能够人人动手参与,对提高学生的综合素质有良好的效果。

 PVC基木/塑复合材料的仿真木纹挤出研究
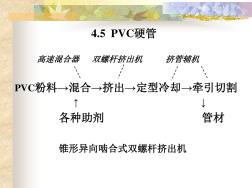
PVC基木/塑复合材料的仿真木纹挤出研究 通过调整木纹剂与基体树脂中润滑剂的用量、加工工艺条件以及利用单、双螺杆挤出机对pvc基木/塑仿木型材的木纹进行了研究。结果表明:增加木纹剂中润滑剂的用量有利于木纹的形成,通过调整润滑剂的用量,单螺杆挤出机与双螺杆挤出机都能挤出木纹型材。

木塑复合材料地板的成型
编辑推荐下载
格式:pdf
大小:351KB
页数:3P
人气:91
 4.6
4.6
改性木塑复合托盘的压塑成型 本文介绍了木塑复合托盘的生产工艺,包括原料的选择和处理,并重点介绍了木塑复合托盘的挤出~压塑成型和生产工艺控制。
热门文档 PVC复合材料的滴塑与蘸塑成型微型试验探究
格式:pdf
大小:917KB
页数:4P
人气:91
4.7
镀锌金属嵌件在复合材料模塑成型中发黑问题探讨 金属嵌件作为复合材料连接的一种主要形式,被广泛应用于各个成型工艺。本文通过试验,对在模塑成型中的原材料及成型工艺等因素进行验证,阐明可能影响镀锌金属嵌件在成型过程中变黑的主要原因,并通过有效手段解决镀锌金属件成型过程中表面变黑的问题。
格式:pdf
大小:364KB
页数:未知
人气:91
4.3
后固化对树脂传递模塑成型复合材料性能影响监测 研制了双光纤bragg光栅(fbg)温度/应变传感器,监测二次后固化对树脂传递模塑(rtm)成型复合材料的应变自由温度、玻璃化转变温度、残余应变及热膨胀系数的影响规律,并分析模具材料对热膨胀系数的影响。实验结果表明,二次后固化后,复合材料应变自由温度和玻璃化转变温度分别从189.0℃、189.4℃增加到200.2℃、204.0℃;外层残余应变从-597.7με下降至-671.5με;外层复合材料热膨胀系数从5.248×10^-6/℃下降为4.275×10^-6/℃,说明后固化可显著提高复合材料性能。
格式:pdf
大小:239KB
页数:3P
人气:91
4.4
硬质PVC干混料注塑成型要点分析 对影响硬质pvc干混料注塑成型产品质量的主要因素:硬质pvc干混料的配方、注塑机的选择、注塑产品的结构设计、模具设计以及注塑工艺等多方面进行了比较祥细地分析,总结了使用pvc干混料注塑产品时可能出现的产品缺陷及问题,结合实际给出了一般使用条件下pvc产品的干混料注塑成型的配方方法和注塑加工工艺参数。
精华文档 PVC复合材料的滴塑与蘸塑成型微型试验探究
格式:pdf
大小:242KB
页数:2P
人气:91
4.5
塑木复合材料的挤出成型加工工艺研究 简单的从原料供给、挤出、成型加工介绍了塑木复合材料挤出成型的加工工艺,最后对国内塑木的发展做了建议和展望。
格式:pdf
大小:612KB
页数:4P
人气:91
4.7
抗菌PVC纳米复合材料的制备 利用钛酸酯偶联剂对zno/ag纳米抗菌剂改性处理,将改性后的抗菌剂与聚氯乙烯(pvc)均匀混合后混炼压片,制得抗菌pvc纳米复合材料。研究了zno/ag纳米抗菌剂的分散工艺,并对抗菌pvc复合材料的抗菌性能及力学性能进行了评价。结果表明:改性后的zno/ag纳米抗菌剂沉降率由94.0%减小到0.4%,亲油性和稳定性提高;抗菌pvc复合材料对大肠杆菌的抗菌率达99%以上,其拉伸强度和断裂伸长率随抗菌剂添加量的增加均呈先增后降的趋势。
格式:pdf
大小:261KB
页数:未知
人气:91
4.4
GFRP复合材料板簧的试验分析 本文阐述gfrp复合材料板簧的性能以及试验;试验表明,复合材料板簧疲劳寿命高于传统钢板弹簧;分析其疲劳破坏特征与钢板弹簧的不同点。
最新文档 PVC复合材料的滴塑与蘸塑成型微型试验探究
格式:pdf
大小:939KB
页数:3P
人气:91
4.5
高填充PVC基木塑复合材料的燃烧性能 利用锥形量热仪(cone)研究了木粉对pvc/木粉复合材料体系(pw)燃烧性能的影响。通过与pvc、加入硼酸锌的pvc和木材对比,结果显示木粉的加入可显著提高pw的成炭率,同时体系质量损失速率、热释放速率、有效燃烧热出现峰值的时间均有所延后,峰值相比pvc体系有所降低,表明pvc和木粉之间存在相互作用,木粉加入对pvc有一定的阻燃作用。通过比消光面积、烟释放速率、总烟释放量以及一氧化碳产率分析了木粉加入对材料烟释放以及co释放的影响,结果表明木粉的加入也可使复合材料体系烟及co释放量降低,峰值出现的时间延后,表明木粉的加入对pvc也有一定的抑烟作用。
格式:pdf
大小:155KB
页数:2P
人气:91
4.4
硼酸酯对PVC-稻壳粉木塑复合材料性能的影响 以硼酸二甘油酯硬脂酸酯作为pvc-稻壳粉木塑复合材料润滑加工助剂,用于研究木塑复合材料,考察在木塑复合材料中加入为30%、40%、50%、60%稻壳粉时的产品性能。结果表明,当硼酸酯加入比例增大时,产品的挤出速度、冲击强度、拉伸强度和弯曲强度都有不同程度的提高。当硼酸酯的加入量完全替代原有润滑剂使用时,pvc-稻壳粉木塑复合材料的挤出速度平均提高了8.09%,冲击强度平均增加了8.55%,拉伸强度平均增加了5.07%,弯曲强度平均增加了2.93%,同时吸水率最大增加了0.64%。
格式:pdf
大小:948KB
页数:4P
人气:91
4.7
PVC基木塑复合材料力学性能的研究 利用胺类改性剂m处理木粉,研究了改性剂m和力学性能改性剂丙烯腈-苯乙烯共聚(物as)的用量对聚氯乙(烯pvc)基复合材料力学性能的影响。结果表明:随着改性剂m用量的增加,复合材料的拉伸强度、无缺口冲击强度、弯曲强度以及弯曲模量都呈先上升后下降的趋势,且当m用量略大于2%时达到最大值;随着as用量的增加,复合材料的拉伸强度、弯曲强度及弯曲模量都呈逐渐上升的趋势,无缺口冲击强度呈逐渐下降的趋势到,8%时趋于平缓。
格式:pdf
大小:1.3MB
页数:2P
人气:91
4.5
无机阻燃剂对PVC木塑复合材料的影响 采用a1(oh)3、zb-2335(硼酸锌-2335)以及sb2o3等无机阻燃剂对pvc木塑复合材料进行阻燃处理,并通过测定氧指数、拉伸强度、冲击强度项目研究不同的阻燃剂配方及含量对材料的阻燃性能和力学性能的影响。结果表明:(1)随着a1(oh)3,zb-2335以及sb2o3添加量的增加,复合材料的氧指数(loi)都呈现逐渐增大的趋势。sb2o3阻燃效率最高,当添加量为9份时,氧指数达到35.2%;(2)无机阻燃剂的加入普遍降低了复合材料的冲击强度,但对拉伸强度起到了一定的增强作用。
格式:pdf
大小:290KB
页数:3P
人气:91
4.4
温度对木塑复合材料弯曲性能影响的试验研究 研究了温度变化对木塑复合材料弯曲性能的影响。试验结果表明,pe/木粉木塑复合材料的弯曲强度在6℃左右达到最大值,当温度升高或降低时,材料的弯曲强度和弯曲模量也降低;木塑复合材料的弯曲强度和弯曲模量随着木质纤维掺量的增加而增大,在木粉掺量为65%时弯曲强度达到最大值。因此,可以根据使用环境的不同,选择合适的配方生产木塑复合材料。
格式:pdf
大小:1008KB
页数:4P
人气:91
4.4
复合材料管形件冲击试验仿真 本文采用大型非线性动力学有限元分析程序(msc/dytran)建立复合材料管形件有限元模型,对管形件冲击试验过程进行了计算机仿真分析。
格式:pdf
大小:170KB
页数:4P
人气:91
4.7
PVC木塑复合材料热解动力学 将木粉按一定比例添加到pvc中得到复合材料,通过热重分析研究复合材料在空气、n2气氛下不同升温速率时的热解行为。通过doyle和tangmethod法计算了木塑材料的降解活化能。利用活化能分布函数,分析了复合材料在热解、燃烧过程中不同阶段的反应活性变化规律。研究表明,热解过程可分为3个阶段,230~360℃为第一失重阶段,360~430℃为稳定阶段,430~580℃为第二失重阶段。升温速率及反应气氛对热解过程有显著影响。由分布活化能模型计算表明,其热解动力学为一级反应,两个失重阶段的活化能分别为220kj·mol-1和139kj·mol-1,反应活性随失重率的增加而减少。
格式:pdf
大小:677KB
页数:1P
人气:91
4.6
塑料及其复合材料 (1)汽车材料应用塑料的最大优势是可以减轻车体的质量。(2)塑料成型容易,使得形状复杂的的部件加工十分便利。例如,仪表台用塑料可以一次加工成型,加工时间短,精度有保证。
格式:pdf
大小:176KB
页数:未知
人气:91
4.3
亚麻-塑料复合材料 将亚麻加工过程中产生的废弃物与一定比例的塑料原材料混合,加入适量添加剂,可制造出麻塑复合材料。由哈尔滨纺织科学研究所研发的这种复合材料,可以做成门窗等建筑、装饰材料和汽车零配件,还可以做成汽车保险杠,而这些产品的成本比同类塑料制品低20%以上。
格式:pdf
大小:682KB
页数:11P
人气:91
4.7
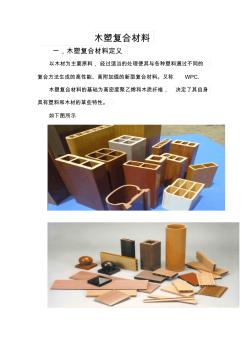
木塑复合材料 一,木塑复合材料定义 以木材为主要原料,经过适当的处理使其与各种塑料通过不同的 复合方法生成的高性能、高附加值的新型复合材料。又称wpc. 木塑复合材料的基础为高密度聚乙烯和木质纤维,决定了其自身 具有塑料和木材的某些特性。 如下图所示 二,木塑复合材料的主要特点 1)良好的加工性能。木塑复合材料内含塑料和纤维,因此,具 有同木材相类似的加工性能,可锯、可钉、可刨,使用木工器具即可 完成,且握钉力明显优于其他合成材料。机械性能优于木质材料。握 钉力一般是木材的3倍,是刨花板的5倍。 2)良好的强度性能。木塑复合材料内含塑料,因而具有较好的 弹性模量。此外,由于内含纤维并经与塑料充分混合,因而具有与硬 木相当的抗压、抗弯曲等物理机械性能,并且其耐用性明显优于普通 木质材料。表面硬度高,一般是木材的2——5倍。 3)具有耐水、耐腐性能,使用寿命长,
文辑创建者
我要分享 >
职位:给水排水工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐