PVC管手扳弯管器的制作与使用
2025-01-17
在管道安装工程中,传统的PVC管揻弯弹簧只限于DN16~25管揻弯,DN32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。

地暖弯管器规格有16或20,购买时主注明16或20 地暖管 用于分水器下方地暖管道快速弯曲定型的一种管件 (辅助工具),可有效防止地暖管扭曲,回弹,缩径, 死折,松脱等问题,增加地暖安全可靠性,并使管材 弯曲半径符合6倍管外径的国标要求,同时增加地暖 的美观。 塑料弯管卡具有如下6大优点: 1.省事,分水器下边的管材安装只需把塑料弯管 卡往管材上一套,就可有效解决管材扭曲,回弹,死折, 缩径等问题,非常方便! 2.增加地暖使用寿命.用塑料弯管卡安装管材,可 以有效避免安装过程中出现划痕,白化,(事实证明,使 用塑料弯管卡的成本远远低于修复管材划痕和白化的 成本);提高了地暖管材安全可靠性,从而增加了地暖的 使用寿命. 3.安全性高.通过塑料弯管卡把管材直立支撑在 分水器下方,杜绝管材回弹,增加稳定性;在受到高压水 流冲击时,可有效预防
编辑推荐下载
格式:pdf
大小:9KB
页数:1P
人气:51
 4.6
4.6
手动弯管装置的制作与使用 我们在根据实际要求制作“u”型管时不外乎两种形式,一是使用现在市面上 用的液压弯管设备,二是用气焊烘烤管材(手掰、眼看)来控制的方法。笔者在 多年的实际操作过程中,通过对工件制作加工和上述两种方法的使用,感觉到在 弯管制作加工过程中应该有一种多功能的、使用简单、携带方便的弯管设备。它 就是下面介绍笔者发明的,既能调节角度,又能调节“u”型内径的多功能手动弯 管装置。 1工艺分析 笔者从事钳工工作二十多年,在这期间了解到目前,在我国食品、医药、化 工、电子等行业的产品加工过程中,经常会用到板框式过滤机,用于对各类液体 中微小的杂质进行过滤、澄清及提纯处理。这种过滤机的进液口与各支管之间的 连接是通过无数的“u型管”来实现的,其中“u型管”部件是以?准25×3的不锈 钢无缝管弯制而成的,弯曲角度为180°,弯曲半径为r42,如采用传
热门文档 PVC管手扳弯管器的制作与使用
格式:pdf
大小:143KB
页数:4P
人气:51
4.5
 无增塑阻燃硬质PVC可弯管的研制
无增塑阻燃硬质PVC可弯管的研制 本文主要叙述了无增塑阻燃硬质pvc可弯穿线管的特点,配方设计,生产工艺及在施工中的应用方法.
格式:pdf
大小:582KB
页数:2P
人气:51
4.5
用PVC弯管轻松自制散热通道 炎炎夏日持续的高温,对机器能否稳定运行是个严峻的考验。由于外界环境温度高,笔者的电脑经常出现死机或蓝屏等故障。为了能使电脑稳定运行,我们必须得想点办法使cpu工作温度降低。笔者试验了不少散热方法,都感觉效果不够理想。有不少朋友都会想到通过更换较大的cpu散热风扇或调高原风扇的电压,利用增加的通风量来带走cpu散发出的热量。这些方法或许能使cpu工作环境有所改善,不过也带来了不少负面影响,例如增加风扇功率或换大风扇必然会增加噪声,另外这个时期机箱内温度本来就高,空气流通缓慢,显卡、硬盘、光驱以及电源等设备工作时都会产生不少热量,仅仅增加cpu散热风扇的功率恐怕也于事无补,就象在锅炉房内扇扇子,能凉快吗?
格式:pdf
大小:951KB
页数:5P
人气:51
4.6

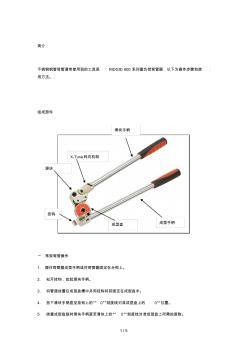
简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转向机制调节到锁定位置。 4.
格式:pdf
大小:960KB
页数:5P
人气:51
4.7

简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转向机制调节到锁定位置。 4.
精华文档 PVC管手扳弯管器的制作与使用
格式:pdf
大小:2.1MB
页数:16P
人气:51
4.4
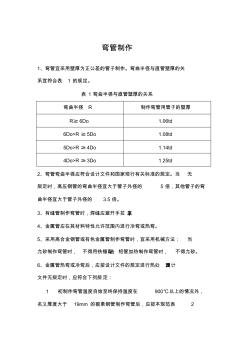
弯管制作 1、弯管宜采用壁厚为正公差的管子制作。弯曲半径与直管壁厚的关 系宜符合表1的规定。 表1弯曲半径与直管壁厚的关系 弯曲半径r制作弯管用管子的壁厚 r≥6do1.06td 6do>r≥5do1.08td 5do>r≥4do1.14td 4do>r≥3do1.25td 2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。当无 规定时,高压钢管的弯曲半径宜大于管子外径的5倍,其他管子的弯 曲半径宜大于管子外径的3.5倍。 3、有缝管制作弯管时,焊缝应避开手拉(压)区。 4、金属管应在其材料特性允许范围内进行冷弯或热弯。 5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法;当 允砂制作弯管时,不得用铁锤敲击。铅管加热制作弯管时,不得允砂。 6、金属管热弯或冷弯后,应按设计文件的规定进行热处理。当设计 文件无规定时,
格式:pdf
大小:963KB
页数:5P
人气:51
4.5
1/5 简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2/5 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转
格式:pdf
大小:36KB
页数:10P
人气:51
4.7

;‘ 详细文档内容需要请看文档最后一页 中文摘要 当今制造业越来越广泛的使用数控技术,传统手工业加工将会逐渐被数控加工所替代。因 为数控加工能降低人工劳动强度减少加工时间等许多优点。 本论文简单介绍了501弯管的组成部分、501弯管部件的选材以及501弯管的加工工艺, 以及喷嘴、散热头的数控加工方法和数控加工中一些值得注意的事项。对喷嘴和散热的数控 加工工艺进行分析,编写了数控加工程序。以及数控加工中一些值得注意的要点分析。 关键词:501万贯的工艺性分析、基准、数控技术、数控加工工艺、数控机床、数控编程、 以及数控刀具等。 -2- 目录 第一章前言----------------------------------------------------------------------------3 第二章机械工艺设计部分-----------
格式:pdf
大小:136KB
页数:3P
人气:51
4.5
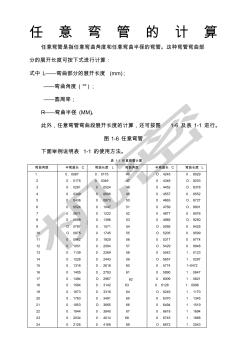
任意弯管的计算 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部 分的展开长度可按下式进行计算: 式中l——弯曲部分的展开长度(mm); ——弯曲角度(°); ——圆周率; r——弯曲半径(mm)。 此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。 图1-6任意弯管 下面举例说明表1-1的使用方法。 表1-1任意弯管计算 弯曲角度半弯直长c弯曲长度l弯曲角度半弯直长c弯曲长度l 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 0.0087 0.0175 0.0261 0.0349 0.0436 0.0
最新文档 PVC管手扳弯管器的制作与使用

格式:pdf
大小:96KB
页数:6P
人气:51
4.6
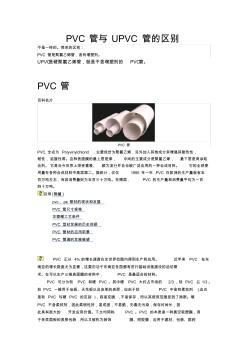
pvc管与upvc管的区别 不是一样的。简单的区别: pvc管是聚氯乙烯管,含有增塑剂。 upvc是硬聚氯乙烯管,就是不含增塑剂的pvc管。 pvc管 百科名片 pvc管 pvc,全名为polyvinylchlorid,主要成份为聚氯乙烯,另外加入其他成分来增强其耐热性, 韧性,延展性等。这种表面膜的最上层是漆,中间的主要成分是聚氯乙烯,最下层是背涂粘 合剂。它是当今世界上深受喜爱、颇为流行并且也被广泛应用的一种合成材料。它的全球使 用量在各种合成材料中高居第二。据统计,仅仅1995年一年,pvc在欧洲的生产量就有五 百万吨左右,而其消费量则为五百三十万吨。在德国,pvc的生产量和消费量平均为一百 四十万吨。 目录[隐藏] pvc、pe管材的现状和发展 pvc管尺寸规格 注塑模工艺条件 pvc型材发展的历史回顾 pvc管材的应用前景 pv

格式:pdf
大小:41KB
页数:3P
人气:51
4.5
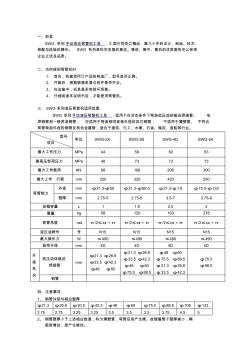
一、前言 swg系列手动液压弯管机工具,汇国内同类之精品,集几十年的设计、制造、技术、 装配与经验的精华。swg系列是科学发展的象征。售前、售中、售后的优质服务充公体现 企业之优良品质。 二、当你接到弯管机时 1、首先,检查您所订产品的制造厂、型号是否正确。 2、开箱后,根据装箱单清点附件是否齐全。 3、在运输中,机具是否有损坏现象。 4、仔细阅读本说明书后,才能使用弯管机。 三、swg系列液压弯管机适用范围 swg系列手动液压弯管机工具,适用于在冷态条件下弯曲低压流体输送焊接管、电 焊钢管和一般用途钢管,亦适用于弯曲相同规格外径的其它钢管;不适用于薄壁管、不符合 弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。 型号 项目 单位swg-2aswg-3bswg-4dswg-5a 最大工作压力mpa445962
格式:pdf
大小:21KB
页数:10P
人气:51
4.7
弯管及弯管工艺介绍 弯管加工工艺可以分为很多种,主要有拉弯、绕弯、推弯等多种方式,这些方 式又可以分为冷弯和热弯两种弯制状态。对于不同的弯管所应用的加工技术是不 同的,不同弯管的特性也是不一样的。 中频弯管: 中频弯管用于连接两根公称通径相同的管子,使管路作90度转弯。 中频弯管除含碳外一般还含有少量的硅、锰、硫、磷按用途可以把碳钢分为碳 素结构钢、碳素工具钢和易切削结构钢三类,碳素结构钢又分为建筑结构钢和机 器制造结构钢两种; 按冶炼方法可分为平炉钢、转炉钢和电炉钢;按脱氧方法可分为沸腾钢、镇静 钢、半镇静钢和特殊镇静钢;按含碳量可以把碳钢分为低碳钢,中碳钢和高碳钢; 按磷、硫含量可以把碳素钢分为普通碳素钢、优质碳素钢和高级优质钢和特级优 质钢。 一般碳钢中含碳量较高则硬度越大,强度也越高,但塑性较低。主要指力学性 能取决于钢中的碳含量,而一般不添加大量
格式:pdf
大小:53KB
页数:未知
人气:51
4.7
PVC管手扳弯管器的制作与使用 管道安装工程中,传统的pvc管折弯弹簧只限于dnl6~25管折弯,dn32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。为了解决现有折弯弹簧无法折制dn32~50管的弯管问题,自制了手扳弯管器,原材料简单易得,制作简单,操作方便,保证了弯管质量,加快了施工进度。手扳
格式:pdf
大小:354KB
页数:1P
人气:51
4.8
PVC管手扳弯管器的制作与使用 管道安装工程中,传统的pvc管折弯弹簧只限于dnl6~25管折弯,dn32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。为了解决现有折弯弹簧无法折制dn32~50管的弯管问题,自制了手扳弯管器,原材料简单易得,制作简单,操作方便,保证了弯管质量,加快了施工进度。
格式:pdf
大小:34KB
页数:1P
人气:51
4.6
便携式人力弯管器 其包括脚柄11、轴座12、定轮13、手柄弯座21、手柄杆22、动轮23,脚柄11底面为平面,平置于地面,脚柄一端设有轴座12,轴座上连接有定轴14,手柄弯座21顶点处开有轴孔,手柄弯座两端分别连接手柄杆22和动轮轴24,动轮轴上套有动轮23,定轴14将手柄弯座21、定轮13和轴座12连接在一起。定轮13和动轮23的外圆周面开有环形槽。本实用新型用于与管路安装、加工、维修有关的各种领域。
格式:doc
大小:54KB
页数:5P
人气:51
4.7
 pvc冷弯管怎样弯管
pvc冷弯管怎样弯管 本文将对pvc冷弯管在建设工程领域中的弯管方法进行对比和比较,详细说明不同的弯管方式及其适用情况,帮助读者了解如何正确使用pvc冷弯管进行工程建设。
格式:pdf
大小:269KB
页数:未知
人气:51
4.8
一种简易轻巧的紫铜管弯管器 多年来,我厂仪表用的φ6紫铜管的揻弯,一直采用一种自制的单臂式两轮弯管器。虽然解决了一些现场施工问题,但是该种型式的弯管器需用力大,揻弯质量不好,存在压扁、变薄,揻管角度与直径不能随意改变等缺点,因而不受工人同志的欢迎。年初,我们设计制造了一种新的两手柄单轮式
文辑创建者
我要分享 >
职位:线路结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐