Q235B钛钢复合板的焊接
2025-01-17
钛钢复合板既可充分发挥基层和覆层各自材料的优点,也是节约贵金属最好的途径,具有明显的社会效应和经济效应,值得进一步应用推广。通过分析TA2和Q235B的焊接性,论述了钛与钢熔焊焊缝脆裂的机理,指出钛钢复合板焊接性能差的主要原因在于焊缝中产生了脆性的金属间化合物,从而导致焊缝在焊接应力的作用下发生开裂。根据钛钢复合板焊接的特点,通过大量的试验研究,作者提出了合理的钛钢复合板焊接接头形式和完善的焊接工艺措施,同时加强对施焊人员的培训管理,严格焊接全过程的控制,TA2/Q235B钛钢复合板的焊接难题得到成功解决。
编辑推荐下载

热门文档 Q235B钛钢复合板的焊接
格式:pdf
大小:36KB
页数:2P
人气:78
 4.4
4.4

 烟囱钢内筒钛钢复合板焊接工艺
烟囱钢内筒钛钢复合板焊接工艺 由于钛与钢焊接互熔时所产生的中间化合物是脆性组织,所以钛钢复合板在焊接安装中,基层碳钢与复层钛板不具有良好的异种金属的焊接性,所以在接头设计及焊接工艺制定中都需要采取一些特殊的措施。本文结合火力发电厂烟囱钢内筒钛钢复合板的焊接试验研究与施工过程控制,对该焊接工艺进行了较为详细的介绍。
格式:pdf
大小:1.4MB
页数:3P
人气:78
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:45KB
页数:4P
人气:78
4.4
钛钢复合板应用介绍 钛因其优良的耐腐蚀性而被大量用作各种化学反应容器、热交换器材料,但 缺点是成本较高。特别是作为结构部件使用时这个问题尤为突出,有效的解决方 法就是使用钛钢复合板。钛与普通钢的复合材称之为钛钢复合材,既有钛的耐蚀 性,又有普通钢板作为结构物的强度,重要的是成本也大幅度下降了。 近年来,钛钢复合板又增添了新用途,即在海洋土木领域开始适用于钢构造 物的防蚀材。这不仅是因其成本较低,作为主体的钢构造物的焊接安装来看,也 必须采用钛钢复合板。 钛钢复合板的概述 何谓钛钢复合板? 钛钢复合板是指将在一般普通钢板的表面用耐蚀性好的金属钛包覆,普通钢 板的耐蚀性自然就提高了。 在jis标准中,该板主要用于压力容器、锅炉、核反应堆、贮存器等,采 用的均是厚度达8mm以上的复合钢,其规格号为g3603。 钛钢复合板的历史 日本钛加工材的生产始于1954年,钛钢
格式:pdf
大小:22KB
页数:2P
人气:78
4.8
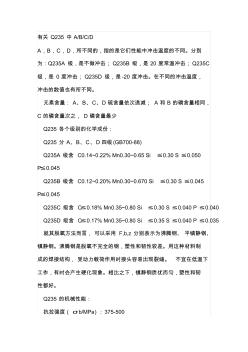
有关q235中a/b/c/d a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别 为:q235a级,是不做冲击;q235b级,是20度常温冲击;q235c 级,是0度冲击;q235d级,是-20度冲击。在不同的冲击温度, 冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同, c的磷含量次之,d磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050 p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045 p≤0.045 q235c级含c≤0.18%mn0.35~0.80si≤0
格式:pdf
大小:1.2MB
页数:2P
人气:78
4.7
复合钢板Q235B/SUS304L的焊接 在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,利用普通碳素结构钢或低合金高强度钢作为基层,又可以提高设备承压能力,从而实现使用性能和经济效果优化组合的目的。在我公司承接的水电项目焊接过程中,涉及到
精华文档 Q235B钛钢复合板的焊接
格式:pdf
大小:22KB
页数:2P
人气:78
4.6
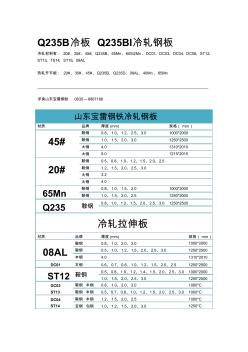
q235b冷板q235bl冷轧钢板 冷轧材料有:20#、35#、45#、q235b、65mn、60si2mn、dc01、dc03、dc04、dc06、st12、 st13、ts14、st16、08al 热轧开平板:20#、35#、45#、q235b、q235d、08al、40mn、65mn _______________________________________________________________________________ 详询山东宝雷钢铁0635—8887186 山东宝雷钢铁冷轧钢板 材质品牌厚度(mm)规格(mm) 45# 鞍钢0.8、1.0、1.2、2.5、3.01000*2000 鞍钢1.0、1.5、2.0、3.01250*2500 太钢4.01310*2010 太钢5.01215*2015 20#
格式:pdf
大小:812KB
页数:5P
人气:78
4.4
爆炸焊接TA2/Q235钢复合板末端开裂的原因 用爆炸焊接法制备了ta2/q235钢复合板,用光学显微镜、扫描电子显微镜分析了复合板末端开裂的原因。结果表明:在末端开裂区域的结合面形成了过渡层,开裂裂纹出现在结合界面和q235钢基体内部;爆炸焊接后在钛板两侧和末端出现延展变形,延展部分超出钛板原始尺寸5~8mm;爆炸焊接时钛板软化是末端开裂的内因,复合板末端拉应力波是末端开裂的外因。
格式:pdf
大小:563KB
页数:39P
人气:78
4.6

---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
格式:pdf
大小:510KB
页数:30P
人气:78
4.6
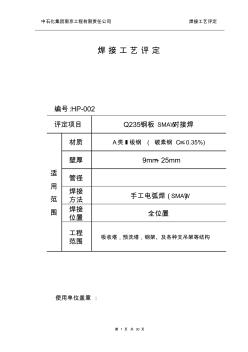
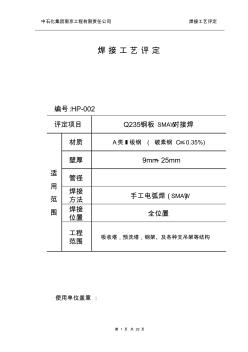
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
格式:pdf
大小:505KB
页数:29P
人气:78
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
最新文档 Q235B钛钢复合板的焊接
格式:pdf
大小:468KB
页数:29P
人气:78
4.7
焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法 手工电弧焊(smaw) 焊接 位置全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa) 延伸率 (%) 弯曲角 (。)
格式:pdf
大小:447KB
页数:5P
人气:78
4.5
工具钢/Q235复合板爆炸焊接试验及性能研究 分析了工具钢/q235碳钢复合板在爆炸焊接中易产生裂纹以及四个周边不易焊接的原因。通过对复合板结合界面波大小及其抗剪强度分布规律的测试和研究,发现炸药爆速、界面波以及抗剪强度三者之间存在着一定关联,并指出近似于直接结合(也可称细波结合)的界面不仅结合强度满足要求,而且爆炸加载也较小,是最为理想的结合。在试验及分析的基础上对36块0.5~1.5m2的t10/q235成品复合板进行爆炸焊接,其焊合率大于98%且无裂纹,抗剪强度及抗弯曲性能均满足使用要求。
格式:pdf
大小:55KB
页数:2P
人气:78
4.7

q235b①由q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“q”,代表钢材的屈服点,后面的数字表示屈服 点数值,单位是mpa例如q235表示屈服点(σs)为235mpa的碳素结构钢。 ②必要时钢号后面可标出表示质量等级和脱氧方法的符号。质量等级符号分别为a、b、c、d。脱氧方法符号:f表示沸腾钢;b表示半镇静钢;z表示镇静钢; tz表示特殊镇静钢,镇静钢可不标符号,即z和tz都可不标。例如q235-af表示a级沸腾钢。 ③专门用途的碳素钢,例如桥梁钢、船用钢等,基本上采用碳素结构钢的表示方法,但在钢号最后附加表示用途的字母安阳伟光商贸 代理,安钢,邯钢,元宝山,文丰,普阳(0)(3)(7)(2)(2)(1)(5)(6)(3)(4)(8)各钢厂q235bq345b板材q235b是国内最常见的钢材之 一,
格式:pdf
大小:726KB
页数:2P
人气:78
4.5
0Cr18Ni9Ti/Q235复合板的焊接性能分析 本文采用不锈钢焊条和碳钢焊条对q235+0cr18ni9ti不锈钢复合板进行焊接,根据焊接组织及硬度分析,得出了其最佳的焊接工艺。结果表明:无论是不锈钢焊条还是碳钢焊条得最佳焊接电流都为90~110a。采用两种焊条复合焊接时,得到的焊缝组织较为均匀,与基材组织也较匹配。
格式:pdf
大小:177KB
页数:1P
人气:78
4.6
钛钢复合板焊接技术与其质量管控分析 随着钛钢复合板的推广和应用,如何有效地确保钛钢复合板焊接质量符合技术规范和要求,已成为钛钢复合板应用中的重要问题。本文结合实际案例,对钛钢复合板焊接技术进行研究,对其质量管控对策进行探讨。
格式:pdf
大小:711KB
页数:2P
人气:78
4.8
复合钢板Q235B/SUS304L的焊接 在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,
格式:pdf
大小:123KB
页数:3P
人气:78
4.5
SAF2507与Q235B复合钢板的焊接技术 saf2507与q235b复合钢板具有良好的抗高腐蚀性和经济性,特别适用于高氯离子、高氟离子的操作环境。对saf2507与q235b复合钢板的焊接工艺进行评定,确定了该复合钢板的焊接工艺,提出了防止缺陷产生的质量控制措施。
格式:pdf
大小:228KB
页数:3P
人气:78
4.3
Q235B和Q345R钢板材的焊接性分析 主要是通过q235b和q345r的可焊性分析制定合适的焊接工艺。在焊接完成后,测试其拉伸强度,分析焊缝部分的金相组织结构,分析硬度数据等,对整个实验进行总结。
格式:pdf
大小:89KB
页数:未知
人气:78
4.3
钛钢复合板烟囱内筒焊接质量管控 燃煤机组湿法脱硫后,对烟囱防腐提出了更高的要求,钛钢复合板烟囱内筒解决了防腐的问题,但却带来了施工的焊接质量问题。根据国华定州电厂一期机组烟囱改造的具体情况,提出从成品保护、焊前准备、焊接过程中、焊后检验验收等方面的质量管控措施。
文辑创建者
我要分享 >
职位:房建工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐