Q235B与304L异种钢焊接工艺评定
2024-05-30
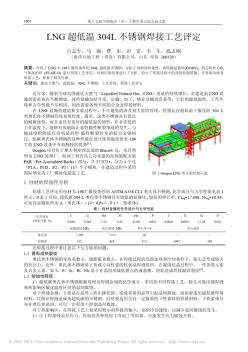
对氨回收塔用Q235B与304L的异种钢焊接进行了工艺评定;对弯曲试件产生裂纹的原因进行了分析;确定了符合JB 4708—2000《钢制压力容器焊接工艺评定》要求的焊接材料和焊接工艺参数。


---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
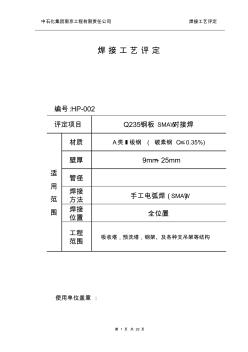
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
编辑推荐下载
格式:pdf
大小:505KB
页数:29P
人气:74
 4.6
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
格式:pdf
大小:468KB
页数:29P
人气:74
4.7
焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法 手工电弧焊(smaw) 焊接 位置全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa) 延伸率 (%) 弯曲角 (。)
热门文档 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:175KB
页数:10P
人气:74
4.5
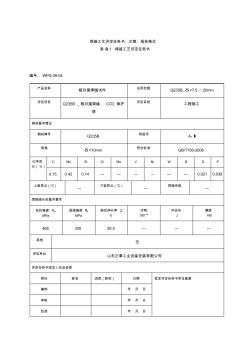
焊接工艺评定任务书、方案、报告格式 表b.1焊接工艺评定任务书 编号:wps-09-04 产品名称板对接焊缝试件应用范围q235b,δ=7.5⌒20mm 评定项目q235b,板对接焊缝,co2保护 焊 评定目的工程施工 钢材基本情况 钢材牌号q235b类级号a-ⅰ 规格 δ=10mm符合标准gb/t700-2006 化学成 分(%) cmnsicrmovniwbsp 0.150.420.14-----------------0.0210.039 上临界点(℃)---下临界点(℃)---焊接性能--- 焊接接头的基本要求 抗拉强度rm mpa 屈服强度re mpa 断后伸长率z % 冷弯 180° 冲击功 j 硬度 hb 46533030.5--------- 其他 无 评定单
格式:pdf
大小:370KB
页数:22P
人气:74
4.4
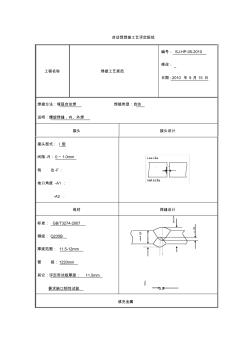
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3
格式:pdf
大小:513KB
页数:10P
人气:74
4.5

焊接工艺指导书 表f.1共2页第1页 单位名称:xxxxxxxxxxxxxxxxxxxxxxx日期:2018年04月25日 焊接工艺指导书编号:qtja-pwps-2018-h-002焊接工艺评定报告编号:qtja-pqr-2018-h-002 焊接方法:gtaw+smaw机械化程度:手工 焊接接头型式(图1、图2) 接头型式:管对接坡口型式:单边v型 坡口角度:60°-65°钝边:1.0-2.0mm 背垫:不要求对口间隙:1.0-2.0mm 错边:<0.4mm焊缝余高:内侧≤1.0mm、外侧≤1.8mm 管材规格:ф377×10mm
格式:pdf
大小:506KB
页数:9P
人气:74
4.3

焊接工艺指导书 表f.1共2页第1页 单位名称:xxxxxxxxxxxxxxxxxxxxxxx日期:2018年04月25日 焊接工艺指导书编号:qtja-pwps-2018-h-002焊接工艺评定报告编号:qtja-pqr-2018-h-002 焊接方法:gtaw+smaw机械化程度:手工 焊接接头型式(图1、图2) 接头型式:管对接坡口型式:单边v型 坡口角度:60°-65°钝边:1.0-2.0mm 背垫:不要求对口间隙:1.0-2.0mm 错边:<0.4mm焊缝余高:内侧≤1.0mm、外侧≤1.8mm 管材规格:ф377×10mm
格式:pdf
大小:505KB
页数:29P
人气:74
4.4
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
精华文档 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:136KB
页数:7P
人气:74
4.7
建筑钢结构焊接工艺评定报告 weldingprocedurequalificationrecord 编号:pqr-235gmaw-05 编制: 焊接责任 技术人员: 批准: 单位: 日期:2010年12月20日 焊接工艺评定报告目录 序号报告名称报告编号页次 1焊接工艺评定报告pqr-235gmaw-05 2焊接工艺评定指导书pqr(zd)-235gmaw-05 3焊接工艺评定记录表pqr(jl)-235gmaw-05 4焊接工艺评定检验结果 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号pqr-235gmaw-05 委托单位工艺指导书编号pqr(zd)-235gmaw-05 项目负责人依据标
格式:pdf
大小:52KB
页数:5P
人气:74
4.6
焊接工艺说明书 材料成型及控制工程专业 (焊接方向)课程设计 学生姓名潘睿专业班级成型07-4专业方向焊接 所在院系材料科学与工程学院 指导教师 完成日期2011年月日 大连交通大学材料学院2011届本科生课程设计 1 焊接工艺评定报告说明书 一、任务描述 按给定的基本母材设计压力容器椭圆形型封头与设备筒体处的焊接接头 型式及坡口型式,选择合适的焊接方法及焊接材料,根据自我选择的焊接材料 选定熔合比,计算熔敷金属的各元素的含量,并计算出焊接材料的消耗重量, 最后完成ⅲ处的一项可用于实际生产中pqr报告书。 二、母材的化学成分及力学性能 1.母材q235c简介 焊接接头为同种焊接材料q235c+q235c,尺寸为直径1000mm,厚度为 14mm。母材q235c是普通碳素钢,该系列压力容器板具有良好的综合性能 和低温冲击韧性,低合金钢的焊缝金
格式:pdf
大小:1.2MB
页数:2P
人气:74
4.7
 复合钢板Q235B/SUS304L的焊接
复合钢板Q235B/SUS304L的焊接 在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,利用普通碳素结构钢或低合金高强度钢作为基层,又可以提高设备承压能力,从而实现使用性能和经济效果优化组合的目的。在我公司承接的水电项目焊接过程中,涉及到
最新文档 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:124KB
页数:8P
人气:74
4.3

表f.1预焊接工艺规程(pwps) 单位名称xxx公司 预焊接工艺规程编号pwps-152日期2011-10-521所依据焊接工艺评定报告编号pqr152 焊接方法smaw机动化程度(手工、机动、自动)手工 焊接接头:板材角对接 坡口形式:t 衬垫(材料及规格) 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号fe-1组别号fe-1-1与类别号fe-1组别号fe-1-1相焊或 标准号gb/t3274材料代号q235b与标准号gb/t3274材料代号q235b相焊 角焊缝焊件母材厚度范围14/10角焊缝内角13/10、外角10/10 其他 填充金属: 焊材类别:fet-1-1 焊材标准:nb/t47018、gb/t5117 填充金属尺寸:φ4.0 焊材型号:e4315

格式:pdf
大小:6.0MB
页数:15P
人气:74
4.7

接工艺指导书编号:mas—07gyzd-04 焊接工艺评定报告编号:mas—07gypd-04 焊接工艺评定报告 母材材质:q345b母材厚度:16mm8mm ***钢结构工程有限公司 二0一五年四月十日 焊接位置: 对接焊缝的位置:中心 焊接方向:水平 角焊缝位置: 焊接方向: 焊后热处理: 温度范围(oc):________ 保温时间(h):________ 预热: 预热温度(oc)(允许最低值) 层间温度(oc)(允许最高值) 保持预热时间 加热方式 气体: 气体种类混合比流量 (l/min) 保护气________________________ 尾部保护气________________________ 背面保护气________
格式:pdf
大小:22KB
页数:2P
人气:74
4.8
有关q235中a/b/c/d a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别 为:q235a级,是不做冲击;q235b级,是20度常温冲击;q235c 级,是0度冲击;q235d级,是-20度冲击。在不同的冲击温度, 冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同, c的磷含量次之,d磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050 p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045 p≤0.045 q235c级含c≤0.18%mn0.35~0.80si≤0
格式:pdf
大小:3.7MB
页数:5P
人气:74
4.6
城市输水用Q235B+304不锈钢复合管环焊焊接工艺 不锈钢复合管内侧为具有耐腐蚀性能的不锈钢,外侧为具有一定强度的碳钢,成为新一代环保型输水管.为了研究8mm+2mm厚城市输水用q235b+304不锈钢复合钢管的环焊焊接工艺,试验选用合理的焊接材料及坡口形式等,获得了复合板与复合板、复合板与碳钢板的焊接接头.通过拉伸、冲击、弯曲试验评价两种焊接接头的力学性能;通过检测接头不锈钢焊道化学成分,评估复合管焊接接头内侧不锈钢焊道的耐晶间腐蚀性能.结果表明,所采用的焊接工艺获得的接头力学性能满足技术要求且富余量较大,复合管接头不锈钢焊缝获得了a+(5%~10%)δ组织,耐晶间腐蚀性能优异.
格式:pdf
大小:711KB
页数:2P
人气:74
4.8
复合钢板Q235B/SUS304L的焊接 在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,
格式:pdf
大小:202KB
页数:未知
人气:74
4.4
SUS304与Q345R异种钢焊接工艺 通过sus304与q345r钢的焊接性分析,结合生产实际,利用舍夫勒组织图,选择出了a307型焊条作为异种钢对接接头的焊接材料,制定了合理的焊接工艺,并能过工艺评定提出了操作要点,在生产获得了理想的焊接接头,保证了焊接质量。
格式:pdf
大小:415KB
页数:24P
人气:74
4.5
安徽机电职业技术学院1 1 安徽机电职业技术学院 毕业设计说明书 课题名称 q235-a钢焊接工艺研究 系(部)机械工程系 专业焊接技术及自动化 班级 姓名 学号 指导教师 2010~2011学年第一学期 安徽机电职业技术学院2 2 指导教师评语 等级签名日期 安徽机电职业技术学院3 3 毕业设计任务书 专业:班级:学生: 一:设计题目: q235-a钢焊接工艺研究 二:设计内容: 1、q235-a钢板焊接试验方案设计; 2、绘制焊接工艺卡片; 3、q235-a焊接工艺评定试验设计; 4、论证q235-a最佳焊接试验方案 5、编写设计说明书; 6、试验结果论证 三:原始资料: q235-a钢板, 焊接材料, 焊接设备 四:完成日期:2010年2月3日 指导教师: 2010年11月8日签发 安徽机电职业技术
格式:pdf
大小:271KB
页数:10P
人气:74
4.6
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
格式:pdf
大小:214KB
页数:13P
人气:74
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
文辑创建者
我要分享 >
职位:助理暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐