Q235碳钢与1Cr13不锈钢异种钢焊接工艺
2025-02-17
Q235碳钢与1Cr13不锈钢的焊接属于异种钢焊接,而1Cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。

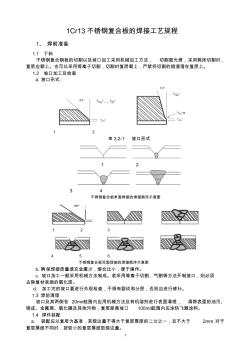
1 1cr13不锈钢复合板的焊接工艺规程 1、焊前准备 1.1下料 不锈钢复合钢板的切割以及坡口加工采用机械加工方法,切割面光滑,采用剪床切割时, 复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。 1.2坡口加工及检查 a.坡口形式: 12 图3.2-1坡口形式 12 34 不锈钢复合板单面焊接的焊接顺序示意图 123 45
 1Cr17不锈钢管与Q235钢管焊接
1Cr17不锈钢管与Q235钢管焊接 1cr17不锈钢管与q235钢管的焊接属于异种钢焊接,焊接接头容易出现裂纹缺陷。通过认真分析,选用合适的焊接工艺并进行适当的焊后热处理,且采用单面焊双面成形是可以避免裂纹缺陷的产生,获得很好的焊接质量。
编辑推荐下载
格式:pdf
大小:104KB
页数:2P
人气:92
 4.5
4.5
1Cr17不锈钢管与Q235钢管的焊接工艺研究 针对工业管道异种钢焊管在使用过程中经常出现裂纹的问题,分析了1cr17不锈钢与q235钢熔焊的焊接性,总结了切实可行的焊接工艺措施,为管道建设与维修提供技术依据。
格式:pdf
大小:47KB
页数:2P
人气:92
4.6
25钢与1Cr13异种钢焊接 在现代工业中,异种钢结构得到越来越广泛的应用,某电机厂的三维隔板中静叶1cr13与隔板内、外环25钢的焊接就是典型的异种钢焊接。
热门文档 Q235碳钢与1Cr13不锈钢异种钢焊接工艺
格式:pdf
大小:169KB
页数:1P
人气:92
4.4
Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究 主要研究q235钢与1cr18ni9ti不锈钢焊接中存在的焊缝金属化学成分不均匀和熔合区塑性降低(脆性层)这两个问题。采用焊条电弧焊进行焊接,然后对焊接接头进行宏观和微观研究。实验表明,制定合理的焊接工艺,可以在一定程度上控制热影响区晶粒的长大趋势,从而提高q235和1ci18ni9ti异种钢的焊接性。
格式:pdf
大小:25KB
页数:2P
人气:92
4.6
q235的焊接性 由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化 组织或淬火组织。低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层 间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施, 焊接性优良。 但在少数情况下,焊接时也会出现困难: 1)采用旧冶炼方法生产的转炉钢含氮量高,杂质含量多,从而冷脆性大,时效敏感性增加, 焊接接头质量降低,焊接性变差。 2)沸腾钢脱氧不完全,含氧量较高,p等杂质分布不均,局部地区含量会超标,时效敏感 性及冷脆敏感性大,热裂纹倾向也增大。 3)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高,会导致产生裂纹。如某 厂采用酸性焊条焊接q235-a钢时,因焊条药皮中锰铁的含碳量过高,会引起焊缝产生热裂 纹。 4)某些焊接方法会降低低碳钢焊接接头
格式:pdf
大小:132KB
页数:4P
人气:92
4.5
水工钢结构弧形门1Cr13与Q235B异种钢的焊接工艺 通过对1cr13与q235b钢的焊接性分析,结合生产实际,利用舍夫勒组织图,选择a307焊条作为异种钢t形接头的角焊缝和组合焊缝的焊接材料。通过工艺评定制定合理的焊接工艺,严格执行工艺操作要点,在生产中可获得理想的焊接接头,保证了焊接质量。
格式:pdf
大小:214KB
页数:17P
人气:92
4.7
2开题完成2绪论2q235完成2焊接完成2总完成2老师完成2完善完成 q235低碳钢在现代工业上应用十分广泛,本文主要针对q235低碳钢板材 的焊接工艺进行设计,q235钢具有较高的可塑性,因此它的焊接性比较好,焊 接过程中不易产生裂纹,通过经济和操作性两个方面的考虑,选用手工电弧焊进 行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数 设计正确,再到最后的焊后处理和金相检验和硬度测试,总的来说设计思路正确, 构思明确 关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量 目录 【摘要】................................................................................................................错误!未
格式:pdf
大小:71KB
页数:1P
人气:92
4.5
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接 1cr18ni9ti不锈钢与20r碳钢属于异种钢焊接,两种材料的热导率和线性膨胀系数有很大差异,为保证质量,分析两种材料的焊接性能存在的问题,并制定焊接工艺措施。
精华文档 Q235碳钢与1Cr13不锈钢异种钢焊接工艺
格式:pdf
大小:573KB
页数:30P
人气:92
4.5
陕西航空职业技术学院 毕业设计(论文)说明书 材料工程系系焊接技术及自动化专业 毕业设计(论文)题目q235钢与0cr18ni9 钢焊接的焊接性及焊接工艺研究 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师 的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以 标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究 成果,也不包含我为获得及其它教育机构的学位或学历而 使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均 已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文) 的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版 本;学校有权保存毕业设计(论文)的印刷本和电子
格式:pdf
大小:162KB
页数:未知
人气:92
4.5
12Cr13马氏体不锈钢的焊接工艺 马氏体不锈钢焊接的主要难点是如何防止焊接接头的冷裂纹产生。本文通过对马氏体不锈钢焊接性的分析,在合理的焊接工艺条件下,制订了12cr13马氏体不锈钢不进行焊后热处理的焊接工艺,焊缝金属中的奥氏体+铁素体的双相组织力学性能良好。所制订的焊接工艺成功地应用于垃圾焚烧发电厂炉体中的不锈钢水封槽的焊接,具有一定的推广应用价值。
格式:pdf
大小:74KB
页数:2P
人气:92
4.6
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,通过对这两种材料进行焊接性试验,制订出了合理的埋弧焊焊接工艺。
格式:pdf
大小:271KB
页数:10P
人气:92
4.6
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
格式:pdf
大小:214KB
页数:13P
人气:92
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
最新文档 Q235碳钢与1Cr13不锈钢异种钢焊接工艺
格式:pdf
大小:92KB
页数:2P
人气:92
4.3
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,提出用埋弧焊焊接两种材料的可行性,并制订了合理的埋弧焊焊接工艺。
格式:pdf
大小:225KB
页数:32P
人气:92
4.6

兰州工业学院 毕业设计(论文) q235钢co2气体保护焊 焊接工艺 系别材料工程学院 学生姓名王超超 学号201312602227 专业名称焊接技术及自动化 指导教师何林发 2016年1月16日 i 摘要 q235低碳钢在现代工业上应用十分广泛!本文主要针对q235低碳钢板材的 焊接本文以q235钢的co2气体保护焊的工艺为例对其进行了分析与研究q235 为普通碳素结构钢含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好 配合,用途最广泛。常轧制成盘条或圆钢、方钢、工字钢、窗框刚等型钢,中厚 钢板。大量应用于建筑及工程结构。用以制作钢筋或建造厂房房架、桥梁、车辆、 容器、船舶等,也大量用作对性能要求不太高的机械零件。二氧化碳气体保护焊
格式:pdf
大小:5KB
页数:2P
人气:92
4.6
q235碳钢(珠光体钢)与不锈钢sus304(奥氏体钢——0cr18ni9) 的焊接 q235(珠光体钢)由于碳当量约为0.2%钢材的淬硬倾向很小,焊 接性良好,因此焊接时不需要热处理,但是容易产生冷裂纹、脆化等 缺陷,而对于奥氏体钢——0cr18ni9来说具有较高的变形能力并不 淬硬,而且它的含碳量很低所以总的来说焊接性还可以,但是由于他 的热导率低,胖胀系数较大,局部加热时温度缝不不均收缩量大都将 使焊接接头在焊接过程中产生内应力所以容易产生热裂纹等缺陷。 焊接工艺要求:1、焊接方法采用熔合比小的焊接方法,降低母材 的稀释作用。带极堆焊、非熔化极气体保护焊,焊条电弧焊均可。2、 选择焊接参数时选用小直径焊条或焊丝,小电流、大电压、快速焊。 3、采用堆焊过渡层的方法将焊接厚大焊件时,可在珠光体钢的坡口 表面堆焊过渡层,过渡层用高铬镍奥氏体焊条或镍及镍合金电焊条 (如
格式:pdf
大小:415KB
页数:24P
人气:92
4.5
安徽机电职业技术学院1 1 安徽机电职业技术学院 毕业设计说明书 课题名称 q235-a钢焊接工艺研究 系(部)机械工程系 专业焊接技术及自动化 班级 姓名 学号 指导教师 2010~2011学年第一学期 安徽机电职业技术学院2 2 指导教师评语 等级签名日期 安徽机电职业技术学院3 3 毕业设计任务书 专业:班级:学生: 一:设计题目: q235-a钢焊接工艺研究 二:设计内容: 1、q235-a钢板焊接试验方案设计; 2、绘制焊接工艺卡片; 3、q235-a焊接工艺评定试验设计; 4、论证q235-a最佳焊接试验方案 5、编写设计说明书; 6、试验结果论证 三:原始资料: q235-a钢板, 焊接材料, 焊接设备 四:完成日期:2010年2月3日 指导教师: 2010年11月8日签发 安徽机电职业技术
格式:pdf
大小:45KB
页数:未知
人气:92
4.3
1Cr13不锈钢拉杆工艺与性能的研究 通过不同的热处理工艺分析淬火和回火温度对1cr13不锈钢蒸气设备拉杆力学性能的影响。结果表明:合理的热处理工艺为990℃油冷+630℃回火。
格式:pdf
大小:19KB
页数:12P
人气:92
4.4
不锈钢焊接工艺 不锈钢焊接工艺技术要点 不锈钢焊管是在焊管成型机上,由不锈钢板经若干道模具碾压成型并经焊接而成。 由于不锈钢的强度较高,且其结构为面心立方晶格,易形成加工硬化,使焊管成 型时:一方面模具要承受较大的摩擦力,使模具容易磨损;另一方面,不锈钢板 料易与模具表面形成粘结(咬合),使焊管及模具表面形成拉伤。因此,好的不 锈钢成型模具必须具备极高的耐磨和抗粘结(咬合)性能。我们对进口焊管模具 的分析表明,该类模具的表面处理都是采用超硬金属碳化物或氮化物覆层处理。 激光焊接、高频焊接与传统的熔化焊接相比具有焊接速度快、能量密度高、热输 入小的特点,因此热影响区窄、晶粒长大程度小、焊接变形小、冷加工成形性能 好,容易实现自动化焊接、厚板单道一次焊透,其中最重要的特点是ⅰ形坡口对 接焊不需要填充材料。 焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,co2保护焊,
格式:pdf
大小:22KB
页数:3P
人气:92
4.6

高速钢与碳钢异种钢焊接工艺研究 摘要:高速钢具有高硬度、热硬性和耐磨性,广泛用于车刀、铣刀、钻头等 工具中。本文分析了高速钢与碳钢异种钢的焊接性,总结高速钢焊接的传统的熔 焊方法,以及工具焊接中普遍使用的摩擦焊、闪光焊和钎焊和新型的相变超塑性 焊接方法。 关键词:高速钢;焊接工艺;摩擦焊;钎焊 abstract:highspeedsteelwithhighhardnessandhothardnessandwear resistance,widelyusedinlathetool,millingcutter,drillandothertools.this paperhasanalyzedthehighspeedsteelandcarbonsteelweldingofdissimilarsteels weldi
格式:pdf
大小:181KB
页数:2P
人气:92
4.3
高速钢与碳钢异种钢焊接工艺研究 高速钢具有高硬度、热硬性和耐磨性,广泛用于车刀、铣刀、钻头等工具中。本文分析了高速钢与碳钢异种钢的焊接性,总结高速钢焊接的传统的熔焊方法,以及工具焊接中普遍使用的摩擦焊、闪光焊和钎焊和新型的相变超塑性焊接方法。
格式:pdf
大小:1.4MB
页数:2P
人气:92
4.6
TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制 近几年来,随着公司业务的快速发展,承接了许多大型马氏体不锈钢焊接箱体。这些不锈钢箱体体积较大,但是箱体所用钢板厚度很薄。由于马氏体不锈钢的导热性不好,焊接性较差,加上钢板很
格式:pdf
大小:48KB
页数:2P
人气:92
4.7

1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.1 5 ≤1.000.03 5 0.03 0 ≤1.0011.50 ~ 13.50 ni≤0.6 0 y1cr13≤0.1 5 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 2cr130.16 ~ 0.25 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 3cr130.26 ~ 0.35 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 y3cr130.26 ~ 0.40 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 4cr
文辑创建者
我要分享 >
职位:岩土工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐