Q345B钢两种常用焊接方法接头力学性能对比分析
2024-06-01
通过拉伸、冲击试验,对Q345B低合金钢的焊条电弧焊和CO2气体保护焊焊接接头的强度、塑性和冲击韧性进行了对比分析,结果表明:常温下,Q345B低合金钢的CO2气体保护焊焊接接头的强度和塑性更优,而焊条电弧焊焊接接头的冲击韧性更好。

 Q345钢的MAG焊接接头组织及力学性能分析
Q345钢的MAG焊接接头组织及力学性能分析 采用mag焊接方法制备了不同厚度q345钢平板对接焊件,分别对其进行拉伸、冲击、弯曲力学性能测试,并对焊缝区域进行显微组织观察,最后采用盲孔法测量焊接试样的残余应力。测试结果表明:12mm/12mm焊接试样的综合力学性能明显优于10mm/12mm与10mm/10mm焊接试样。在焊缝中心处10mm/12mm焊件纵向残余应力σx和横向残余应力σy均大于12mm/12mm焊件与10mm/10mm焊件残余应力。
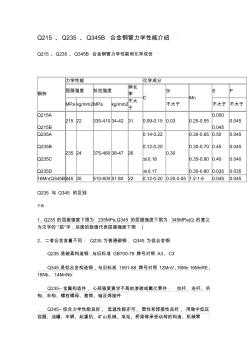
q215、q235、q345b合金钢管力学性能介绍 q215、q235、q345b合金钢管力学性能和化学成份 钢种 力学性能化学成分 屈服强度抗拉强度 伸长 率 c si mn sp mpakg/mm2mpakg/mm2不大 于 不大于不大于不大于 q215a q215b 21522335-41034-42310.09-0.150.030.25-0.55 0.050 0.045 0.045 q235a q235b q235c q235d 23524375-46038-4726 0.14-0.22 0.12-0.20 ≤0.18 ≤0.17 0.30 0.30-0.65 0.30-0.70 0.35-0.80 0.35-0.80 0.50 0.45 0.40 0.035 0.045 0.04
编辑推荐下载
格式:pdf
大小:198KB
页数:未知
人气:61
 4.5
4.5
两种典型沥青路面结构力学性能对比分析 凭借ansys有限元软件对两种沥青路面结构建立三维有限元模型,并施加双圆均布荷载。分析表明,半刚性沥青路面的整体强度、抵抗沥青层及基层疲劳裂缝能力和抗结构性车辙的能力要优于复合式基层沥青路面;复合式基层沥青路面抵抗流动性车辙的能力要优于半刚性沥青路面。
格式:pdf
大小:1.5MB
页数:6P
人气:61
4.5
双相不锈钢不同电弧焊接方法的接头性能对比分析 利用焊条电弧焊(smaw)、钨极氩弧焊(tig)、埋弧焊(saw)三种焊接方法对15mm厚2205双相不锈钢工业板进行了焊接试验,分析了焊后接头的微观组织、力学性能和腐蚀性能.结果表明,不同焊接方法得到的接头焊缝区及热影响区α相比例均在30%~60%范围内,接头抗拉强度与母材相当,tig和saw接头焊缝区-40℃冲击吸收功分别为133和78j,明显高于smaw的37j;而saw接头热影响区因累积热输入量最小,-40℃时冲击吸收功为207j,高于tig的122j和smaw的109j.在-60~20℃温度区间,tig焊接头焊缝区及热影响区冲击吸收功均高于smaw.tig和saw接头耐点腐蚀能力相当,smaw稍差.综合可见,tig焊接头综合性能最好,saw,smaw次之.
热门文档 Q345B钢两种常用焊接方法接头力学性能对比分析
格式:pdf
大小:148KB
页数:2P
人气:61
4.5
42CrMo与Q345B焊接工艺的制定及焊接性能分析 对q345b与42crmo合金钢的焊接性能进行了研究分析。以中间罐小车提升部件为例,进行了q345b与42crmo的焊接性研究及试验,并制订了合理的焊接工艺措施。采用a506打底,er55-6填充的组合焊接方法,配合合理的工艺方法及工艺参数,获得了性能优良的焊接接头
格式:pdf
大小:501KB
页数:4P
人气:61
4.7
14NiCrMo10 6V与Q345E钢过渡匹配焊接接头的组织与力学性能 采用e551t1-ni2药芯焊丝对q345e钢与14nicrmo106v钢进行焊接,并通过室温拉伸、弯曲、冲击、硬度试验以及金相分析等对焊接接头的力学性能与显微组织进行了研究。结果表明:采用此焊丝可以获得拉伸、弯曲和冲击性能均良好的焊接接头,焊缝硬度在200~250hv之间;焊缝处晶界组织为先共析铁素体、少量无碳贝氏体(从晶界伸向晶内),晶内为针状铁素体与珠光体,个别部位有粒状贝氏体;q345e钢侧热影响区与焊缝过渡区的组织为沿晶界析出的块状先共析铁素体和向晶内生长的条状铁素体以及少量的珠光体和贝氏体;14nicrmo106v钢侧热影响区与焊缝过渡区的组织为板条状马氏体。
格式:pdf
大小:110KB
页数:13P
人气:61
4.7
马鞍山市体育中心游泳馆、网球馆工程 铸 钢 与 q345b 焊 接 施 工 方 案 单位: 编制: 审核: 批准: 日期: 铸钢与q345b焊接施工方案 一、铸钢与q345b钢异种钢焊接施工工艺及措施 1、铸钢件材质为g20mn5与铸钢件相焊钢材质为q345b。节点形 式见图1。 图1 2、焊接方法采用焊条手工电弧焊、co2气体保护焊。焊条型号选 用为e5016(牌号为j506)或e5015(牌号为j507);焊丝型号选用 为er50-6的实芯焊丝或型号为e501t-1的药芯焊丝,直径φ1.2, 保护气体为co2。 3、焊接材料的使用应符合下列规定: 3.1.焊条、焊丝等应储存在干燥、通风良好的地方,并由专人保管;3.2. 焊条在使用前,必须按产品说明书和有关工艺文件规定进行烘干; 3.3.低氢型焊条烘干温度为350~380℃,保温时间为
格式:pdf
大小:129KB
页数:3P
人气:61
4.7
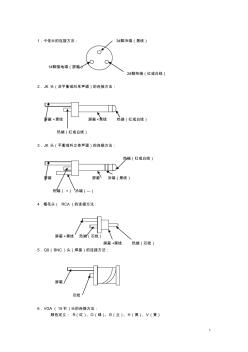
1 1.卡侬头的连接方法:3#脚冷端(黑线) 1#脚接地端(屏蔽) 2#脚热端(红或白线) 2.jk头(非平衡或叫单声道)的连接方法: 屏蔽+黑线屏蔽+黑线热端(红或白线) 热端(红或白线) 3.jk头(平衡或叫立体声道)的连接方法: 热端(红或白线) 屏蔽屏蔽冷端(黑线) 热端(+)冷端(—) 4.梅花头(rca)的连接方法: 屏蔽+黑线热端(芯线) 屏蔽+黑线热端(芯线) 5.q9(bnc)头(焊接)的连接方法: 屏蔽 芯线 6.vga(15针)头的连接方法: 颜色定义:r(红)、g(绿)、b(兰)、h(黑)、v(黄) 2 r(红)g(绿)b(兰) 12345 610 r屏蔽 g屏蔽1112131415h+v屏蔽 b屏蔽 h(黑)v(黄) 7.串口232(9针)头的连接方法: 2#脚tx发送,3#脚
精华文档 Q345B钢两种常用焊接方法接头力学性能对比分析
格式:pdf
大小:2.1MB
页数:4P
人气:61
4.5
应用人工神经网络模型对Q345钢焊接接头力学性能预测的实验研究
格式:pdf
大小:450KB
页数:4P
人气:61
4.7
应用人工神经网络模型对Q345钢焊接接头力学性能预测的实验研究 介绍了用q345钢焊接接头力学性能的实验数据,建立并训练基于人工神经网络技术的q345钢焊接接头抗拉强度、屈服强度、延伸率和断面收缩率的预测模型,并用验证性实验结果分析了这些模型的精确程度。该实验研究为利用计算机虚拟技术进行焊接工艺评定来替代或辅助实物焊接工艺评定进行了有益的探索。
格式:pdf
大小:215KB
页数:2P
人气:61
4.5
浅析焊接工艺对Q345A钢力学性能的影响 q345a钢现在广泛的应用在建筑、汽车、造船等行业中,但是在焊接过程中由于线能量选择不当导致q345a钢容易出现脆化、冷裂等缺陷.q345a钢现在广泛的应用在建筑、汽车、造船等行业中,但是在焊接过程中由于线能量选择不当导致q345a钢容易出现脆化、冷裂等缺陷.
格式:pdf
大小:144KB
页数:未知
人气:61
4.7
两种X形钢支撑体系的抗侧性能对比分析 介绍了新型x形钢支撑结构的设计方法,通过建立有限元模型,从抗侧性能与横梁挠度两方面,对比分析了新型x形支撑体系与传统x形支撑体系的差别,为新型x形支撑结构的研究和实践提供了理论依据。
格式:pdf
大小:174KB
页数:5P
人气:61
4.5
渗铝钢焊接工艺及焊接接头力学性能研究 应用4种不同的焊条进行渗铝钢焊接工艺试验,并对焊接试件进行力学性能检测。通过大量的试验研究,得到4种焊条的焊接试件力学性能数据,总结出渗铝钢手工电弧焊的焊接工艺方法,为渗铝钢的焊接加工提供具体的参考数据。
最新文档 Q345B钢两种常用焊接方法接头力学性能对比分析
格式:pdf
大小:143KB
页数:未知
人气:61
4.6
实芯焊丝焊接Q450NQR1耐候钢焊接接头力学性能的研究 通过室温拉伸和硬度及分析等方式,对q450nqr1耐候钢混合气体保护焊焊接接头的力学性能进行了研究,试验结果表明:chw-55cnh实芯焊丝焊接时,可以获得拉伸性能均良好的焊接接头,焊缝区硬度较均匀,焊缝的硬度在170~220hv之间。
格式:pdf
大小:5KB
页数:2P
人气:61
4.7
vga接头焊接方法(图)(点击:5374) 设计屠户2007-05-1615:59:32发表于焦点装修家居网-装修总论坛-长沙装修集采论坛 一般企业在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊是vga的 焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊接vga头的方法介 绍给大家,希望大家在实际工作中有所用处。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——h

格式:pdf
大小:116KB
页数:3P
人气:61
4.3
MGH956合金钎焊接头力学性能分析 以mgh956合金钎焊接头高温抗拉强度为考察对象进行了正交试验设计。结果表明,考察的3个因素对接头性能影响的主次顺序为:钎料成分﹥保温方式﹥焊缝间隙;对应较优工艺参数为:钎料为kco3,保温方式为:1240℃/10min加1000℃/30min;焊缝间隙为0.02mm。在所进行试验中,1000℃拉伸试验结果最好的焊缝强度接近了母材水平。
格式:pdf
大小:1.2MB
页数:5P
人气:61
4.4
热轧工艺对Q345B钢组织和力学性能的影响 通过对加热温度、终轧温度、冷却速度及卷取温度的控制,并对试验样品进行组织分析和力学性能测试,研究了热轧工艺对q345b钢组织和性能的影响。根据试验结果确定了最佳的工艺方案为加热温度(1180±20)℃、终轧温度为(870±20)℃、精轧总变形量为84.28%、冷却速率控制在(10±2)℃/s、卷取温度控制在(620±20)℃。通过生产实践证明此工艺性能稳定,轧后钢板可获得优良的综合力学性能。
格式:pdf
大小:555KB
页数:5P
人气:61
4.4
两类转盘轴承的力学性能对比分析 对四点接触球式和交叉滚子式两类转盘轴承的承载能力、刚度和摩擦力矩进行实例对比分析,得出了四点接触球转盘轴承的静承载能力强,摩擦力矩小,而交叉滚子转盘轴承的额定动载荷和刚度大,变形小的结论.
格式:pdf
大小:514KB
页数:2P
人气:61
4.5
ZG35Cr1Mo与Q345B异种钢的焊接工艺 介绍了异种钢焊接技术在盾构机刀盘钢结构中的应用,通过对zg35cr1mo与q345b的焊接性分析,制定了zg35cr1mo与q345b异种钢的焊接工艺。
格式:pdf
大小:142KB
页数:3P
人气:61
4.7
低碳贝氏体钢焊接接头力学性能及缺陷分析 根据焊条电弧焊焊接接头抗拉强度和焊缝区冲击韧性试验结果及x射线探伤的焊接缺陷,采用秩和检验法对低碳贝氏体adb610和wdb620钢进行对比分析研究。研究表明,在焊条电弧焊方法下,2种低碳贝氏体钢焊接接头的抗拉强度和冲击韧性值的分布与均值之间无显著性差异,焊接缺陷尺寸的分布和均值也无显著差异。
格式:pdf
大小:254KB
页数:3P
人气:61
4.4
T91钢管TIG焊接接头力学性能与显微组织分析 t91钢管多采用tig焊,焊接接头高温力学性能对t91钢的应用起至关重要的作用。采用不同的高温试验工艺对t91钢管的tig焊接头进行处理,分析tig焊接头在力学性能和显微组织上的差异。试验结果表明:高温试验前后,t91钢管tig焊接接头的力学性能变化不大,马氏体组织增大,晶间析出了碳化物。碳化物在t91钢管tig焊接接头保持高温力学性能稳定性中起决定性作用。
格式:pdf
大小:360KB
页数:5P
人气:61
3
2种铁路缓和曲线线型力学性能对比分析——基于行驶动力学理论,推导出考虑列车加减速行驶的车体侧向加速度时变率计算公式。针对三次抛物线型和半波正弦型2种线型的铁路缓和曲线,通过理论计算并与仿真计算结果进行对比,分析5种不同工况下缓和曲线上车体侧向加...
文辑创建者
我要分享 >
职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐