QC成果报告延长合金钻头使用时间
2025-01-21
延长合金钻头使用时间 成 果 报 告 钻探技术革新 QC小组 广西电力工业勘察设计研究院 2009年 2月 广西电力工业勘察设计研究院 QC 小组成果报告 目 录 1 小组概况 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 2 P 阶段(计划阶段)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 2.1 选题理由⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 2.2 活动计划⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 2.3 现状调查⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 2.4 设定目标⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 2.5 原因分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5 2.6 要因确认⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5 2.7 制定对策⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 3 D

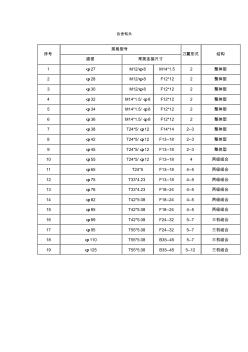
合金钻头 序号 规格型号 刀翼形式结构 直径常规连接尺寸 1φ27m12/φ8m14*1.52整体型 2φ28m12/φ8f12*122整体型 3φ30m12/φ8f12*122整体型 4φ32m14*1.5/φ8f12*122整体型 5φ34m14*1.5/φ8f12*122整体型 6φ36m14*1.5/φ8f12*122整体型 7φ38t24*5/φ12f14*142--3整体型 8φ42t24*5/φ12f13--182--3整体型 9φ45t24*5/φ12f13--182--3整体型 10φ55t24*5/φ12f13--184两级组合 11φ65t24*5f13--184--5两级组合 12φ75t33*4.23f13--184--5两级组
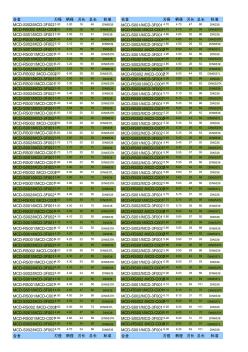
合金刃径柄径刃长总长标准合金刃径柄径刃长总长标准 mcd-s002/mcd-3f0023.003.001646din6539mcd-s001/mcd-3f0014.704.704780din338 mcd-rs002/mcd-c0023.006.002862din6537lmcd-rs001/mcd-c0014.704.702458din6537k mcd-s001/mcd-3f0013.003.003361din338mcd-s001/mcd-3f0014.804.805286din338 mcd-rs001/mcd-c0013.003.001646din6537kmcd-rs001/mcd-c0014.804.802662din6537k mcd-s002/mcd-3f002
编辑推荐下载
格式:pdf
大小:535KB
页数:2P
人气:94
 4.7
4.7

正确使用硬质合金钻头 因为硬质合金相当宝贵,正确使用钻头,做到物尽其用,是每一个机械加工从业者的责任。 正确使用硬质合金钻头,主要包括如下几个方面: 1.选择正确的机床硬质合金钻头可应用于数控机床,加工中心等功率大、刚性好的机 床,并且应保证刀尖跳动tir8-10°时,不可钻。<8-10°时,进给应减至正常的1
热门文档 QC成果报告延长合金钻头使用时间
格式:pdf
大小:545KB
页数:4P
人气:94
4.4
 谈合金钻头钻进和绳索取心
谈合金钻头钻进和绳索取心 一九八四车,我队进入水城格目底煤田。该煤田地层的钻进特点是:岩层可钻性级别不高(ⅲ—ⅵ级),硬夹层不厚且不很硬(ⅶ—ⅷ级),地形切割厉害,或涌或漏甚至在一个钻孔中涌漏(水)兼而有之的现象较为普遍,煤系厚,岩层含泥质重,水敏性强;煤层多,标志层不清。为了有效地推行绳取钻进,以期用先进工艺突破取心质量关、复杂地层关和深孔施工关。我们即开始了合金绳取钻进的研究。自八四年四月开始至八五年底,已在十二个孔的局部或全孔进行了(生产)试验,最大试验孔深540.35米,总工作量3401米。
格式:pdf
大小:280KB
页数:2P
人气:94
4.3
通用钻头改制的铝镁合金钻头 通用钻头经过刃磨改进几何角度后,钻削铝镁合金零件,增加了切削性能,保证产品质量,并提高生产效率,以下是钻头的几何角度,以供参考。一、前角:外圆处为8°±3°,越近中心逐渐减小,接近中心处为-13°+3°,如果不把前角磨小当钻头占透时,发生零件往上跳动造成孔椭圆,甚至报废,把不住零件造成机床事
格式:pdf
大小:35KB
页数:2P
人气:94
4.6
连怡机电技术(上海)有限公司 连怡机电技术(上海)有限公司www.***.*** 如何选择硬质合金钻头? 选用硬质合金钻头的考虑因素 1.加工稳定性 除了考虑钻孔精度要求外,选择钻头时还需考虑加工机床的稳定性。机床稳定性对于钻 头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作 状态。 此外,还应考虑钻头自身的稳定性。例如,整体硬质合金钻头刚性最好,因此可达到很 高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头 上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至 外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易 引起钻体偏斜,且钻头越长,偏斜量越大。 因此,在使用长度超过4d的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶

精华文档 QC成果报告延长合金钻头使用时间



最新文档 QC成果报告延长合金钻头使用时间
格式:pdf
大小:18KB
页数:2P
人气:94
4.8
什么是硬质合金钻头 硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单来说,在进行岩心钻探 所的工作的时候,硬质合金钻头是依靠钻压工艺与自身旋转所产生的冲击载荷破碎岩石的。 在整个凿岩钻进过程中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、 压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的 磨损与腐蚀。 硬质合金钻头的特点以及用途: 1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。 2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。 3、多层几何切削端刃,提高排泄性能,保持较小的切削阻力。 4、除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。 常见硬质合金钻头的分类和牌号: 1、yg3x(k01):硬度≥91.5;在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁, 有色金属及其合
格式:pdf
大小:265KB
页数:2P
人气:94
4.3
碎合金钻头的研制与应用 采用废旧合金,经过硝酸烧洗,人工手锤砸碎合金.碎合金的粒度以两个棱角的最大距离在2.5—3.5mm为试验效果最佳.钻头体采用φ91×8mm钻头料车制而成.其规
格式:pdf
大小:159KB
页数:3P
人气:94
4.6
如何选择和使用木工硬质合金钻头 木工硬质合金刀具因适用于加工各种人造板和实木,切削效果显著优于高速钢刀具,使用日益广泛。继木工硬质合金锯片之后,目前木工硬质合金钻头(简称为木硬钻)和木工硬质合金镂铣刀也逐步普及。这里介绍一下木硬钻的选择和使用。木硬钻一般用45钢做基体,用硬质合金(yg8、k30)做刀刃,铜(或银)钎焊而成。见表一及图1~4。需要指出的是,金属切削加工用的各种钻头用于加工木制品效果不佳。

格式:pdf
大小:8KB
页数:1P
人气:94
4.5

常用的硬质合金钻头规格: φ43通水煤钻头 φ90高效组合钻头 φ78高效组合钻头 φ55高效组合钻头 φ86高效通水钻头 三翼螺旋钻头 φ55三翼刮刀钻头 高效组合钻头四级组合 φ130六方组合钻头 φ65三翼钻头 φ76高效通水钻头 φ110高效组合钻头 φ55两翼内丝钻头 φ28(通水)煤钻头
格式:pdf
大小:260KB
页数:5P
人气:94
4.5

硬质合金钻头的合理选用 过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通 钻头的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生 了变化。事实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每 孔加工成本。 硬质合金钻头的基本类型 可供用户选择的硬质合金钻头分为四种基本类型:整体硬质合金钻头、硬质合金可转位刀片 钻头、焊接式硬质合金钻头和可更换硬质合金齿冠钻头。每种钻头都具有适合特定加工条件 的优点。 (1)整体硬质合金钻头 整体硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造, 为延长使用寿命,还进行了tialn涂层处理,专门设计的几何刃型使钻头具有自定心功能, 在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制 的制造精度可确保孔的钻削质
文辑创建者
我要分享 >
职位:岩土,建筑工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐