RMD—01堆焊焊条在单辊破碎机上的应用
2025-01-17
RMD—01堆焊焊条在单辊破碎机上的应用——在铜钢烧结厂24 m2烧结机单辊破碎机锤头及篦条上堆焊高合金抗高温耐磨堆焊焊条,单辊锤头连续运行l5个月,单辊篦条连续运行3O个月。

新型耐磨焊条在破碎机上的应用——研制了一种适用于高冲击条件下抗磨堆焊焊条,通过反复调整焊条药皮组成,找到了可应用于锤式破碎机锤头堆焊的合金系通过堆焊层的金相显微分析及x一射线枷相分析表明:堆焊层组织为马氏体加碳化物加残余奥氏体,堆焊层的硬度为...

瓦楞辊堆焊焊条的研制——通过大量的正交分析和试验,研制出适应瓦楞辊服役要求的高硬度高耐磨堆焊焊条,最终找到可大幅度提高瓦楞辊工作寿命的新途径。
编辑推荐下载

热门文档 RMD—01堆焊焊条在单辊破碎机上的应用
格式:pdf
大小:189KB
页数:3P
人气:98
 3
3
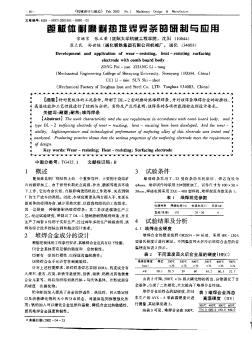
高强与高韧冷轧辊堆焊焊条的研制——根据每轧辊的实际工况务件确定其磨损机制,由材料强韧化复合原理研制了高强、高韧堆焊焊条。分析了某些合金元素厦稀土氧化物对堆焊熔敷叠属酌影响。实验结果表明,谈焊务能满足实际工作要求。
格式:pdf
大小:194KB
页数:4P
人气:98
3
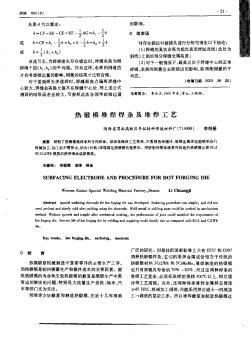
热锻模堆焊焊条及堆焊工艺——研制了热锻模堆焊系列专用焊条。该焊条堆焊工艺简单,不需预热和缓砖,堆焊金属焊态能顺利进行机械加工.nx.后不需淬火。回火(时效)即能满足热锻模性能要求。用研制的焊条修复和制造的热锻模比原8cr3和3cr2w8模具的使用寿命成倍提...
格式:pdf
大小:188KB
页数:2P
人气:98
3
篦板体耐磨耐热堆焊焊条的研制与应用——针对篦板体的工况条件,研制了dl一2型耐磨耐热堆焊焊条,并对该焊条堆焊合金的耐磨性、高温性能和工艺性能进行了检测与分析。实际生产应用表明:该焊条的各项性能指标达到设计要求。
格式:pdf
大小:200KB
页数:3P
人气:98
3
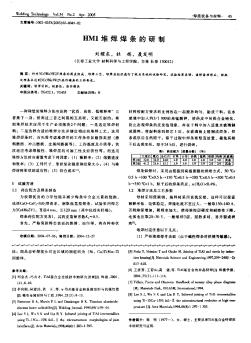
hm1堆焊焊条的研制——针对3cr3mo3w2v焊条的药皮组成、堆焊工艺、堆焊层组织进行了较为系统的试验研究。试验结果表明:该焊条堆焊后,经熟处理基本达到3cr3mo3w2v~作模具的工作要求。
精华文档 RMD—01堆焊焊条在单辊破碎机上的应用
格式:pdf
大小:196KB
页数:3P
人气:98
3
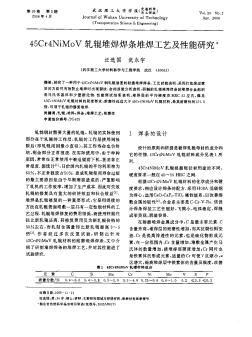
45cr4nimov轧辊堆焊焊条堆焊工艺及性能研究——研究了一种用于45cr4nimov钢轧辊修复的耐磨堆焊焊条。工艺试验表明,采用打底焊过渡 层的方法可有效防止堆焊时出现裂纹.金相显微分析表明,研制的轧辊堆焊焊条的堆焊合金组织是马氏体基体和少量碳化物.性能...
格式:pdf
大小:28KB
页数:3P
人气:98
4.3
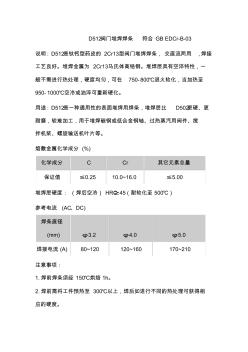
d512阀门堆焊焊条符合gbedcr-b-03 说明:d512是钛钙型药皮的2cr13型阀门堆焊焊条,交直流两用,焊接 工艺良好。堆焊金属为2cr13马氏体高铬钢。堆焊层具有空淬特性,一 般不需进行热处理,硬度均匀,可在750-800℃退火软化,当加热至 950-1000℃空冷或油淬可重新硬化。 用途:d512是一种通用性的表面堆焊用焊条,堆焊层比d502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分ccr其它元素总量 保证值≤0.2510.0~16.0≤5.00 堆焊层硬度:(焊后空冷)hrc≥45(耐软化至500℃) 参考电流(ac、dc) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160170~
格式:pdf
大小:27KB
页数:3P
人气:98
4.6
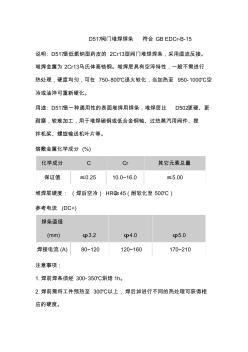
d517阀门堆焊焊条符合gbedcr-b-15 说明:d517是低氢钠型药皮的2cr13型阀门堆焊焊条,采用直流反接。 堆焊金属为2cr13马氏体高铬钢。堆焊层具有空淬特性,一般不需进行 热处理,硬度均匀,可在750-800℃退火软化,当加热至950-1000℃空 冷或油淬可重新硬化。 用途:d517是一种通用性的表面堆焊用焊条,堆焊层比d502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分ccr其它元素总量 保证值≤0.2510.0~16.0≤5.00 堆焊层硬度:(焊后空冷)hrc≥45(耐软化至500℃) 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160170~210 注意事项
格式:pdf
大小:30KB
页数:3P
人气:98
4.4

d502阀门堆焊焊条符合gbedcr-a1-03 说明:d502是钛钙型药皮的1cr13型阀门堆焊焊条,可交直流两用,焊 接工艺良好。堆焊金属为1cr13半铁素体高铬钢。堆焊层具有空淬特性, 一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热 至900-1000℃空冷或油淬后,可重新硬化。 用途:这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃ 以下的碳钢或合金钢的轴及阀门等。 熔敷金属化学成分(%) 化学成 分 cspcr其它元素总量 保证值≤0.15≤0.030≤0.04010.0~16.0≤2.50 堆焊层硬度:(焊后空冷)hrc≥40 参考电流(ac、dc) 焊条直径 (mm)φ2.5φ3.2φ4.0φ5.0 焊接电流 (a) 50~8080~120120~160160~200 注意事
格式:pdf
大小:29KB
页数:3P
人气:98
4.8
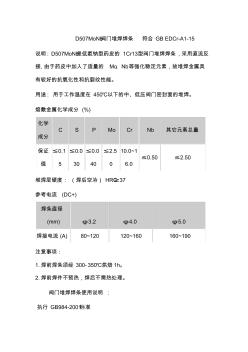
d507monb阀门堆焊焊条符合gbedcr-a1-15 说明:d507monb是低氢钠型药皮的1cr13型阀门堆焊焊条,采用直流反 接,由于药皮中加入了适量的mo、nb等强化稳定元素,故堆焊金属具 有较好的抗氧化性和抗裂纹性能。 用途:用于工作温度在450℃以下的中、低压阀门密封面的堆焊。 熔敷金属化学成分(%) 化学 成分 cspmocrnb其它元素总量 保证 值 ≤0.1 5 ≤0.0 30 ≤0.0 40 ≤2.5 0 10.0~1 6.0 ≤0.50≤2.50 堆焊层硬度:(焊后空冷)hrc≥37 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160160~190 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.焊前焊件不预热,焊后不需热处理。
最新文档 RMD—01堆焊焊条在单辊破碎机上的应用
格式:pdf
大小:29KB
页数:3P
人气:98
4.4
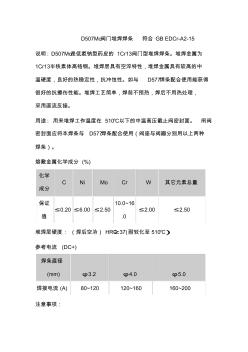
d507mo阀门堆焊焊条符合gbedcr-a2-15 说明:d507mo是低氢钠型药皮的1cr13阀门型堆焊焊条。堆焊金属为 1cr13半铁素体高铬钢。堆焊层具有空淬特性,堆焊金属具有较高的中 温硬度,良好的热稳定性,抗冲蚀性。如与d577焊条配合使用能获得 很好的抗擦伤性能。堆焊工艺简单,焊前不预热,焊后不用热处理, 采用直流反接。 用途:用来堆焊工作温度在510℃以下的中温高压截止阀密封面。闸阀 密封面应将本焊条与d577焊条配合使用(阀座与阀瓣分别用以上两种 焊条)。 熔敷金属化学成分(%) 化学 成分 cnimocrw其它元素总量 保证 值 ≤0.20≤6.00≤2.50 10.0~16 .0 ≤2.00≤2.50 堆焊层硬度:(焊后空冷)hrc≥37(耐软化至510℃) 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.
格式:pdf
大小:113KB
页数:2P
人气:98
3

碳含量对多元合金系堆焊焊条堆焊层硬度的影响——文章系统地探计了不同碳舍量c—c广mo—卜一v—b夸垒系堆焊焊条堆焊层焊态下和时效后的硬度嚣响规律
格式:pdf
大小:171KB
页数:3P
人气:98
3
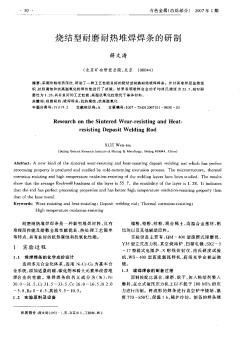
烧结型耐磨耐热堆焊焊条的研制——采用冷粘结挤压法,研制了一种工艺性能良好的烧结型耐磨耐热堆焊焊条。并对其堆焊层显微组织、抗热腐蚀和抗高温氧化性等性能进行了试验。结果表明堆焊合金的平均洛氏硬度为55.7,相对耐磨性为1.28,具有良好的工艺性能,高温...
格式:pdf
大小:912KB
页数:4P
人气:98
3
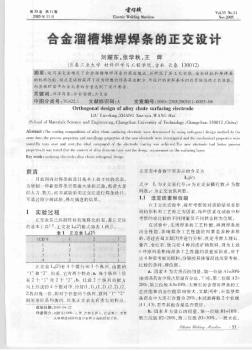
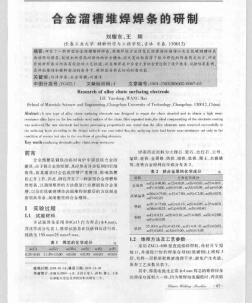
合金溜槽堆焊焊条的正交设计——运用正变法确定了合奎溜糟堆辉焊务的药皮组或并研究了其工艺性能、冶金性能和堆焊层的机械性能。经反复试验获得了较为理想焊条药皮配方,所设许的新焊条不但具有较佳的工艺性能。而且堆焊层中合金元素的含量选到了设计要求。
格式:pdf
大小:279KB
页数:5P
人气:98
3

新型冷冲模镶块堆焊焊条的研制——介绍一种新研制的适合于大型冷冲模镶块刃口堆焊的专用堆焊焊条,通过试验确定了焊条的合金成分并给出了比较合理的焊芯和焊条药皮化学成分。测试结果表明。新焊条堆焊层金属的化学成分、硬度、硬度梯度、金相组织均满足在铸铁基...
格式:pdf
大小:125KB
页数:2P
人气:98
3
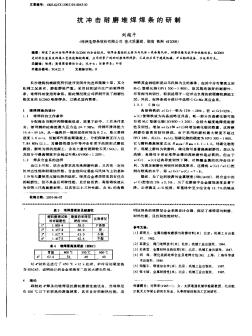
抗冲击耐磨堆焊焊条的研制——研制了抗冲击堆焊焊夺kcd60的夸童组成.堆焊全属组织主要为马氏体+残帝奥氏体.耐磨性能置戈冲击性胞优良。kcd60是材料鲁奎系及焊接工艺性电都较崭辅、应用前景广阔的耐磨堆焊焊条,己成功应用于建筑机械、矿石粉碎设备、水电等行...
格式:pdf
大小:381KB
页数:4P
人气:98
3

无矿石粉堆焊焊条的工艺性能——自行研制了一种特殊的堆焊焊条,其药皮中没有加入任何用于稳弧、造渣和造气等作用的矿石粉,焊芯电阻大,焊接时极易出现焊芯和药皮发红、药皮开裂等现象,说明了该焊条的工艺性能复杂。系统阐述了该类焊条的工艺性能,以更好地推...
格式:pdf
大小:179KB
页数:3P
人气:98
3
高硬度马氏体时效堆焊焊条的研究——研制成功的co、mn、w、v马氏体时效钢堆焊焊条,解决了堆焊高硬度焊接材料时,硬度均匀性差及机械加工困难的问题,提高了耐磨工件的使用寿命及其修复时的生产效率,能给国民经济带来了极大经济效益和社会效益。
格式:pdf
大小:203KB
页数:3P
人气:98
3
高温耐磨无渣堆焊焊条的研制——针对镍基合金具有优良的高温综合性能,且目前市场上几乎没有这类焊条电孤堆焊材抖等实际情况,开发研制了一种抗高温耐磨损的镍基无渣堆焊焊条。该焊条具有焊接烟尘小,烟尘中含对人体有害气体极少;焊后焊道上几乎没有熔渣,连续...
文辑创建者
我要分享 >
职位:二级建造师项目经理(市政专业)
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐