SIT气体保护焊在全位置半自动焊中的应用
2025-01-19

co2半自动气体保护焊下坡焊法的应用——描述了co2半自动气体保护焊下坡焊法在离心通风机叶轮前盘与叶片角焊缝上应用的可行性,重点介绍了c02半自动气体保护焊下坡焊法应用时的操作要点。
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机
编辑推荐下载
格式:pdf
大小:201KB
页数:3P
人气:65
 3
3
贮能式半自动co2气体保护焊弧焊系统的研究——采用干荷铅蓄电池作为焊接电源,构建了贮能式半自动c02电弧焊系统,分析了铅蓄电池 作为平特性电源配合等速送丝机构焊接电弧变化时的自动调节过程;利用pwm控制器构成的调速系统对等速送丝过程及焊接规范进行调...
格式:pdf
大小:154KB
页数:3P
人气:65
3
细丝半自动co2气体保护焊焊枪的改进——分析了焊枪的应用原理,针对目前推丝式鹅颈形焊枪存在的一些缺点加以改进,有效地提高了焊枪性能和焊接质量.
热门文档 SIT气体保护焊在全位置半自动焊中的应用
格式:pdf
大小:164KB
页数:2P
人气:65
3
co2气体保护焊在工程建设中的应用——介绍了co2气体保护焊高效率、优质、低成本的综合优越性和在工程建设中的应用及其展。
格式:pdf
大小:194KB
页数:3P
人气:65
3
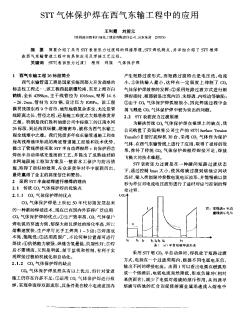
stt气体保护焊在西气东输工程中的应用——简要介绍了采用sit表面张力过渡焊的焊接原理,蜘1‘焊机特点,并详细介绍了stt根焊在西气东输管道工程中的具体应用及焊接工艺过程。
格式:pdf
大小:638KB
页数:4P
人气:65
4.7
 CO_2气体保护自动焊在钢构件制作中的应用实践
CO_2气体保护自动焊在钢构件制作中的应用实践 简述钢结构件的用途和市场状况:钢结构件焊接量大,要求高;co2气体保护自动焊与手工电弧焊相比,可提高效率3~5倍,节省焊接材料58%,节电43%,具有焊接成本低、效率高、焊缝成型好、可操作性强等特点,应用广泛。co2气体保护自动焊焊接设备主要由焊接电源、焊接机头、焊接小车、操作台等组成。对焊接设备各部分功能进行分析,给出焊接电压、焊接电流、焊接速度、送丝速度等工艺参数,并就焊丝伸出量、co2气体流量、焊丝质量等对焊接的影响作重点分析。以焊接吊车梁为例,说明焊前准备、焊接、焊缝修整等焊接工艺过程及注意事项。
格式:pdf
大小:182KB
页数:3P
人气:65
3
co2气体保护焊在汽车焊接中的应用——co2气体保护焊具有高效、节能、焊接变形小、焊缝成形美观优点,且随着国产co2气体和焊丝开发应用,只要合理使用co2气体保护焊,其在汽车工业中有很大的使用价值。
精华文档 SIT气体保护焊在全位置半自动焊中的应用
格式:pdf
大小:472KB
页数:3P
人气:65
4.7
CO_2气体保护焊在超高结构现场焊接中的应用 通过co2气体保护焊与焊条电弧焊在同等条件下的焊接对比试验、焊接工艺试验对比,结合现场施工情况对co2气体保护焊的优劣影响进行了综合分析,指出co2气体保护焊在野外超高结构现场焊接中有推广应用的价值。
格式:pdf
大小:101KB
页数:2P
人气:65
3
混合气体保护焊在焊接叶轮中的应用——论述了应用ar+c02混合气体保护焊焊接风机叶轮的方法。指出了其焊接特点及对风机叶 轮焊接的适用性。经对焊缝质量检验及机械性能试验均达到设计要求,并成功地应用于风机叶轮的生产制造上。
格式:pdf
大小:132KB
页数:3P
人气:65
3
co2气体保护焊在缸盖裂纹焊修中的应用研究——就co2气体保护焊焊补缸盖裂纹的工艺,规范、操作要点及焊修质量的影响因素做了详细的介绍,生产实践表明,该方法生产率高,成本低,劳动条件好,操作简便且效果好。
格式:pdf
大小:101KB
页数:1P
人气:65
4.5
混合气体保护焊在压力容器焊接中的应用 随着焊接技术的不断提高,焊接的要求也越来越复杂,这样一来,常见的焊接气体已经不能满足要求,因此混合气体保护焊应用的出现弥补了出现的不足.混合气体焊接对各种材料之间的焊接都能发挥良好的作用,尤其针对压力容器的焊接表现更为出色,有效地保障了焊接的安全性,对压力容器的保护和维修工作的完成起到了至关重要的作用.本文通过分析混合气体保护焊在压力容器焊接的运用,使其能够更安全快速的得到应用.
最新文档 SIT气体保护焊在全位置半自动焊中的应用
格式:pdf
大小:1.2MB
页数:3P
人气:65
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:693KB
页数:2P
人气:65
4.4
混合气体保护焊在压力容器焊接中的应用 本文立足于混合气体保护焊的施焊特点,与传统焊条电弧焊进行对比,进而阐述了混合气体保护焊在压力容器焊接中的应用。
格式:pdf
大小:127KB
页数:未知
人气:65
4.4
全自动气体保护焊在管道环缝焊接中的应用 随着石油天然气工业的发展油气管道越来越向大口径高压输送方向发展,传统的手工焊已难以适应管道建设的飞速发展,所以必须更新传统工艺,发展全自动焊接新工艺。本文分别从接头设计、焊接准备工作、工艺要求等方面介绍了全自动气体保护焊工艺。
格式:pdf
大小:211KB
页数:3P
人气:65
3
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法——双丝熔化极气体保护焊进行了简要的介绍。
格式:pdf
大小:250KB
页数:未知
人气:65
4.4
半自动焊接工装在翼箱焊接中的应用 为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
格式:pdf
大小:1.8MB
页数:6P
人气:65
4.7
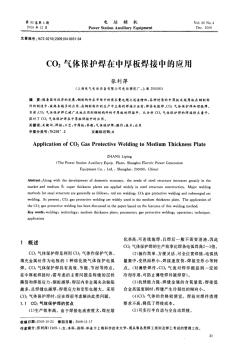
co2气体保护焊在中厚板焊接中的应用 作者:张利萍,zhangliping 作者单位:上海电气电站设备有限公司电站辅机厂,上海,200090 刊名:电站辅机 英文刊名:powerstationauxiliaryequipment 年,卷(期):2009,30(4) 参考文献(2条) 1.陈祝年焊接工程师手册[期刊论文]-北京:机械工业出版社2004 2.李亚江;刘鹏;刘强气体保护焊工艺及应用[期刊论文]-北京:化学工业出版社2009 本文链接:http://d.g.wanfangdata.com.cn/periodical_dzfj200904009.aspx
格式:pdf
大小:131KB
页数:2P
人气:65
3
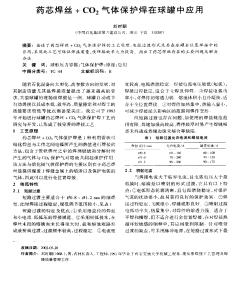
药芯焊丝+co2气体保护焊在球罐中应用——论述了药芯焊丝+co2气体保护焊的工艺原理、电弧过渡形式及其在球罐全位置焊接中的应用,采用此工艺可保证焊接质量,使焊接效率大为提高、指出了药芯焊丝存在的主要问题及解决办法。
格式:pdf
大小:112KB
页数:2P
人气:65
3
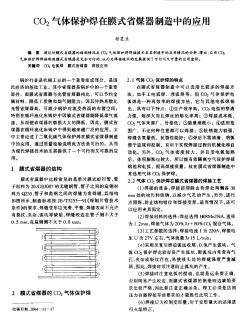
co2气体保护焊在膜式省煤器制造中的应用——通过对膜式省煤器的结构情况及co2气体保护焊焊接技术在其制造中的应用情况的分析,得出:应用o32气体保护焊焊接制造膜式省煤器是完全可行的,从而为焊接技术的发展提供了可行而又可靠的应用途径。
格式:pdf
大小:179KB
页数:3P
人气:65
4.3

介绍了采用控制熔敷金属过渡技术的co2气体保护焊的技术特点。通过焊接试验获得了在移动式管道预制生产线上采用具有控制熔敷金属过渡技术的co2气体保护焊的焊接工艺参数。在广西石化26万t/a硫磺回收装置工艺管道预制中的应用效果显示,与传统管道打底焊接方法相比,将具有控制熔敷金属过渡技术的co2气体保护焊用于工艺管道预制打底焊接中,不仅提高了焊接效率和焊缝的一次合格率,而且降低了施工成本。
格式:pdf
大小:83KB
页数:2P
人气:65
4.6
CO_2气体保护焊在风电场塔架制作中的应用 本文介绍了co2气体保护焊在宁夏贺兰山风电场塔架制作过程中,根据焊接工艺评定,制定焊接工艺规程,对塔架筒体纵缝、环缝焊接缺陷进行了成功的补焊,经检验合格并取得了较好的经济效益。
文辑创建者
我要分享 >
职位:工程劳务员(预算员)
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐