SPD系统的船体典型分段设计的教学
2025-01-16
船舶设计是船舶建造的前提和基础,而目前船舶类的高校又很少单独开设船舶设计的课程培训。本文运用SPD系统,以船体的机舱分段为例,讲述船舶的设计过程,培养学生的船舶设计以及相关知识的能力,而这些能力正是对于船舶专业的毕业生必须具备而目前又比较欠缺的。

 基于东欣SPD的船体球鼻首分段建模研究
基于东欣SPD的船体球鼻首分段建模研究 spd软件是一款成熟的船舶生产设计软件,被国内船舶企业广泛运用。本文对使用efspd软件进行船体建模流程进行了详述,并对球鼻首分段建模进行了举例说明。
船体主船体结构设计的若干问题分析 本文对船体主船体结构设计的若干问题进行探讨分析。
编辑推荐下载
格式:pdf
大小:498KB
页数:2P
人气:69
 4.7
4.7

本文针对船舶工程专业教学过程中存在的问题,分析沪东中华船厂开发的三维设计软件spd的特点,论述船体三维建模技术spd在船舶工程教学过程中的应用,提出基于spd的船舶工程专业课程教学方法和教学手段的改进措施。
热门文档 SPD系统的船体典型分段设计的教学
格式:pdf
大小:124KB
页数:未知
人气:69
4.6
船体分段搭载钢管支撑载荷浅析 在船体分段搭载过程中,大量重心外飘分段或总段需进行临时刚性支撑。采用钢管支撑有其独特的优势,已成为业内主流。根据不同的分段重量选择合适规格以及长度的钢管,快速确定支撑钢管的载荷,在生产设计过程中有广泛的应用价值。本文对gb/t17395-2008以及iso4200-1991中部分常见规格的钢管进行计算分析,得出许用载荷。
格式:pdf
大小:1.7MB
页数:37P
人气:69
4.5
渤海船舶职业学院 浅谈船体分段装焊工艺研 院(系)别船舶工程系 专业船艇设计与制造 届别2009 学号09g16227 姓名江红阳 指导教师刘兴勇 二○一二年五月 渤海船舶职业学院毕业设计(论文) 1 摘要 主要是了解船体预装配的工艺装备内容;理解船体部件装焊过程;掌握胎架 设计方法。扼要分析和阐述了船舶船体结构在装配过程中的缺陷,对难于采取返 修的典型缺陷,提出了可以采取补强的可行性方案。 关键词:部件装配,船体结构,结构强度,缺陷 江红阳:船体分段装焊工艺研究 2 abstract mainlyistounderstandtheprocessequipmentwithhullpre-installedcontent; understandzhuanghanprocess;hullpartsmastertir
格式:pdf
大小:733KB
页数:2P
人气:69
4.7
浅谈船体结构设计的细节要点 船舶已经成为当今社会重要的水上交通工具,良好的航行性能关键在于船舶设计,而船体结构设计是船舶设计中最为重要的环节之一。本文对船体结构设计中所涉及的一些细节要点进行探讨,并对相关问题提出细节优化和解决措施。
格式:pdf
大小:51KB
页数:未知
人气:69
4.4
参数化的船体结构特征造型设计 利用autocad2000平台的objectarx开发环境,采用面向对象的设计思想,将船体结构分成弦侧、船底、甲板和舱壁4部分,实现参数化,建立特征类及相应构件间的约束关系,设计三维船体结构特征造型。
精华文档 SPD系统的船体典型分段设计的教学
格式:pdf
大小:2.7MB
页数:62P
人气:69
4.4
sda shanghaidesignassociates sda-002-05sd 船体结构标准 本标准经总工程师批准试行2005.09实施 shanghaidesignassociates发布 hullstructure standard profilesections 常用型材标准 sda-002-05sd第1页 2005.9共61页 profilesectionsstandard 常用型材标准 说明: 本标准仅适用于船体结构图。 设计人员在选择型材时应尽可能以此标准为准。 hullstructure standard profilesections 常用型材标准 sda-002-05sd第2页 2005.9共61页 常用球扁钢(欧洲标准) a mm t mm c mm r mm 球扁钢截面积 a
格式:pdf
大小:2.7MB
页数:62P
人气:69
4.4
sda shanghaidesignassociates sda-002-05sd 船体结构标准 本标准经总工程师批准试行2005.09实施 shanghaidesignassociates发布 hullstructure standard profilesections 常用型材标准 sda-002-05sd第1页 2005.9共61页 profilesectionsstandard 常用型材标准 说明: 本标准仅适用于船体结构图。 设计人员在选择型材时应尽可能以此标准为准。 hullstructure standard profilesections 常用型材标准 sda-002-05sd第2页 2005.9共61页 常用球扁钢(欧洲标准) a mm t mm c mm r mm 球扁钢截面积 a
格式:pdf
大小:330KB
页数:26P
人气:69
4.5
船体建造原则工艺规范 前言 1范围 本规范规定了船体建造过程中船体建造的工艺要求及过程。 本规范适用于散货船及油轮的船体建造,其他船舶也可参考执行。 2规范性引用文件 q/sws42-027-2003船舶焊接原则工艺规范 q/sws60-001.2-2003船舶建造质量标准建造精度 3基本要求 3.1要求 3.1.1船体理论线:船体构件安装基准线。 3.1.2船体检验线:以分段为基本单位设计全船统一的肋骨检验线、中心线、直 剖线、水线对合线等。 3.2船体建造精度原则 3.2.1从设计、放样开始,零件加工应为无余量、少余量。 3.2.2以加放补偿量逐步取代各组立阶段零部件的余量。 3.2.3线形复杂涉及冷热加工的零件,加工时必须加放余量。加工结束后按要求 进行二次划线、切割工作。 3.2.4施工单位需对精度造船中的余量、补偿量实施结果、
格式:pdf
大小:215KB
页数:2P
人气:69
4.7
船体焊接变形的有效控制 船体焊接变形是影响船体建造精度的重要因素,是船体结构建造过程中常见的一种质量通病,它影响着船体结构的建造质量和船舶的使用性能。大量焊接构件的变形不利于船体建造质量要求,若不采取有效的控制措施,将影响船体最终整体成型。本文通过对船体焊接变形的种类、原因等进行综述,介绍了控制船体变形的施工工艺和施工技术,以期能够为建设出高质量的船舶提供借鉴,促进我国船舶制造业的发展。
格式:pdf
大小:215KB
页数:2P
人气:69
4.4
船体焊接变形的有效控制 船体焊接变形是影响船体建造精度的重要因素,是船体结构建造过程中常见的一种质量通病,它影响着船体结构的建造质量和船舶的使用性能。大量焊接构件的变形不利于船体建造质量要求,若不采取有效的控制措施,将影响船体最终整体成型。本文通过对船体焊接变形的种类、原因等进行综述,介绍了控制船体变形的施工工艺和施工技术,以期能够为建设出高质量的船舶提供借鉴,促进我国船舶制造业的发展。
最新文档 SPD系统的船体典型分段设计的教学
格式:pdf
大小:488KB
页数:16P
人气:69
4.5
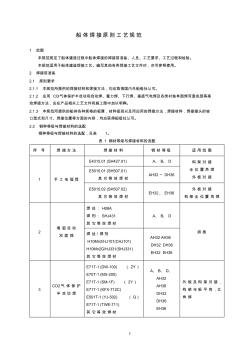
1 船体焊接原则工艺规范 1范围 本规范规定了船体建造过程中船体焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于船体建造焊接工艺。编写其他各类焊接工艺文件时,亦可参照使用。 2焊接前准备 2.1原则要求 2.1.1本规范所提供的焊接材料和焊接方法,均应取得国内外船级社认可。 2.1.2应用co2气体保护半自动和自动焊、重力焊、下行焊、垂直气电焊及各类衬垫单面焊双面成型等高 效焊接方法,应在产品相关工艺文件和施工图中加以明确。 2.1.3本规范所提供的船体各种规格的板厚,材料级别以及所应用的焊接方法,焊接材料,焊接接头的坡 口型式和尺寸、焊接位置等方面的内容,均应获得船级社认可。 2.2钢种等级与焊接材料的选配 钢种等级与焊接材料的选配,见表1。 表1钢材等级与焊接材料的选配 序号焊接方法焊接材料钢材等级适用范围 1手
格式:pdf
大小:2.7MB
页数:62P
人气:69
4.6

sda shanghaidesignassociates sda-002-05sd 船体结构标准 本标准经总工程师批准试行2005.09实施 shanghaidesignassociates发布 hullstructure standard profilesections 常用型材标准 sda-002-05sd第1页 2005.9共61页 profilesectionsstandard 常用型材标准 说明: 本标准仅适用于船体结构图。 设计人员在选择型材时应尽可能以此标准为准。 hullstructure standard profilesections 常用型材标准 sda-002-05sd第2页 2005.9共61页 常用球扁钢(欧洲标准) a mm t mm c mm r mm 球扁钢截面积 a
格式:pdf
大小:540KB
页数:5P
人气:69
4.6

內河中小型船厂船体车间对不合理的船体建造工艺和生产体系进行改造,组建工艺流程,是提高生产效率的适用而可靠的途径。组建工艺流程应着重对钢材加工的经济性分析和流程合理性的研究,建立平面分段生产线。
格式:pdf
大小:525KB
页数:17P
人气:69
4.4

1 sws《船体焊接原则工艺规范》 选用标准:q/sws42-027-2003 1范围 本规范规定了船体建造过程中船体焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于船体建造焊接工艺。编写其他各类焊接工艺文件时,亦可参照使用。 2焊接前准备 2.1原则要求 2.1.1本规范所提供的焊接材料和焊接方法,均应取得国内外船级社认可。 2.1.2应用co2气体保护半自动和自动焊、重力焊、下行焊、垂直气电焊及各类衬垫单面焊双面成型等高 效焊接方法,应在产品相关工艺文件和施工图中加以明确。 2.1.3本规范所提供的船体各种规格的板厚,材料级别以及所应用的焊接方法,焊接材料,焊接接头的坡 口型式和尺寸、焊接位置等方面的内容,均应获得船级社认可。 2.2钢种等级与焊接材料的选配 钢种等级与焊接材料的选配,见表1。 表1钢材等级与焊接材料的选配 序号
格式:pdf
大小:430KB
页数:6P
人气:69
4.4
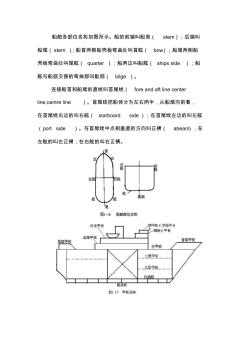
船舶各部位名称如图所示。船的前端叫船首(stem);后端叫 船尾(stern);船首两侧船壳板弯曲处叫首舷(bow);船尾两侧船 壳板弯曲处叫尾舷(quarter);船两边叫船舷(shipsside);船 舷与船底交接的弯曲部叫舭部(bilge)。 连接船首和船尾的直线叫首尾线(foreandaftlinecenter line,centreline)。首尾线把船体分为左右两半,从船尾向前看, 在首尾线右边的叫右舷(starboardside);在首尾线左边的叫左舷 (portside)。与首尾线中点相垂直的方向叫正横(abeam),在 左舷的叫左正横;在右舷的叫右正横。 船体水平方向布置的钢板称为甲板,船体被甲板分为上下若干 层。最上一层船首尾的统长甲板称上甲板(upperdeck)。这层甲板 如果所有开
格式:pdf
大小:150KB
页数:11P
人气:69
4.5
ocusingonwaysandmeansofimprovingandupgradingwork,furtherdevelopmentof"threetosplit".(a)fullygrasp"nounauthorised"created.thetownship"nounauthorised"createdtheexistingbuilding"onehousehold,onedocument"surveyandfilestorageworkmustbeunconditionalandfullcoverage.maincorridorleadingtohetown(road,river)village,thecentralbuilt-upa
格式:pdf
大小:606KB
页数:4P
人气:69
4.7
“船体加工与装配”项目导向型课程的设计与实施 依据高职船舶工程技术专业的人才培养目标和职业岗位能力的需要,将项目过程理论引入到课程建设中,介绍国家级精品课程\"船体加工与装配\"以船体建造的项目任务为导向进行课程内容的重构和教学模式创新设计的思路及其建设要点。
格式:pdf
大小:2.0MB
页数:4P
人气:69
4.5

通过对油船改建fpso过程中船体结构改造案例的分析,详细介绍fpso结构改造过程中的重点和难点工程,提出一套适用于fpso改建工程的设计和施工经验,可适用于大部分fpso改建项目.
格式:pdf
大小:2.1MB
页数:44P
人气:69
4.4

第三章船体建造检验 第一节放样和号料检验 一、放样检验 (一)概述 船体放样是在船体建造过程中,根据设计图样,将船体型线及结构按一定比例进行放大,以 获得光顺的线型及构件在船体上的正确位置、形状和尺寸,为后续工序提供施工依据的过程。船 体放样是船舶建造过程中的首道工序。 船体放样有如下一些类别: 1.按方法分类的类别 (1)实尺放样。实尺放样是在放样间将设计型线及结构件放大到1:1的实际尺寸的放样方 法。该方法历史悠久,它的操作不需要设备,只要配备较大的放样间、样条及绘图器具即可,其 放样方法易于掌握,但由于操作时工作效率低,且型线在船体建造期间保留时间长,放样间占地 利用率低,不适应造船业发展的需要而正在逐渐被数学放样所取代。 (2)比例放样。比例放样是在比例放样台上,将设计的型线及结构件按1:5或1:10等比 例进行放样的方法。该方法绘图精度要求
格式:pdf
大小:12KB
页数:1P
人气:69
4.7

technologyforum ︱472︱2017年12期 船舶船体建造技术研究及展望 徐化成 中国船级社实业公司广州分公司,广东广州510235 摘要:现阶段,各国纷纷加强对造船技术的研究,使得船体建造技术得到了空前的发展。我国的船体建造技术在历经一段坎坷之后, 也进入了发展的黄金时期,并一举进入国际先进水平的行列,但与日本、韩国等造船强国相比,我国船体建造技术依然存在一定差距。基 于此,本文分析了船舶船体建造技术的现状,并对船舶船体建造技术的未来发展进行展望,以期促进我国船舶船体建造技术的快速发展。 关键词:船舶船体;船体建造技术;未来展望 中图分类号:u66文献标识码:b文章编号:1006-8465(2017)12-0472-01 随着科学技术的快速发展,各种新技术、新材料不断涌现,有 力地推动了船体制造业的发展,特别是信息化、自动化技术
文辑创建者
我要分享 >
职位:BIM服务工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐