STT型CO2气体保护焊在工艺管道预制中的应用
2025-04-02
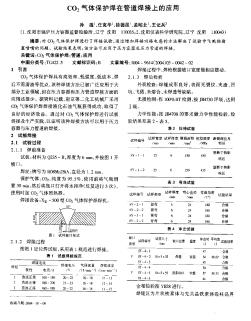
介绍了采用控制熔敷金属过渡技术的CO2气体保护焊的技术特点。通过焊接试验获得了在移动式管道预制生产线上采用具有控制熔敷金属过渡技术的CO2气体保护焊的焊接工艺参数。在广西石化26万t/a硫磺回收装置工艺管道预制中的应用效果显示,与传统管道打底焊接方法相比,将具有控制熔敷金属过渡技术的CO2气体保护焊用于工艺管道预制打底焊接中,不仅提高了焊接效率和焊缝的一次合格率,而且降低了施工成本。

 STT气体保护焊技术在管道焊接中的应用
STT气体保护焊技术在管道焊接中的应用 STT气体保护焊技术在管道焊接中的应用
CO2气体保护焊在管道施工中的应用 着重介绍了co2气体保护焊在现代管道施工中的优势,在管道焊接中的焊接工艺、焊接规范、施焊要点以及经济效益等,所编制的焊接工艺切实可行,为今后类似的管道焊接提供了参考依据。
编辑推荐下载
格式:pdf
大小:117KB
页数:2P
人气:50
 3
3
co2气体保护焊在管道焊接上的应用——对co2气体保护焊进行了焊接试验,通过增加焊接回路电感的方法解决了试验中飞溅物堵塞喷嘴的问题。试验结果表明:该方法可应用于压力容器及压力管道的焊接。
格式:pdf
大小:164KB
页数:2P
人气:50
3
co2气体保护焊在工程建设中的应用——介绍了co2气体保护焊高效率、优质、低成本的综合优越性和在工程建设中的应用及其展。
热门文档 STT型CO2气体保护焊在工艺管道预制中的应用
格式:pdf
大小:194KB
页数:3P
人气:50
3
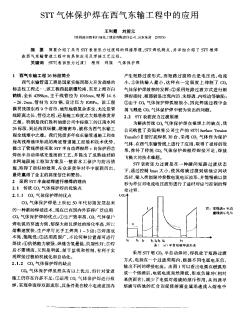
stt气体保护焊在西气东输工程中的应用——简要介绍了采用sit表面张力过渡焊的焊接原理,蜘1‘焊机特点,并详细介绍了stt根焊在西气东输管道工程中的具体应用及焊接工艺过程。
格式:pdf
大小:223KB
页数:4P
人气:50
3
新型co2气体保护焊在导管架建造中的应用——介绍近几年出现的一种新型的c02气体保护焊接方法——表面张力过渡焊在导管架建造中的应用情况。用这种新型焊接方法进行的一系列焊接程序试验,确定出不同焊接位置(横焊、立焊、全位置焊)打底焊的焊接工艺参数,打破了...
格式:pdf
大小:182KB
页数:2P
人气:50
4.7
从焊丝选择方式、焊接电流方式、电弧电压选择、焊丝干伸长选择四方面对co2气体保护焊接工艺进行了分析,并对co2气体保护焊接在钢结构制作工艺中焊枪、引弧与收弧以及焊缝处理方法作了阐述,为其推广应用提供了技术支持。
格式:pdf
大小:14KB
页数:4P
人气:50
4.8
co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备
精华文档 STT型CO2气体保护焊在工艺管道预制中的应用
格式:pdf
大小:167KB
页数:3P
人气:50
3

实芯焊丝co2气体保护焊在工业管道施工中的应用——通过试验表明实芯焊丝co2气体保护焊工艺可应用于工业管道全位置焊接施工,同时确定了其焊接工艺参数和操作要点。
格式:pdf
大小:182KB
页数:3P
人气:50
3
co2气体保护焊在汽车焊接中的应用——co2气体保护焊具有高效、节能、焊接变形小、焊缝成形美观优点,且随着国产co2气体和焊丝开发应用,只要合理使用co2气体保护焊,其在汽车工业中有很大的使用价值。
格式:pdf
大小:214KB
页数:15P
人气:50
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
格式:pdf
大小:132KB
页数:3P
人气:50
3
co2气体保护焊在缸盖裂纹焊修中的应用研究——就co2气体保护焊焊补缸盖裂纹的工艺,规范、操作要点及焊修质量的影响因素做了详细的介绍,生产实践表明,该方法生产率高,成本低,劳动条件好,操作简便且效果好。
格式:pdf
大小:1.2MB
页数:3P
人气:50
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
最新文档 STT型CO2气体保护焊在工艺管道预制中的应用
格式:pdf
大小:112KB
页数:2P
人气:50
3
co2气体保护焊在膜式省煤器制造中的应用——通过对膜式省煤器的结构情况及co2气体保护焊焊接技术在其制造中的应用情况的分析,得出:应用o32气体保护焊焊接制造膜式省煤器是完全可行的,从而为焊接技术的发展提供了可行而又可靠的应用途径。
格式:pdf
大小:212KB
页数:4P
人气:50
4.7

介绍了co2/mag气保焊工艺方法,高效、优质、低成本的综合优越性和在化工、石化、石油天然气工程建设中的应用与发展,分析了co2焊接接头韧性偏低的产生原因及防止措施,不同种类的气体与焊丝相组合的工艺特点及控制焊缝成形的操作技术.
格式:pdf
大小:262KB
页数:4P
人气:50
3
co2/mag气体保护焊在工程建设中的应用——介绍了co2,mag气保焊工艺方法,高效、优质、低成本的综合优越性和在化工、石化、石油 天然气工程建设中的应用与发展,分析了co2焊接接头韧性偏低的产生原因及防止措施,不同种类的气体与焊丝相组合的工艺特点及控...
格式:pdf
大小:157KB
页数:3P
人气:50
3

co2气体保护焊在变压器生产中的应用——通过对co2气体保护焊在高炉炉壳组装与焊接工艺的使用,有效地控制了焊接变形及防止焊缝裂纹,阐明提高焊接质量要从多元角度出发,有机整体地考虑问题,在结论中进一步从成本、焊接质量及培训等方面分析证明推广co2气体保...
格式:pdf
大小:1.1MB
页数:5P
人气:50
4.5

co2气体保护焊焊接工艺及应用 作者:张幻,zhanghuan 作者单位:舟山船舶工业学校,浙江,舟山,316000 刊名:船海工程 英文刊名:ship&oceanengineering 年,卷(期):2008,37(1) 被引用次数:0次 相似文献(10条) 1.期刊论文石建材co2气体保护焊在吊杆焊接中的应用-中国外资2008(8) 吊杆在焊接过程中存在焊接质量合格率低、焊接速度慢等问题,焊接时改用co2气体保护焊,只要焊接材料选用合理、严格执行焊接工艺参数和焊接要 求,可得到良好的焊接质量.证实了co2气体保护焊具有成本低,效率高,焊接质量好等优点.在生产实践中可大力推广. 2.期刊论文陈瑞.杨庆来药芯焊丝co2气体保护焊在不锈钢材料焊接中的应用-焊接技术2002,31(4) 药芯焊丝co2气体保护焊操作性能好,焊缝成形美
格式:pdf
大小:366KB
页数:4P
人气:50
4.8
CO2气体保护焊焊接工艺试验与应用 采用三种材质,对co2气体保护焊和焊条电弧焊在焊接工艺和性能方面进行对比试验,根据试验结果制订了合理的焊接工艺,满足了不同材料co2气体保护焊的焊接需求,提高了生产效率,取得了明显的经济效益。
格式:pdf
大小:124KB
页数:3P
人气:50
3
co2气体保护焊在变压器生产中的应用——分析了co2气体保护焊接工艺在变压器行业中应用的难点.提出了解决这些难点的措施和办法。
格式:pdf
大小:132KB
页数:2P
人气:50
3

co2气体保护焊的推广和应用——co2气体保护电弧焊是一种先进的焊接方法。电焊工通过理论和实践培训,掌握这种技能体现它的优点,克服它的缺点,推广这种焊接方法,提高焊接工作效率。

文辑创建者
我要分享 >
职位:内饰结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐