SUS304不锈钢表面抛光缺陷原因分析及改进措施
2025-01-16
对SUS304不锈钢抛光"点状"缺陷解析表明,缺陷主要是由于Al2O3等脆性夹杂物在抛光处理后部分脱落而形成。控制钢水T[Al]、提高AOD炉渣还原性能、喂SiCaBa线处理等夹杂物控制技术,实现了板坯总[O]从45.1μg/g下降为30.7μg/g,而且夹杂物变性,改善了表面抛光"点状"缺陷。


SUS304不锈钢垫板
304不锈钢的说明 304不锈钢是不锈钢中常见的一种材质,密度为7.93g/cm3,业内也叫做18/8不锈 钢。耐高温800度,具有加工性能好,韧性高的特点,广泛使用于工业和家具装饰行业和 食品医疗行业。 市场上常见的标示方法中有06cr19ni10,sus304,其中06cr19ni10一般表示国标 标准生产,一般表示astm标准生产,sus304表示日标标准生产。 304是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性) 的设备和机件。为了保持不锈钢所固有的耐腐蚀性,钢必须含有18%以上的铬,8%以上的 镍含量。304不锈钢是按照美国astm标准生产出来的不锈钢的一个牌号。 304不锈钢的基本参数值如下: 抗拉强度σb(mpa)≥520304 条件屈服强度σ0.2(mpa)≥205 伸长率δ5
编辑推荐下载
格式:pdf
大小:52KB
页数:3P
人气:78
 4.8
4.8
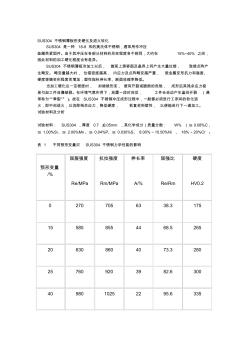
sus304不锈钢薄板形变硬化及退火软化 sus304是一种18-8系的奥氏体不锈钢,通常用作冲压 垫圈类紧固件。由于其冲压在各部分材料的形变程度各不相同,大约在15%~40%之间, 因此材料的加工硬化程度也有差异。 sus304不锈钢薄板冷加工以后,微观上滑移面及晶界上将产生大量位错,致使点阵产 生畸变。畸变量越大时,位错密度越高,内应力及点阵畸变越严重,使金属变形抗力和强度、 硬度等随变形程度而增加,塑性指标伸长率、断面收缩率降低。 当加工硬化达一定程度时,如继续形变,便有开裂或脆断的危险,成形后其残余应力极 易引起工件自爆破裂。在环境气氛作用下,放置一段时间后,工件会自动产生晶间开裂(通 常称为“季裂”)。故在sus304不锈钢冲压成形过程中,一般都必须进行工序间的软化退 火,即中间退火,以消除残余应力,降低硬度,恢复材料塑性,以便能进行下
格式:pdf
大小:126KB
页数:7P
人气:78
4.8
word文档 304不锈钢的说明 304不锈钢是不锈钢中常见的一种材质,密度为7.93g/cm3,业内也叫做18/8不锈 钢。耐高温800度,具有加工性能好,韧性高的特点,广泛使用于工业和家具装饰行业和 食品医疗行业。 市场上常见的标示方法中有06cr19ni10,sus304,其中06cr19ni10一般表示国标标 准生产,一般表示astm标准生产,sus304表示日标标准生产。 304是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的 设备和机件。为了保持不锈钢所固有的耐腐蚀性,钢必须含有18%以上的铬,8%以上的镍含 量。304不锈钢是按照美国astm标准生产出来的不锈钢的一个牌号。 304不锈钢的基本参数值如下: 抗拉强度σb(mpa)≥520304 条件屈服强度σ0.2(mpa)≥205 伸
热门文档 SUS304不锈钢表面抛光缺陷原因分析及改进措施
格式:pdf
大小:24KB
页数:1P
人气:78
4.8
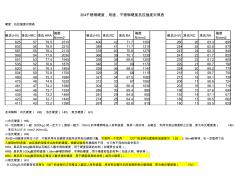
硬度,抗拉强度对照表 维氏(hv)洛氏hrc洛氏hra强度n/mm2维氏(hv)洛氏rc洛氏ra 强度 n/mm2维氏(hv)洛氏rc洛氏ra 强度 n/mm2 6255779.523154004271.713502602663.3895 6055678.922103894171.713102542562.8875 5875578.421153784070.612752472462.3845 5695477.920303683970.112352412361.7825 5515377.419453583869.612002352261.2805 5355276.91875348376911702292160.7790 5205176
格式:pdf
大小:9KB
页数:4P
人气:78
4.6
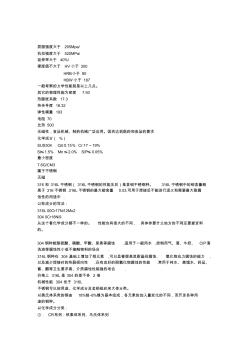
屈服强度大于205mpa/ 抗拉强度大于520mpa/ 延伸率大于40%/ 硬度值不大于hv小于200 hrb小于90 hbw小于187 一般考察的力学性能就是以上几点。 其它的物理性能为密度7.93 热膨胀系数17.3 热传导度16.32 弹性模量193 电阻70 比热500 无磁性,食品机械、制药机械广泛应用。因而达到医药和食品的要求 化学成分(%) sus304c≤0.15%cr:17~19% si≤1.5%mn≤2.0%s/p≤0.05% 最小密度 7.6g/cm3 属于不锈钢 无磁 316和316l不锈钢(316l不锈钢的性能见后)是含钼不锈钢种。316l不锈钢中的钼含量略 高于316不锈钢.316l不锈钢的最大碳含量0.03,可用于焊接后不能进行退火和需要最大耐腐 蚀性的用途中. 公称成分的写法
格式:pdf
大小:10KB
页数:1P
人气:78
4.3

sus304不锈钢的一些参数 304不锈钢是美国astm标准生产出来的不锈钢体系中的一个牌号,日本引进 了该体系,生产出的不锈钢命名为sus30408,在中国国内相应的牌号为06cr19ni10。 该材料在使用过程中需要保证化学成分。其主要元素c、si、mn、p、s在质量 百分含量上不应超过:0.08%(若低于0.06%更优)、0.75%(上、下偏差均为0.04%)、 2.0%(上、下偏差均为0.04%)、0.045%(上偏差均为0.005%)、0.030%(上偏差均 为0.005%),即其质量百分含量上应该低于上述数值。cr、ni为主要的起抗腐蚀作 用的合金元素,在成分上应分别满足18.00~20.00%、8.00~11.00%之间。通常,合金 元素cr是保证耐腐蚀性元素,也是铁素体形成元素,含量过高或过低均不合适,考 虑到单面组坯后进行热轧时有烧损,含量
精华文档 SUS304不锈钢表面抛光缺陷原因分析及改进措施
格式:pdf
大小:736KB
页数:6P
人气:78
4.6
 冷轧SUS301和SUS304不锈钢表面硬度控制工艺优化研究
冷轧SUS301和SUS304不锈钢表面硬度控制工艺优化研究 基于具体生产机组设备和工艺条件,对sus301和sus304硬态不锈钢的冷轧生产工艺规程和工艺参数进行了研究,分析确定了硬态不锈钢生产过程中表面硬度的相关工艺参数,提出了针对硬态不锈钢生产的冷轧工艺规程调整方法,并利用bp神经网络建立了压下率设定模型,建立了宝新公司自有的硬态不锈钢表面硬度的工艺控制技术。相关技术应用于实际生产后,sus301和sus304硬态不锈钢产品的表面硬度控制精度明显提高。
格式:pdf
大小:10KB
页数:1P
人气:78
4.8
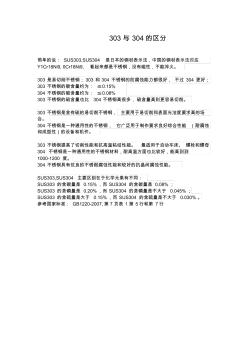
303与304的区分 简单的说:sus303,sus304是日本的钢材表示法,中国的钢材表示法对应 y1cr18ni9,0cr18ni9,看起来都是不锈钢,没有磁性,不能淬火。 303是易切削不锈钢;303和304不锈钢的防腐蚀能力都很好,不过304更好; 303不锈钢的碳含量约为:≤0.15% 304不锈钢的碳含量约为:≤0.08% 303不锈钢的硫含量也比304不锈钢高很多,硫含量高则更容易切削。 303不锈钢是含有硫的易切削不锈钢,主要用于易切削和表面光洁度要求高的场 合。 304不锈钢是一种通用性的不锈钢,它广泛用于制作要求良好综合性能(耐腐蚀 和成型性)的设备和机件。 303不锈钢提高了切削性能和抗高温粘结性能。最适用于自动车床、螺栓和螺母 304不锈钢是一种通用性的不锈钢材料,耐高温方面也比较好,能高到到 100
格式:pdf
大小:459KB
页数:3P
人气:78
4.8
SUS304不锈钢焊管起皮缺陷分析 sus304不锈钢热轧板卷曲成型后焊接制成焊管,后经酸洗打磨,外表面出现类似鱼鳞鳞片状的起皮缺陷,部分区域已经脱落。通过扫描电镜微区分析和金相显微组织观察,表明:奥氏体晶界cr碳化物造成了晶间腐蚀,而后在焊管表面残余拉应力和磨削应力的共同作用下产生了起皮缺陷。
格式:pdf
大小:14KB
页数:1P
人气:78
4.7
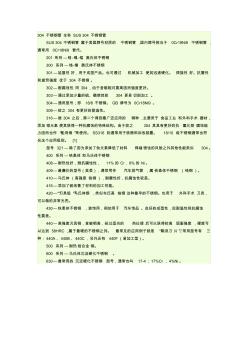
304不锈钢管全称sus304不锈钢管 sus304不锈钢管属于美国牌号材质的不锈钢管,国内牌号相当于0cr19ni9不锈钢管, 通常用0cr18ni9替代。 201系列—铬-镍-锰奥氏体不锈钢 300系列—铬-镍奥氏体不锈钢 301—延展性好,用于成型产品。也可通过机械加工使其迅速硬化。焊接性好。抗磨性 和疲劳强度优于304不锈钢。 302—耐腐蚀性同304,由于含碳相对要高因而强度更好。 303—通过添加少量的硫、磷使其较304更易切削加工。 304—通用型号;即18/8不锈钢。gb牌号为0cr18ni9。 309—较之304有更好的耐温性。 316—继304之后,第二个得到最广泛应用的钢种,主要用于食品工业和外科手术器材, 添加钼元素使其获得一种抗腐蚀的特殊结构。由于较之304其具有
格式:pdf
大小:504KB
页数:4P
人气:78
4.4
热轧SUS304不锈钢带工艺研究及质量分析 1780mm热连轧机设备水平先进,适合生产热轧不锈带钢。在研究生产工艺的过程中,结合不锈钢生产特点,研究制定了sus304热轧不锈带钢的生产工艺,并对不锈带钢轧制结果进行了分析,结果表明不锈带钢的生产工艺稳定、合理。
最新文档 SUS304不锈钢表面抛光缺陷原因分析及改进措施
格式:pdf
大小:287KB
页数:6P
人气:78
4.6
SUS304不锈钢窄间隙激光填丝焊性能 采用窄间隙全固态光纤激光填充热丝焊接方法取代了以往的窄间隙非熔化极气体保护焊(tig)填充热丝焊接方法,焊接板厚为20mm、材质为sus304奥氏体不锈钢。初步确定适合于窄间隙激光填充热丝焊接的坡口形式和焊接工艺参数;通过试验,研究分析焊缝金属组织中气孔和结晶裂纹产生的原因;调整工艺参数,在优化后的最佳工艺参数下,获得了热影响区域小、表面成形性好、无焊接缺陷的焊接接头;焊缝金属为细小的奥氏体柱状晶,与母材形成良好的连接;焊接变形小,满足了焊接变形要求;焊缝金属的显微硬度略高于母材,拉伸性能和弯曲性能均满足试验要求,获得了力学性能良好的焊接接头。
格式:pdf
大小:320KB
页数:4P
人气:78
4.7
SUS304不锈钢ELID镜面磨削正交化实验研究 sus304不锈钢具有高耐腐耐磨性和良好的综合性能而被广泛应用,但其高韧性和低导热性使传统的sus304不锈钢磨削或车削工艺存在一定困难。在线电解修整elid(electrolyticin-processdressing)磨削技术能有效地用于sus304不锈钢镜面磨削加工。本文主要对sus304不锈钢进行elid镜面磨削正交化实验研究以获得合理的工艺参数。首先利用#325砂轮进行7个影响因素2水平的正交磨削实验,获得初步的优化参数,然后利用#1200砂轮进行3个影响因素2水平的正交镜面磨削实验。通过改变削件砂轮转速、x和y平台移动速度、进给率和elid电源件等各种磨削条件,获得优化后的磨削工艺参数,进行了相应的磨削验证,并讨论了工艺参数对磨削特性的影响。研究了不同砂轮磨粒对表面粗糙度的影响,使用#8000金刚石砂轮对sus304不锈钢镜面磨削,获得表面粗糙度ra=3.6nm。

格式:pdf
大小:481KB
页数:5P
人气:78
4.5
SUS304不锈钢膨胀节腐蚀失效分析 分析了杭州市热力管道膨胀节腐蚀失效的原因。sus304不锈钢波纹管在制作过程中的塑性变形造成的残余应力使得表面出现滑移台阶,导致钝化膜破裂。cebf耐腐蚀涂层在高温下起泡破损失去保护作用,该不锈钢膨胀节在电化学腐蚀和残余应力双重作用下腐蚀泄漏。为解决sus304不锈钢波纹管应力腐蚀开裂问题提出了一些可行建议。
格式:pdf
大小:852KB
页数:4P
人气:78
4.5
SUS304不锈钢定位器基座的失效分析 通过化学成分、结构受力、显微组织和断口形貌分析等手段,对电气化铁路接触网的sus304不锈钢定位器基座断裂失效的原因进行分析。结果表明,局部腐蚀与疲劳过载的共同作用是导致该不锈钢零件断裂失效的主要原因。由于所用sus304不锈钢中含c、cr量比jis标准偏高,易形成粗大碳化物并诱发局部腐蚀;同时受力的"工"形斜梁结构设计不合理,受拉应力作用的部位横截面积偏小,导致疲劳过载,因此使处于应力集中区内的局部腐蚀成为裂纹源。最后提出相应的改进措施。

格式:pdf
大小:643KB
页数:4P
人气:78
4.5
SUS304不锈钢近平衡凝固过程微观组织实验研究 采用真空电弧炉将sus304试样熔化后以一定的冷速冷却到不同的温度,快速液淬后观察其微观组织形貌.结果表明,304不锈钢的凝固过程分为两部分,首先是初生铁素体的析出过程,然后是三相反应过程;树枝状铁素体直接从溶液中析出,到达三相反应区后析出团状和孔状共晶团;由于受冷却速度的影响,细小的铁素体薄片转变成奥氏体,粗大的初生枝状铁素体无法完全转变,从而以骨骼状铁素体的形态存在于最终的微观组织中.
格式:pdf
大小:273KB
页数:3P
人气:78
4.3
SUS304不锈钢中厚板埋弧焊 针对sus304不锈钢埋弧焊在焊材选用、力学性能试验、刚性拘束下的开裂及合金元素烧损等问题进行了工艺试验和理论分析,解释了sus304不锈钢埋弧焊中常见的几个问题,并为此类钢种的埋弧焊接提供了实践和理论依据
格式:pdf
大小:151KB
页数:1P
人气:78
4.4
超声波应用对SUS304不锈钢侵蚀坑长大的影响 在3.5%nacl水溶液中以20mv/min的恒定速度增加电位来进行sus304不锈钢阳极极化试验。当点状腐蚀区电流密度达到2、10或50a/m2时,在每种电流密度时电位保持在一恒定值。从试验开始到电位刚达到这些值中的某一值时对试样应用一超声波(uw)。在这些情况下和没有应
格式:pdf
大小:910KB
页数:6P
人气:78
4.4
SUS304不锈钢大压下率冷轧生产 sus304不锈钢是典型的奥氏体不锈钢,其组织为亚稳态奥氏体,在冷轧过程中易产生加工硬化,出现板形难控制、断带等一系列问题。通过比较不锈钢专用轧机的压下能力和板形控制能力,选定森吉米尔轧机为sus304大压下轧制专用轧机。分析了原料热凸度异常(横向厚度分布异常)和轧制力波动对板形控制的影响,提出了相应的解决方案,并运用于生产实践。sus304不锈钢的板形精度在8i之内、厚度偏差小于±3μm,与采用常规压下率无明显差异。
文辑创建者
我要分享 >
职位:室内效果图设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐