T91钢与1Cr18Ni9Ti不锈钢钢管对接工艺
2024-05-15
通过对T91钢和1Cr18N i9Ti不锈钢基本性能及组织结构的分析,探讨了这两种钢焊接时的焊接工艺特点,并结合实践经验提出了良好的焊接工艺。

 T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。
1cr18ni9ti不锈钢厚壁管全位置焊 中国第二重型机械集团公司金结重型制造厂(德阳市618013) 编制:吴明华邬希贤 表演:吴明华 1焊接性分析 (1)1cr18ni9ti不锈钢φ133×11mm大管水平固定全位置对接接头主要用于核 电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质 量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求pt、rt检验。 以往均采用tig焊或手工电弧焊,前者效率低、成本高,后者质量难以保证且效 率低。为既保证质量又提高效率,采用tig内、外填丝法焊底层,mag焊填充及 盖面层,使质量、效率都得到保证。 (2)1cr18ni9ti不锈钢热膨胀率、导电率均与碳钢及低合金钢差别较大,且熔池 流动性差,成形较差,特别在全位置焊接时更突出,以往对mag(ar+1%~2%o2) 焊不锈钢,一般只用于平
编辑推荐下载
格式:pdf
大小:413KB
页数:3P
人气:71
 4.4
4.4
1Cr18Ni9Ti不锈钢厚壁管全位置焊 一、焊接性分析(1)1cr18ni9ti不锈钢φ133mm×11mm大管水平固定全位置对接接头主要用于某些化工设备中需要耐热耐酸的管道中,焊接难度较大,对焊接接头质量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求
热门文档 T91钢与1Cr18Ni9Ti不锈钢钢管对接工艺
格式:pdf
大小:30KB
页数:3P
人气:71
4.4
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差 异。在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中 的含碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。 随着技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很少用了
格式:pdf
大小:86KB
页数:1P
人气:71
4.7
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺 1cr18ni9ti钢材由于cr元素含量较高,焊接时极易氧化。1cr18ni9ti奥氏体不锈钢管焊接时,当采用tig焊焊接,由于管材焊缝背部的高温金属无法进行有效保护,焊缝背部的高温金属与空气中的氧产生剧烈反应,导致焊缝根部的严重氧化和烧损。本文采用tig焊进行焊接,可有效避免焊缝根部氧化,实现焊接。
格式:pdf
大小:346KB
页数:3P
人气:71
4.8
1Cr18Ni9Ti不锈钢与20碳钢的管对焊连接技术 1cr18ni9ti奥氏体不锈钢与20碳钢焊接属于异种钢焊接,由于它们的化学成分、热导率和线胀系数有很大差异,焊接时容易产生裂纹等焊接缺陷。通过深入分析它们的焊接性和焊接中存在的主要问题,采用合适的焊接参数、h1cr25ni13镍基焊丝和a302高铬镍焊条,以及其他必要的焊接工艺措施,避免了焊接缺陷的产生,满足了工程实践的需要。
格式:pdf
大小:71KB
页数:1P
人气:71
4.5
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接 1cr18ni9ti不锈钢与20r碳钢属于异种钢焊接,两种材料的热导率和线性膨胀系数有很大差异,为保证质量,分析两种材料的焊接性能存在的问题,并制定焊接工艺措施。
格式:pdf
大小:131KB
页数:4P
人气:71
4.4
型号Φ60X50Cr18Ni9Ti不锈钢钢管焊接 笔者通过对0cr18ni9ti的材质进行了简单的介绍,主要论述了在0cr18ni9ti不锈钢钢管焊接方面的处理技术和焊接中出现的缺陷及其处理方案。
精华文档 T91钢与1Cr18Ni9Ti不锈钢钢管对接工艺
格式:pdf
大小:40KB
页数:2P
人气:71
4.7
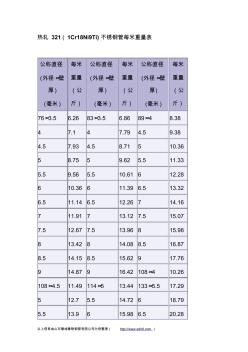
以上信息由山东聊城鲁联钢管有限公司为您整理(http://www.***.***) 热轧321(1cr18ni9ti)不锈钢管每米重量表 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 76×3.56.2683×3.56.8689×48.38 47.147.794.59.38 4.57.934.58.71510.36 58.7559.625.511.33 5.59.565.510.61612.28 610.36611.396.513.32 6.511.146.512.26714.16 711.91713.127.515.07
格式:pdf
大小:326KB
页数:5P
人气:71
4.6
1Cr18Ni9Ti不锈钢管坯表面横裂分析 1cr18ni9ti奥氏体不锈钢中δ-铁素体数量(级)过高是影响其轧(锻)坯表面质量的主要因素。当钢中δ-铁素体级超过2.5级,钢坯表面质量急剧下降。作为1cr18ni9ti不锈钢管坯更应对δ-铁素体进行严格控制。当δ-铁素体量≤10%、[cr]/[ni]≤1.7o、ti≤0.70%,[ti]/[c]控制在7~8,保温温度控制在1220℃左右,1cr18ni9ti不锈钢管坯可获得良好的表面质量。
格式:pdf
大小:168KB
页数:未知
人气:71
4.3
钛合金TC4与1Cr18Ni9Ti不锈钢的扩散焊工艺探索 选用钝铜和纯镍作为中间层金属,探索tc4铁合金和1cr18ni9ti不锈钢的真空扩散焊工艺.采用金相法、扫描电镜、x射线衍射等手段对接头界面附近的微区进行了较详细的分析.结果表明,采用上述中间层进行tc4-1cr18ni9ti的扩散焊时,cu和ti产生强烈的共晶反应,但并未阻止ti向不锈钢中扩散,各元素相互扩散的结果,使接头中形成多层次的不同组织和多种化合物,导致接头强度较低,呈脆性断裂.
格式:pdf
大小:171KB
页数:1P
人气:71
4.5
1Cr18Ni9Ti不锈钢导管的电刷镀工艺 1Cr18Ni9Ti不锈钢导管的电刷镀工艺
格式:pdf
大小:104KB
页数:1P
人气:71
4.5
1Cr18Ni9Ti不锈钢厚壁管全位置焊接 本文针对不锈钢厚壁管全位置焊的高难度焊接操作技术,从材质、装配定位、焊材、焊接工艺经行了分析,采取了相应措施,防止了各种常见缺陷,提高了生产效率,满足了矿区及化工压力管道要求。
最新文档 T91钢与1Cr18Ni9Ti不锈钢钢管对接工艺
格式:pdf
大小:82KB
页数:未知
人气:71
4.6
1CR18Ni9Ti不锈钢导管的电刷镀工艺 1CR18Ni9Ti不锈钢导管的电刷镀工艺
格式:pdf
大小:249KB
页数:11P
人气:71
4.8
1cr18ni9ti不锈钢板tig焊工艺设计 摘要:本说明书分析了1cr18ni9ti钢板的化学成分、力学性能和它的焊接性, 并在此基础上制定了一套tig焊的设计工艺,包括材料的焊接性能分析、tig焊 设备描述、tig焊焊的各项工艺参数、焊接前的准备、焊后处理以及焊缝检验。 关键词:1cr18ni9ti钢板tig焊 一、母材的焊接性能分析 1.1母材的成分及性能 母材规格:1cr18ni9ti钢板一块,规格:-5×100×300,tig焊。母材的 力学性能如表1所示,母材化学成分如表2所示。 表1母材牌号、力学性能 牌号 力学性能 s(mpa)b(mpa)5(%)(%)hrb 304≥200≥520≥40≥50≤90 表2母材化学成分(%) 牌号 化学成分(%) cnisipmns 304
格式:pdf
大小:207KB
页数:未知
人气:71
4.6
1Cr18Ni9Ti不锈钢低功率激光-双面TIG复合焊接仿真研究 基于ansys有限元平台,建立了1cr18ni9ti不锈钢低功率激光-双面tig复合焊有限元预测模型,模拟分析了低功率激光-双面tig复合焊热循环规律和熔池形貌;并实际搭建了低功率激光-双面tig复合焊系统,对模拟结果进行了对比分析。研究发现模拟温度曲线和实测温度曲线、模拟焊接熔合线和实际焊缝形貌吻合良好。
格式:pdf
大小:423KB
页数:4P
人气:71
4.4
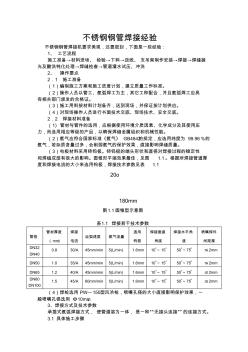
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度为99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影
格式:pdf
大小:303KB
页数:5P
人气:71
4.4

1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
格式:pdf
大小:305KB
页数:2P
人气:71
4.8
1Cr18Ni9Ti不锈钢轨道梁的焊制工艺 一、概述铜网厂酸洗车间电动葫芦轨道梁,原采用黑色金属工字钢制作。由于酸溶液腐蚀的影响,工字钢经过一两年的使用,酱褐色腐蚀渣壳和铁锈等腐蚀物,成块状或粉状脱落,危及轨道梁载荷的安全使用。为此采用防腐防锈的不锈钢轨道梁,取代黑色金属工字钢,消除安全生产隐患,成为人们的共识。
格式:pdf
大小:203KB
页数:3P
人气:71
4.4
钛合金TC4与不锈钢1Cr18Ni9Ti加工比较研究 根据对钛合金tc4与不锈钢1cr18ni9ti切削加工性的比较分析,提出了从刀具入手解决两类材料切削加工问题的思路和途径,以及合理选择刀具材料,确定刀具几何参数、刃磨刀具、冷却润滑的一般原则及方法。
格式:pdf
大小:74KB
页数:1P
人气:71
4.6
不锈钢管(1Or18Ni9Ti)的焊接 不锈钢具有优良的化学稳定性,在工业得到日益广泛的应用,特别是在需要耐酸及耐高温管道中应用较广。不锈钢因其介质多为易燃、易爆及有毒物质,且压力较高,所以,对焊接质量要求很高。本文探讨采用tig打底和内外填丝法,用mag焊填充和盖面效果良好,质量和效率都得到了保证。
格式:pdf
大小:9KB
页数:1P
人气:71
4.7
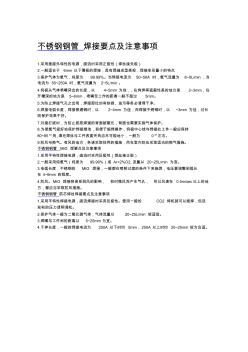
不锈钢钢管焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50a时,氩气流量为8~0l/min,当 电流为50~250a时,氩气流量为2~5l/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在 开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长 则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,
文辑创建者
我要分享 >
职位:合约预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐