VRH—CO2水玻璃砂制型工艺在铸钢阀门中应用
2025-01-17
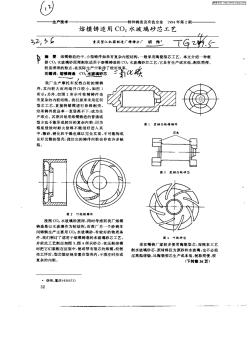
采用VRH—CO2 水玻璃砂型工艺生产铸钢阀门 ,因地制宜选择铸造工艺参数 ;讨论了在生产中遇到的诸如铸型强度、表面稳定性、溃散性及阀体裂纹等技术问题 ,成功地生产了 10多万吨铸件

**资讯http://www.***.*** **资讯http://www.***.***
 酯硬化水玻璃砂在阀门铸钢件生产中的应用
酯硬化水玻璃砂在阀门铸钢件生产中的应用 介绍了酯硬化水玻璃砂的工艺特性及配制条件。论述了在阀门铸钢件生产中,应用酯硬化水玻璃砂对提高产品质量和生产效率的重要作用
编辑推荐下载

格式:pdf
大小:490KB
页数:未知
人气:55
 4.6
4.6
新型水玻璃砂制芯工艺试验及应用 采用热芯盒射芯机试制了甲酸甲酯气体作为固化剂的水玻璃砂型芯,分析了水玻璃加入量和甲酸甲酯用量对制芯工艺的影响.通过工艺试验,确定了实际生产的工艺参数并进行了试生产.结果表明,所试验的水玻璃砂制芯工艺能基本满足铸件生产要求,且新型水玻璃砂利于环保,并具有一定的成本优势.
热门文档 VRH—CO2水玻璃砂制型工艺在铸钢阀门中应用
格式:pdf
大小:214KB
页数:4P
人气:55
4.8
CO_2硬化工艺对改性水玻璃砂性能的影响 采用改性树脂对水玻璃进行改性处理,并用改性后的水玻璃配制型砂。结果表明:在相同的粘结剂加入量和吹气工艺条件下,用#1改性树脂改性的水玻璃砂的综合性能较为理想。另外,测得co2吹气工艺对型砂强度的影响如下:固定粘结剂的加入量为3.5%、吹气流量为2.5m3/h,随着吹气时间的延长,型砂σ0不断上升,而σ24则逐步下降;固定粘结剂的加入量为3.5%、吹气时间为20s,随着吹气流量增大,型砂σ0下降,而σ24上升。
格式:pdf
大小:607KB
页数:3P
人气:55
4.6
通过分析和总结几种造型制芯工艺的优势和缺点,将酯硬化水玻璃砂这一新工艺应用到设计中。车间采用了机械化程度比较高的制芯流水生产线,该制芯线主要设备采用国外引进。此次设计为今后车间的造型工部的工艺改造奠定了基础。
格式:pdf
大小:377KB
页数:3P
人气:55
4.5
铸渗技术在铸钢阀门上的应用 介绍了铸渗技术的工艺特点及其工作原理。给出了y形浆料截止阀实施铸造表面合金化的工艺要求、适用材料及其操作过程。
精华文档 VRH—CO2水玻璃砂制型工艺在铸钢阀门中应用
格式:pdf
大小:112KB
页数:2P
人气:55
4.5
第31卷第5期 2009年10月 山东冶金 shandongmetallurgy vol.31no.5 october2009 1前言 eps(发泡聚苯乙烯)是以合成树脂为母材制成 的内部具有无数微小气孔结构的塑料,主要特点是 质地轻,容重仅为16~25kg/m3,是同体积木模的 3.64%~5.68%,价格比较低,成型加工方便,资源丰 富。山东冶金机械厂生产的铸钢件主要以单件或小 批量为主,产品类型多样,重量从几公斤至十几吨不 等,结构各异。常规的生产方法是先制作木模再进 行造型,由于每种产品的数量少,导致木模在整个生 产成本中所占比重大,且生产周期较长。为此,在模 型生产中尝试用eps代替木材作为制作原料,取得 成功。 2分析产品结构,确定工艺 使用eps制作模型,首先需要考虑的是其加工 问题。由于eps与木料的材质差异,不能按木
格式:pdf
大小:24KB
页数:4P
人气:55
4.3
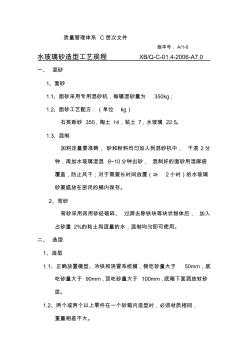
质量管理体系c层次文件 版本号:a/1-0 水玻璃砂造型工艺规程xb/q-c-01.4-2006-a7.0 一、混砂 1、面砂 1.1、面砂采用专用混砂机,每碾混砂量为350kg; 1.2、面砂工艺配方:(单位kg) 石英新砂350,陶土14,粘土7,水玻璃22.5。 1.3、混制 加料定量要准确,砂和粉料均匀加入到混砂机中,干混2分 钟,再加水玻璃湿混8~10分钟出砂,混制好的面砂用湿麻袋 覆盖,防止风干;对于需要长时间放置(≥2小时)的水玻璃 砂要盛放在密闭的桶内保存。 2、背砂 背砂采用回用砂经破碎、过筛去除铁块等块状物体后,加入 占砂重2%的粘土和适量的水,混制均匀即可使用。 二、造型 1、造型 1.1、正确放置模型、冷铁和浇冒系统模,侧吃砂量大于50mm,底 吃砂量大于90mm,顶吃砂量大于100mm,底箱下面洒放软砂 层。 1.
格式:pdf
大小:23KB
页数:2P
人气:55
4.4
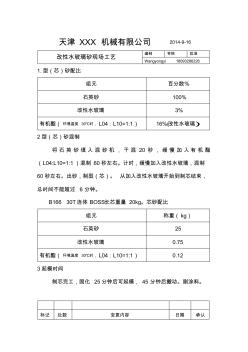
天津xxx机械有限公司2014-9-16 改性水玻璃砂现场工艺 编制审核批准 wangyongyi18093286226 1.型(芯)砂配比 组元百分数% 石英砂100% 改性水玻璃3% 有机酯(环境温度30℃时,l04:l10=1:1)16%(改性水玻璃) 2型(芯)砂混制 将石英砂填入混砂机,干混20秒,缓慢加入有机酯 (l04:l10=1:1)混制60秒左右。计时,缓慢加入改性水玻璃,混制 60秒左右。出砂,制型(芯)。从加入改性水玻璃开始到制芯结束, 总时间不能超过6分钟。 b16630t连体boss,长芯重量20kg。芯砂配比 组元称重(kg) 石英砂25 改性水玻璃0.75 有机酯(环境温度30℃时,l04:l10=1:1)0.12 3起模时间 制芯完工,固化25分钟后可起模,45分钟后搬
格式:pdf
大小:487KB
页数:未知
人气:55
4.3
采用易溃散水玻璃砂制芯解决铸钢件裂纹 我厂生产的铸钢件大多用于电站设备,质量要求高,结构也较为复杂。以前,一直采用粘土干型砂工艺,铸件产生裂纹的倾向严重,尤其是热裂。以1984年上半年为例,在18种废品中,热裂便占66%。我们曾先后采用过桐油砂、木屑砂、呋喃树脂自硬砂等制芯,并反复改进铸造工艺,但热裂的问题始终未得到解决。自1985年开始,我们逐步试用加有lk系列溃散剂的水玻璃砂制芯,铸件的裂纹缺陷得到了很好的解决。以1986年上半年为例,因
格式:pdf
大小:247KB
页数:4P
人气:55
4.7
酯硬化水玻璃砂在高速动车铸钢件生产中的应用 在国产化高速动车铸钢件的生产过程中,采用酯硬化水玻璃砂工艺成功生产出合格、安全可靠的高速动车组车钩、夹钳等铸钢件,创造出可观的社会效益和经济效益。详细论述了铸钢件生产工艺选择的依据,酯硬化水玻璃砂原材料、工艺性能,以及生产应用情况和经济效益分析。
最新文档 VRH—CO2水玻璃砂制型工艺在铸钢阀门中应用
格式:pdf
大小:175KB
页数:未知
人气:55
4.6
水玻璃砂型喷雾固化新工艺 目前铸钢行业大部分采用水玻璃砂造型、造芯。水玻璃砂的固化方式有三种:即热固化法、自硬法和co_2法,各有优缺点。热固化法的优点是比强度高,缺点是能耗大,需要加热烘烤设备,吸潮严重,使用越来越少。自硬法目前主要倾向于酯固化法,优点是比强度高,抗吸潮性能好,缺点是型砂必须在规定时间内用完,需要专用设备边混砂边造型,应用范围受到限制,使用不方便。co_2法使用方便,是目前应用最广泛的一种固化方式,但致命的缺点是比强度低,只有热固化法及酯自硬法的10%~40%,要达到规定的强度,需加大水玻璃加入量,从而造成溃散性差;另一个缺点是
格式:pdf
大小:121KB
页数:未知
人气:55
4.4
铸钢砂芯用酯硬化水玻璃砂新工艺 铸钢砂芯用酯硬化水玻璃砂新工艺沈惠珍1概况我厂八车间自六十年代初期建成投产以来,一直以传统的粘土烘模砂工艺为主来制作砂芯,生产效率低,扬尘大,能源消耗高,铸件尺寸偏差大,热裂缺陷多。这种少、慢、差、费的工艺早已适应不了我厂汽轮机生产发展的需要。为了改...
格式:pdf
大小:610KB
页数:3P
人气:55
4.7
水玻璃砂制芯新工艺在牵引销砂芯上的应用 牵引销是电力机车重要铸钢件,单独采用普通水玻璃砂制芯或者单独采用酯硬化水玻璃砂制芯,生产中都会出现一定的质量问题。结合生产现场的实际情况,进行水玻璃砂新的制芯工艺研究,在酯硬化水玻璃砂生产线上制芯时,预先采用普通co_2硬化水玻璃铬铁矿砂在芯盒局部包覆。经过多次试验验证牵引销砂芯新的制芯工艺可行,提高了牵引销质量。
格式:pdf
大小:633KB
页数:4P
人气:55
4.6
CO_2硬化水玻璃砂添加剂及旧砂干法再生工艺 分析了水玻璃添加剂中有机水溶性高分子和无机纳米材料的组成特性,通过扫描电镜观察co2硬化水玻璃砂试样的断口形貌,探讨了水玻璃添加剂的作用机制。生产实践表明,采用水玻璃添加剂并结合旧砂干法再生回用工艺,可使水玻璃旧砂的回用率达80%以上,且型砂工艺性能良好,能满足铸件生产的要求。
格式:pdf
大小:210KB
页数:2P
人气:55
4.5
水玻璃砂垂直分型生产法兰盘铸钢件 介绍了185mm法兰盘的生产工艺,分析了水平分型工艺生产该种零件的不足,提出了水玻璃砂垂直分型生产铸钢件的可行性。

格式:pdf
大小:353KB
页数:4P
人气:55
4.3
典型硬化工艺水玻璃砂型吸湿机理研究 吸湿性强是水玻璃砂工艺的一个较难解决的问题,尤其在我国南方的梅雨季节,型砂的吸湿性给生产带来了很大的麻烦,如砂型的硬透性差、易产生蠕变等。测试了粉末硬化、酯硬化、微波硬化三种典型水玻璃砂型,存放于高湿度环境中的吸湿量、强度变化情况及强度损失率;通过xrd测试了三种典型水玻璃砂硬化工艺粘结剂膜的成分,分析了它们的吸湿机理;讨论了三种典型硬化水玻璃砂工艺吸湿后的强度损失机制,为解决水玻璃砂型的吸湿性问题奠定了理论基础。
格式:pdf
大小:2.9MB
页数:7P
人气:55
4.4
热硬法普通水玻璃砂和SGD型改性水玻璃砂的扫描电镜观察 作者利用扫描电镜对普通水玻璃砂和sgd型改性水玻璃砂用加热法硬化后的粘结剂分布状况和经历不同温度加热冷却后粘结剂的变化进行考察,以揭示两种水玻璃砂残留强度变化的机理。扫描电镜观察表明:在200~600℃进一步加热后,热硬法普通水玻璃砂的热强度和残留强度剧烈下降的原因是在于加热过程中水份大量脱失而形成带褶皱的薄壁粘结膜空泡的缘故。加热至800℃左右的高温时,由于水玻璃熔融,加大了砂粒与粘结膜之间的结合面,致使残留强度有较大幅度的回升;而在sgd型改性水玻璃砂中则借其中几种改性剂组成分别以残炭、弥散质点和大小不等的气泡形式对粘结膜作不同程度的破环,使其残留的粘结强度大大削弱。文中并指出:无论改性与否,水玻璃砂加热至1200℃时砂粒表面有较大程度的熔化,砂粒与粘结膜之间的界限消失,从而使残留强度再次回升。
格式:pdf
大小:218KB
页数:2P
人气:55
4.6
水玻璃砂垂直分型生产法兰盘铸钢件 介绍了φ185法兰盘的生产工艺,分析了水平分型工艺生产该种零件的不足,提出了水玻璃砂垂直分型生产铸钢件的可行性。
文辑创建者
我要分享 >
职位:资深建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐