YB55A盒外透明纸包装机彩膜包装装置设计与应用
2025-02-07
为满足卷烟市场个性化的需求,开发了卷烟盒外彩色透明纸(即彩膜)包装技术。在YB55A型盒外透明纸包装机原透明纸输送和裁切装置的基础上,设计了彩膜包装装置。该装置采用光电式的彩膜输送,通过调节伺服电机的速度或转向对彩膜的输送长度进行实时调节,提高了输送长度的精度。应用结果表明,彩膜包装装置可以准确控制彩膜的输送长度,提高了烟包的美观度和包装质量,烟包废品率由原来的20~28包/d减少到0~3包/d,满足了市场和用户的个性化需求。

 CH盒外透明纸包装机补烟器PLC控制的设计及应用
CH盒外透明纸包装机补烟器PLC控制的设计及应用 以卷烟生产企业国产包装设备——zb25型软盒硬条包装机为研究目标,针对其小盒透明纸成型(ch)部分补烟库装置在补烟功能方面存在的缺陷加以改进,主要叙述了如何应用三菱fx1s-14mt-d型plc实现ch补烟库自动补烟控制,并通过光电开关电信号和电磁气阀控制相应的执行机构,使设备正常运转时补烟库中最底层的烟包处于提升状态,与输出转盘中的烟包有5mm空隙,从而解决了烟包互相摩擦和补烟卡烟问题。经实践应用,改进达到了提高产品质量、降低产品消耗的目的。
YB95型条外透明纸包装机U型切刀对压辊的改进实施 针对yb95型条外透明纸包装机(南宁卷烟厂包装设备)u型切刀对压辊易损伤,会造成拉线不能完全切断现象,介绍了以轴承替代u型切刀对压辊的设备改进措施。通过对u型切刀的改进,减少了u型切刀及对压辊的更换,使得条外透明纸上拉线口的切割更稳定,提高了设备的有效作业率及产品的外观质量。
编辑推荐下载
格式:pdf
大小:305KB
页数:2P
人气:56
 4.6
4.6
YB55A透明纸小包机负压吸风带输送装置设计与应用 为了减少透明纸在输送过程中产生的皱褶、堵塞、拉带跑偏,取消了原透明纸输送部件中的辊轴和栅架组成的输送结构[1],同时增加负压吸风带输送装置,使透明纸在输送下降过程中始终被吸风带吸附,由吸风带提供的吸附力辅助其向下运动。通过以上结构改进可以有效地改善透明纸输送的稳定性,基本解决了透明纸输送褶皱、堵塞及拉带跑偏的问题,从而提高了yb55a盒外透明纸包装机的运行性能和包装质量。
热门文档 YB55A盒外透明纸包装机彩膜包装装置设计与应用
格式:pdf
大小:305KB
页数:未知
人气:56
4.6
RC小盒透明纸包装机电控系统改造 针对rc小盒透明纸包装机电控系统存在的缺点进行了改造。采用plc控制系统替代原计算机系统,改造后的plc系统由cpu底板及扩展底板组成,对其所具有的角度控制、温度控制、透明纸检测、机电保护、主电机的速度控制等功能进行了论述。rc控制系统的改造不仅保持了原有的控制功能,而且增加和改进了部分功能,整个系统改造后运行效果良好
格式:pdf
大小:193KB
页数:2P
人气:56
4.6
G.D包装机小盒透明纸入口挤烟检测装置的设计与应用 小盒透明纸包装机(yb55)的主要功能是利用小盒透明纸和撕带包装烟盒。在烟盒从小盒包装成型机至小盒透明纸包装机的传送过程中,存在烟包输送不到位、烟包在小盒透明纸包装机入口处发生挤压变形等情况。一旦此类烟包进入成型包装轮,则易导致机械损伤和埋下质量隐患。因此,在小盒透明纸包装机入口部位将固定导轨改为了活动型,并加装了位置检测装置,可及时检出变形烟包。应用效果表明,采用该装置有效避免了变形烟包进入成型包装轮,进而造成机械损伤的现象,大大提高了设备的运行效率,减少了维修费用,提升了产品质量。
格式:pdf
大小:193KB
页数:2P
人气:56
4.8
G.D包装机小盒透明纸入口挤烟检测装置的设计与应用 小盒透明纸包装机(yb55)的主要功能是利用小盒透明纸和撕带包装烟盒。在烟盒从小盒包装成型机至小盒透明纸包装机的传送过程中,存在烟包输送不到位、烟包在小盒透明纸包装机入口处发生挤压变形等情况。一旦此类烟包进入成型包装轮,则易导致机械损伤和埋下质量隐患。因此,在小盒透明纸包装机入口部位将固定导轨改为了活动型,并加装了位置检测装置,可及时检出变形烟包。应用效果表明,采用该装置有效避免了变形烟包进入成型包装轮,进而造成机械损伤的现象,大大提高了设备的运行效率,减少了维修费用,提升了产品质量。
格式:pdf
大小:371KB
页数:3P
人气:56
4.5
随动式条盒透明纸包装整形器的设计 条盒透明纸包装机中使用的上、下加热板式熨烫装置,易出现条盒烟在熨烫装置中停留时间过长,造成烟条外的透明纸熔化、粘连,甚至条包变形,严重影响了产品质量。为此,设计了随动式条盒透明纸包装整形器,该装置采用上、下滚动加热体(辊筒),经导电器为辊筒加热线提供电源,辊筒在对烟条加热熨烫的同时,还给予其向前运行所需的滚动摩擦力,因此烟条不会在上、下两加热体之间长时间地停留,从而可以有效避免烟条过热而造成损伤。该装置采用了独立的动力和电控系统,通过调整温度和辊筒的接触压力,就能保证不同透明材料包装的烟条得到有效的熨烫,消除透明纸皱纹,达到挺括、平整的效果。
格式:pdf
大小:273KB
页数:未知
人气:56
4.4
GD包装机条包拉线检测装置设计与应用 为解决gd包装机在生产过程中容易出现的条包拉线缺失和拉线偏移质量问题,设计了拉线检测装置.该装置由拉线传感器、移位传感器、警报器和plc组成,装置具有四项功能:(1)识别拉线缺失质量缺陷;(2)识别拉线偏移质量缺陷;(3)实时跟踪拉线缺失质量缺陷烟条和拉线偏移质量缺陷产品在包装机上的移动位置;(4)当出现拉线缺失质量缺陷或拉线偏移质量缺陷时,通过警报器提醒生产人员及时处置缺陷产品.使用结果表明,该检测装置能准确识别和跟踪生产过程中出现的拉线缺失质量缺陷烟条和拉线偏移质量缺陷,有效防止缺陷产品流入下游生产工序.
精华文档 YB55A盒外透明纸包装机彩膜包装装置设计与应用
格式:pdf
大小:705KB
页数:4P
人气:56
4.6
ZB25包装机玻璃纸散包检测装置设计及应用 为解决gdx1/x2包装机普遍存在的玻璃纸散包质量问题,设计和应用了一套玻璃纸散包检测装置,实现在gdx1/x2包装机上对玻璃纸散包烟的自动识别和剔出功能。经过试验测试和实际运行,该检测装置能够准确、稳定地完成设计功能。
格式:pdf
大小:211KB
页数:未知
人气:56
4.7
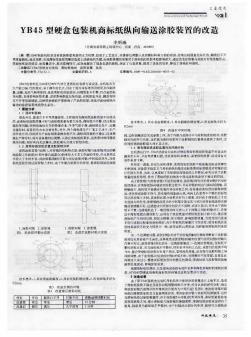
卷烟包装机小盒铝箔纸缺陷检测装置的设计与应用 yb45包装机在商标纸包上烟支裹包后未设计有小盒铝箔纸缺陷检测装置,烟支裹包在三号轮、四号轮包装过程中产生的铝箔纸破损或铝箔纸缺失,设备均不能自动检测剔除,为此,设计了小盒铝箔纸缺陷检测装置。该装置由电感式传感器、反射式光纤传感器、剔除装置和plc组成,经检测有铝箔纸缺陷的小盒卷烟在包装机的第一条烟包输送通道处被剔除。yb45包装机安装小盒铝箔纸缺陷检测装置后,小盒卷烟铝箔纸缺陷反馈由改进前的5~8包/月减少为0包/月。
格式:pdf
大小:166KB
页数:未知
人气:56
4.7
PE拉伸膜在成品纸包装中的应用 本文主要对pe拉伸膜的特性,包装原理与过程,理论分析和计算以及pe拉伸膜在成品纸包装中的应用进行阐述,并针对目前存在的问题提出解决方案。
格式:pdf
大小:678KB
页数:2P
人气:56
4.7
zb45包装机组是目前我国卷烟包装的主力机型,但由于工艺设计、关键部位调整以及原辅材料等方面的原因,经常出现烟盒包装开边、翻盖打不开等质量缺陷。通过观察,发现商标纸涂胶质量是造成上述缺陷的关键,而涂胶装置的性能对于商标纸的涂胶平稳影响很大。通过改变涂胶辊与涂胶对衬辊接触形式,使商标纸涂胶稳定,涂胶量适中,胶点准确均匀,成功地解决了烟盒包装的缺陷,保证了包装质量,提高了设备的效率,降低了原辅材料消耗。
格式:pdf
大小:796KB
页数:3P
人气:56
4.7
YB47型硬盒包装机钢对钢铝箔纸压纹装置的调试要点 yb47型硬盒包装机采用的钢对钢铝箔纸压纹装置,在安装和调试过程中存在着铝箔纸上印记不均匀等问题,为此,针对该装置的结构和特点,提出了调试要点:经过粗定位和精定位,调整上、下压纹辊的平行度,校准网纹轧制压力,调整铝箔纸上"pull"图案或卷烟厂企标打印相位。调试要点能够指导调试人员快速、方便地完成安装工作,调试时间由原来的2d减少到0.5d。
最新文档 YB55A盒外透明纸包装机彩膜包装装置设计与应用

格式:pdf
大小:523KB
页数:5P
人气:56
4.8
ZB25软盒包装机铝箔纸钢印装置改进 针对zb25包装机铝箔纸钢印装置在更换钢印字码时操作不便、耗时过长的现象,合理地将原来铝箔纸钢印装置的半圆座改造成两个可方便拆卸的组合零件:开槽半圆座和活动座,并设计了专用扳手,同时还对活动座进行了防错处理,使用专用扳手利用打开刻痕轮组件门的间隙,通过下纸导板的打印窗口可以在很短的时间内拆装活动座,达到更换钢印时既操作便捷,又能满足生产工艺要求的目的,从而提高了生产效率。
格式:pdf
大小:419KB
页数:未知
人气:56
4.5
G.D包装机分线盒检验装置 在g.d包装机装配过程中,由于电气分线盒的检验工作使用落后的检验设备所以导致效率较低、排故周期较长。对于提倡和发展精益生产很不利。为此设计制作一种新型的检验工具。通过使用微电子芯片使检验工作更加自动化,提升检验效率和缩短排故周期。经过实际应用表明,新设备提升检验效率近70%,缩短排故周期约500s/次。

格式:pdf
大小:12KB
页数:1P
人气:56
4.7
书山有路勤为径;学海无涯苦作舟 纸包装材料的组成及应用(一) 造纸术是我国的四大发明之一,在历史上,纸曾经是一种很珍贵 的材料,在我国东汉时,由蔡伦发明的造纸术,对人类的经济,政治和文 化的发展产生了深远的影响。在新的造纸术产生和发展之后,纸类包装材 料才作为一种重要的包装材料开始被广泛的使用。纸类包装材料通常有纸 和纸板两大类,在包装材料中,纸和纸板起着重要的作用,它占所有包装 材料的40%以上,甚至达到50%。作为包装材料,纸包装材料由其它包装 材料不可比拟的优点:例如:其来源比较广,价格比较便宜;具有良好的 弹性和韧性,对被包装物有良好的保护作用,并且适宜机械化操作;同时, 纸类包装材料还有良好的适印性,还可以回收重复利用。在现代社会中, 人们倡导的是环保型消费,重复利用资源,不仅可以减少资源的消费量, 同时又能达到发展经济、保护环境的目的。所以,即使在包装材料竞争激 烈,尤
格式:pdf
大小:74KB
页数:未知
人气:56
4.6
YB45硬盒包装机商标纸横向通道压板组件的改造 针对yb45型硬盒包装机商标纸在横向通道输送过程中,出现在通道及压胶辊轮上的积胶现象及积胶清洁保养费时费力的问题。通过对商标纸顶端盖子内端折叠上压板的改造,实现上压板组件的快速拆装,减少了清洁保养时间,降低了劳动强度,保证了产品质量的可靠性,减少了因积胶造成的停机次数,提高了设备的有效作业率。
格式:pdf
大小:282KB
页数:2P
人气:56
4.5
通过在bo包装机包装转塔前一固定位置安装ccd智能相机并对准包装模盒内烟支滤嘴端进行检测,将检测不合格烟包在bo包装机的废包剔除机构进剔除,改进后的小包烟支质量检测系统统检测准确、使用方便。
格式:pdf
大小:201KB
页数:2P
人气:56
4.3
连续式美纹纸包装线控制系统设计 本文针对美纹纸包装线连续式机型运行速度难以控制的问题,提出了应用plc控制装置结合模糊控制理论从电气控制方面着手解决包装材料恒速供送问题。应用编码器测速装置进行了包装速度试验,试验结果表明包装速度指标可以达到200卷/分,并且包装线运行稳定性,符合该种机型的技术指标要求。
文辑创建者
我要分享 >
职位:建筑八大员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐