ZZ001机加件、焊接件检验规范
2025-01-17
ZZ001 产品检验规范 第 1 页 共 4页 机加件、焊接件检验规范 1 检验范围 本公司范围内机械加工 (下料、冲、压、车、铣、钻、折弯 )产品、手工电弧(含 CO2保护焊) 焊接组装的零件及其总成产品的质量控制。 2 支持文件 《检验和试验控制程序》 《不合格品控制程序》 《手工电弧焊工艺规程》 陕西汽车制造厂 4217-04 《CO2气体保护焊工艺规程》 陕西汽车制造厂 4217-07 3 工作程序 3.1 首检 3.1.1 首检条件 图纸和工艺文件、《产品质量过程跟踪卡》 及上道工序验收签章、 《自检单》 及自检真实性。 符合要求, 根据工件及工序的技术特性, 选择确定检验方法和使用量检量, 即展开工作做首检 判定。 合格:在《自检单》盖菱形章→《检验记录》填首检结果→首检做标记 →交加工 人进行加

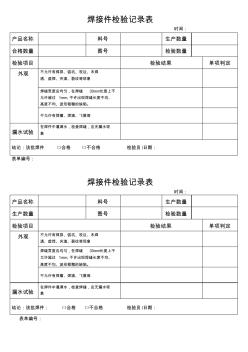
焊接件检验记录表 时间: 产品名称料号生产数量 合格数量图号检验数量 检验项目检验结果单项判定 外观不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝30mm长度上不 允许超过1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论:该批焊件□合格□不合格检验员/日期: 表单编号: 焊接件检验记录表 时间: 产品名称料号生产数量 生产数量图号检验数量 检验项目检验结果单项判定 外观不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝30mm长度上不 允许超过1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论
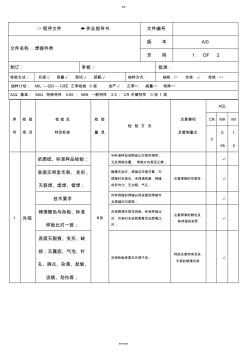
精品 感谢下载载 ○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 0 0. 65 1. 5 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符, 孔及焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无 焊接时未溶合、未
编辑推荐下载
格式:pdf
大小:40KB
页数:2P
人气:52
 4.6
4.6
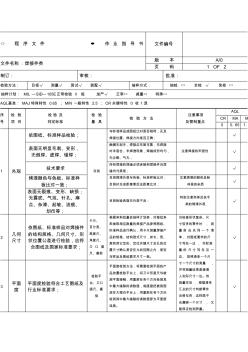
○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 00.651. 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符,孔及 焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无焊接 时未溶合、未
格式:pdf
大小:6KB
页数:2P
人气:52
4.3
jl焊接件外观质量的检验规范 一、焊接件的检验标准 1.严格按图纸制作,加工件需预留加工量。 2.角焊高要达到6mm。平焊宽7mm,焊高3mm,直线宽1mm 以内。 3.工件外表打磨光滑、平整、锐边倒角。 4.气割渣、焊渣必须清理干净。 5.气割直线度,垂直度在1mm内。 6.属于重型工件,必须开坡口焊接。 7.工件不能有裂纹、气孔、夹渣等缺陷。 8.焊缝成型美观正常,不允许有弧坑、焊缝间断、烧穿和裂 纹存在。 9.补焊件在补焊前,必须先把缺陷处彻底铲除干净,再进行 补焊。 10.所有焊接件的尺寸变形量不得大于加工余量的1/3—1/2 二、焊接产品的检验范围 1.焊接车间所有的气割件、焊接件及成品的检验,各生产 车间所涉及到焊接制品的检验。 2.外协供应焊接制品的检验。 三、检验方式 目测、过角尺、卷尺 四、不合格品的处理措施 1、
热门文档 ZZ001机加件、焊接件检验规范

格式:pdf
大小:587KB
页数:12P
人气:52
4.4

1.主题内容与适用范围 本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。 本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检 验。若本标准规定与图纸要求相矛盾时,应以图纸要求为准。 本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、co2气体保护 焊及氩弧焊方法制造的焊接件。 2.技术要求 材料 用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或技 术文件的要求,若不符时,应按公司内材料代用制度办理材料代用。 用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书, 并按材料标准规定检验合格后,方准入库使用。 对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。其成份和性能符合要求 时方准使用。 钢板的初步矫正 各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定: a.钢板
格式:pdf
大小:90KB
页数:2P
人气:52
4.4
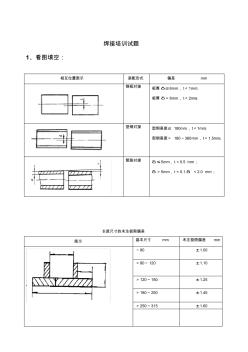
焊接培训试题 1、看图填空: 相互位置图示装配形式偏差mm 钢板对接板厚δ≤6mm,t<1mm; 板厚δ>6mm,t<2mm。 型钢对接型钢高度≤180mm,t<1mm; 型钢高度>180~360mm,t<1.5mm。 管路对接δ≤5mm,t<0.5mm; δ>5mm,t<0.1δ<2.0mm; 长度尺寸的未注极限偏差 图示基本尺寸mm未注极限偏差mm ~80±1.00 >80~120±1.10 >120~180±1.25 >180~250±1.45 >250~315±1.60 焊缝外形尺寸及焊接缺陷单位为mm图示 焊缝外形尺寸及焊接缺陷单位为mm图示 气孔或夹渣δδ≤0.10δ≤1.5 累积长度不超过焊缝全长的10%。 在50mm的焊缝长度上,单个气孔 不大于0.5δ,但不得大于3mm, 气
格式:pdf
大小:460KB
页数:12P
人气:52
4.7
1范围 本标准规定了锻压机械、金切机床和其它产品用焊接件制造和验收基本要求。 本标准适用于碳素结构钢、低合金结构钢采用气焊、手工电弧焊、埋弧焊、气体保护 焊等方法制造的本集团公司各类产品焊接件。 本标准将零件分为a级和b级,分别适用于a级和b级焊接构件。a级应在图样的技 术要求中注明,b级不需要注明。当图样和技术文件无要求时,按b级。 2引用标准 gb150-89钢制压力容器 gb2649–2655-89焊接接头机械性能试验方法 gb2656-81焊缝金属和焊接接头的疲劳试验法 dinen9013气割件质量级别 dinen13920焊接构件的普通公差 kes04.052.3焊接构件的普通公差(komatsu) 3焊工资格 焊工必须持有焊工技术资格证和焊工安全技术操作证方可进行独立焊接工作。 4材料 4.1制造焊接件的
精华文档 ZZ001机加件、焊接件检验规范
格式:pdf
大小:84KB
页数:10P
人气:52
4.8
![元器件焊接检验规范[11页]](https://files.zjtcn.com/group1/M00/36/20/CgoBZ2AdhXqAdjqxAAAbcM2gc4M035.jpg)
作者:zhangjian 仅供个人学习,勿做商业用途 美的家用空调国内事业部企业标准 qmn-j43.001-2009 代替qj/mk43.001-2006 元器件焊接质量检验规范 2009-04-07发布2009-04-10实施 美的集团家用空调国内事业部发布 个人收集整理勿做商业用途 3/10 元器件焊接质量检验规范 1适用范围 本规定采用电烙铁手工锡焊的焊接质量检验规范和基本要求,适用于电子整机生产和检 验。不适合于机械五金结构件和电器的特种焊接。文档收集自网络,仅用于个人学习 本规范适用于美的家用空调国内事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标 准达成协议的各方研究是否可
格式:pdf
大小:97KB
页数:3P
人气:52
4.5

江苏交通工程1999年第5期(总第87期) 一 。 浅谈公路工程常用钢筋及焊接件的检验 叠鲎 (扬州市公管理处225002) 关键词尘整王垂塑筮竖益堕兰堂 钢材是公路工程中应用最广泛的金属材料。 4f,/ ;嚣潞土 目前常用的钢材有热轧碳素钢和普通低台 金钢。 钢筋的化学成分,主要是铁元素,还含有少量的碳、硅、锰、硫等元素。其力学性能与含 碳量有关,含碳量越高则强度越高,但塑性和可焊性越差。因此,热轧碳素钢按含碳量,又可 分为低碳钢、中碳钢和高碳钢。低碳钢的含碳量低于o25%如常用的i、ⅱ级钢筋;高碳钢 的含碳量高于o.6%,如高强碳素钢丝、钢铰线等。目前常用的碳素钢主要是低碳钢。普通低 合金钢的化学成分,陆含有热轧碳素钢的元素以外,再加入少量的合金元素,如硅、锰、钒 等。这些元素,主要用来提高钢筋的强度和弹性模量
格式:pdf
大小:25KB
页数:4P
人气:52
4.4
钢筋焊接件试验 02.21.1—1 一、目的 检测钢筋焊接件的力学性能指标,指导检测人员按规程正确操作,保证 检测结果科学、准确。 二、检测参数及执行标准 拉伸试验、冷弯试验。 执行标准: jgj18—2003《钢筋焊接及验收规程》; jgj/t27—2001《钢筋焊接接头试验方法标准》; gb2653—89《焊接接头弯曲及压扁试验方法》; gb8170—2008《数值修约规则与极限数值的表示和判定》; 三、适用范围 适用于闪光对焊、电弧焊、气压焊、电渣压力焊。 四、职责 检测人员必须认真执行国家标准,按照作业指导书操作,作好试验记 录,填写检测报告,并对数据负责。 五、样本大小及抽样方法 钢筋闪光对焊应在同一台班内,由同一焊工完成的300个同牌号,同 直径钢筋焊接接头应作为一批,当同一台班内焊接的接头数量较少,可在 一周之内累计计算,累计不足300个接
格式:pdf
大小:96KB
页数:1P
人气:52
4.5
 薄板焊接件多沉孔平面加工
薄板焊接件多沉孔平面加工 图1零件是用于高速锯床上的框架,由于是焊接件,材料为q235a,板厚12mm,框架长度大于1500mm。现需加工上平面8个孔及下平面4个孔并刮沉孔,沉孔大小为28+0.15-0.05mm,8个上平面沉孔与4个下平面沉孔的平面度不得超过0.04mm;上平面沉孔与下平面沉孔间的距离为(188.7±0.02)mm。
格式:pdf
大小:17KB
页数:1P
人气:52
4.7
焊接件结构设计准则 焊接是不可拆的连接。把需要连接的两个金属零件在连接的地方局部加热并 填充熔化金属,或用加压等方法使之熔合在一起,其焊接熔合处即焊缝。 1 焊接结构的优点(质量轻,连接可靠,工艺过程和设备简单等优点) 1)和铸造结构相比,焊接结构质量轻,结构设计自由度大,因不需制模,故制造周期短、 成本低,小批量时这一优点更突出; 2)和铆接、螺栓结构相比,这种结构无间隙,便于防腐,另外,因不需附件,故也有结 构质量轻的优点。 焊接结构对焊接质量要求很高,保证焊接质量是采用焊接结构的关键。 2 保证或提高焊接质量的三种途径 1)材料:材料选择最重要的一条是可焊性,碳钢中的碳的质量分数少于0.22%,其可焊 性能良好; 2)工艺:工艺包括前处理、后处理和焊接工艺,其中焊接技能是决定因素。 3)结构:结构影响因素主要是焊缝受载形式、大小、是否有利于焊接工艺的施行等。 3 焊接件结构设
最新文档 ZZ001机加件、焊接件检验规范
格式:pdf
大小:25KB
页数:2P
人气:52
4.4
焊接件通用技术要求(jb/zq4000.3-86) 1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.plb,适用于焊接件和焊 接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数 值.plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.plb 2.标注和未标注角度的偏差见1-246a角度偏差.plb,角度偏差的公差尺寸以短边为基 准边,其长度从图样标明的基准点算起 3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内 腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记be(见 jb/zq4000.10-86附录a),对此图样需作标注 4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生 裂纹及脆
格式:pdf
大小:18KB
页数:1P
人气:52
4.7

美的家用空调国内事业部企业标准 qmn-j43.001-2009 代替qj/mk43.001-2006 元器件焊接质量检验规范 2009-04-07发布2009-04-10实施 美的集团家用空调国内事业部发布
格式:pdf
大小:4.2MB
页数:18P
人气:52
4.5

1 ` 企业标准 ta-qp-qc-001 元器件焊接质量检验规范 2009-11-04发布2009-12-04实施 ta-qp-qc-001 1 元器件焊接质量检验规范 1范围 本规定适用波峰焊接或电烙铁手工锡焊的焊接质量检验规范和基本要求,适用于电子整机生产和检 验。不适合于机械五金结构件和电器的特种焊接。 本规范适用于制冷国际事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 ipc-a-610d电子组装件的验收条件accepta
格式:pdf
大小:85KB
页数:5P
人气:52
4.3

焊接试件力学检验委托单 委托单位山东电力建设第一工程公司焊接公司 工程(产品)名称华能白杨河电厂#6机组 试件名称全大屏过热器焊接接头取样检验部位焊接接头 焊工姓名(代号)c1/c9焊接位置2g 材质/规格12cr1movg/φ51×7mm 其它 执行标准《蒸汽锅炉安全技术检查规程》劳动部发【1996】 检验项目试件数量及编号试件尺寸试验要求 拉伸试验hnbyh6l1 hnbyh6l2 250×12×7mm 弯曲 试验 面弯hnbyh6m1150×10×7mm 弯轴直径d=21 弯曲角度α=50 背弯hnbyh6b1150×10×7mm 侧弯 冲击试验 备注 拉伸试验按gb228《金属拉力试验方法》规定的方法进行 弯曲试验按gb232《金属弯曲试验方法》规定的方法进行 委托人/日期联系电话 接收人接收日期 焊接

格式:pdf
大小:99KB
页数:未知
人气:52
4.7
环卫车焊接件焊接质量管理 焊接是汽车制造业中的关键工序,其质量直接影响整个产品的外观和质量.因而焊接质量管理也是重点研究课题之一,各公司都会配置相应的焊接管理人员负责本公司焊接质量管理.论文从管理控制、现场质量控制、检查控制三个方面出发,叙述了焊接质量管理的重点控制因素,给出了质量管理的控制要求.
格式:pdf
大小:220KB
页数:未知
人气:52
4.4
纯铜焊接件清洗液的研发 比较几种酸对纯铜焊接件中氧化皮、表面杂质的去除能力,确定基础酸。选定几种表面活性剂与其配伍,通过比较除油效果,确定清洗液的最终成分和用量,同时确定焊接件清洗后的钝化处理方法,以达到保色防腐效果。结果表明,磷酸、氢氟酸、氟硼酸和柠檬酸可作基础酸,与聚醚npe-108配伍可达到清洗效果,苯并三氮唑与硅酸钠有理想的保色性。
格式:pdf
大小:149KB
页数:未知
人气:52
4.5
带T形槽的焊接件加工 薄板焊接零件容易引起变形,为减小变形,薄板焊接零件一般将重要尺寸放在焊接后加工,并且注意装夹方式和切削用量。我公司在生产过程中需要加工出这样一种输弹筒,此零件为薄壁圆筒零件,产品如图1所示。
格式:pdf
大小:116KB
页数:未知
人气:52
4.4
大型焊接件的组装工艺探讨 叙述了大型焊接件的一种装配与定位方法,解决了传统装配工艺的问题,安装简便,装配精度高。
格式:pdf
大小:3.7MB
页数:25P
人气:52
4.4

` 元器件焊接质量检验规范 元器件焊接质量检验规范 1范围 本规定适用波峰焊接或电烙铁手工锡焊的焊接质量检验规范和基本要求,适用 于电子整机生产和检验。不适合于机械五金结构件和电器的特种焊接。 本规范适用于制冷国际事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引 用文件,其随后所有的修改单(不包括勘误的内容或修订版均不适用于本标准,然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注 日期的引用文件,其最新版本适用于本标准。 ipc-a-610d电子组装件的验收条件acceptabilityofelectronicassemblies 3术语和定义 3.1开路:铜箔线路断或焊锡无连接; 3.2连焊:两个或以上的不同电位的相互独立的焊点,被连接在一起的现象;
文辑创建者
我要分享 >
职位:见习建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐