安钢高速线材机组3号飞剪控制系统优化
2024-06-06
介绍了安钢高速线材机组设备的装备水平及3号飞剪的动作特点;指出了该机在生产中出现的问题;分析了问题的成因;提出了优化飞剪控制系统的方案。优化方案实施后飞剪运行效果良好。


安钢高速线材生产线设计简介
萍钢高线工程1飞剪控制系统的设计 (2)
编辑推荐下载
格式:pdf
大小:60KB
页数:2P
人气:61
 4.4
4.4
介绍了在高速线材生产线增上减定径机组,以及将全水平布置的粗中轧机更换成平立交替布置的短应力轧机的改造,达到生产高档次线材进行低温和精密轧制的目的。
热门文档 安钢高速线材机组3号飞剪控制系统优化


格式:pdf
大小:428KB
页数:2P
人气:61
4.6
循环冷却水在生产过程中起着至关重要的作用,高速线材精轧机组浊环冷却水可以把轧辊从轧件处获得的热量带走,防止辊环炸裂。高速线材正常轧制过程中,因冷却水压力偏低,水质较差等原因造成辊环炸裂、辊环表面出现麻面凹面等问题,通过对精轧冷却水系统的改造,辊环炸裂现象得到有效控制,大大降低了辊环消耗。
格式:pdf
大小:462KB
页数:5P
人气:61
4.7

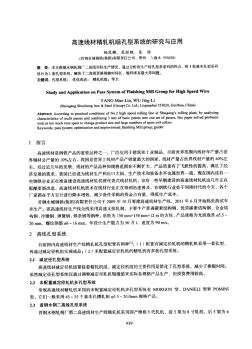
高速线材轧机吐丝机的定位控制系统 李鑫 (宝钢集团八一钢铁股份有限公司新疆乌鲁木齐830022) 摘要本文介绍了八钢高速线材轧机吐丝机计算机控制系统,通过对改变精轧机前飞剪剪切轧件 头部长度和改变吐丝机速度的重点分析,得出了实现吐丝机头部定位的有效方法。 关键词高速线材轧机吐丝机定位控制 theorientatingcontrol-systemonspinningmachineofrollingmillinhighspeedwire li-xin (bayiironandsteelco.ltdofbaosteelgroup,xinjiang,urumchi830022) abstract:thearticleintroducestheorientatingcontrol-systemonspinn
精华文档 安钢高速线材机组3号飞剪控制系统优化
格式:pdf
大小:192KB
页数:3P
人气:61
4.7
 冷连轧机组中转鼓式飞剪设计改造
冷连轧机组中转鼓式飞剪设计改造 转鼓式飞剪是板带材连续生产线上的一种在线剪切设备,通过对剪刃型式的选择减小了剪刃的最大剪切力,对其齿轮结构优化设计消除了传动斜齿间的间隙,提高了飞剪剪切的平稳性和剪切质量;同时通过安装飞轮,减小了剪切时尖峰负荷对电机的冲击,使电机选用更合理同时也起到了节能作用,为飞剪的设计提供了参考。
格式:pdf
大小:240KB
页数:11P
人气:61
4.5
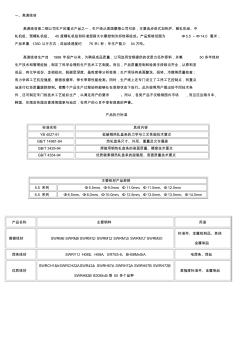
一、高速线材 高速线材是二钢公司生产的重点产品之一,生产线从美国摩根公司引进,主要由步进式加热炉、粗轧机组、中 轧机组、预精轧机组、45度精轧机组和标准型斯太尔摩控制冷却线等组成。产品规格范围为ф5.5~ф14.0毫米; 产品单重1350公斤左右;成品线速度约76米/秒;年生产能力54万吨。 高速线材生产自1998年投产以来,为确保成品质量,公司选用宝钢提供的优质方坯作原料,并集50多年线材 生产技术和管理经验,制定了科学合理的生产技术工艺制度。而且,产品质量控制和检测手段相当齐全,从原料至 成品,有化学成份、金相组织、脱碳层深度、晶粒度等分析检测;生产现场有表面酸洗、扭转、冷镦等质量检查; 有力学和工艺抗拉强度、断面收缩率、伸长率等性能检测。同时,生产线上还专门设立了工序工艺控制点,有重点 地进行红坯质量跟踪控制。使整个产品生产过程始终能够处在受控状态下进行

格式:pdf
大小:192KB
页数:2P
人气:61
4.4
唐山钢铁公司高速线材厂的生产线是1987年从国外引进的,从投产至今已近20年,电气设备老化严重,备件缺乏,因此必须对其进行技术改造。
最新文档 安钢高速线材机组3号飞剪控制系统优化


格式:pdf
大小:318KB
页数:18P
人气:61
4.7
一、高速线材 高速线材是二钢公司生产的重点产品之一,生产线从美国摩根公司 引进,主要由步进式加热炉、粗轧机组、中轧机组、预精轧机组、45度 精轧机组和标准型斯太尔摩控制冷却线等组成。产品规格范围为ф5.5 ~ф14.0毫米;产品单重1350公斤左右;成品线速度约76米/秒;年生 产能力54万吨。 高速线材生产自1998年投产以来,为确保成品质量,公司选用宝钢 提供的优质方坯作原料,并集50多年线材生产技术和管理经验,制定了 科学合理的生产技术工艺制度。而且,产品质量控制和检测手段相当齐 全,从原料至成品,有化学成份、金相组织、脱碳层深度、晶粒度等分 析检测;生产现场有表面酸洗、扭转、冷镦等质量检查;有力学和工艺 抗拉强度、断面收缩率、伸长率等性能检测。同时,生产线上还专门设 立了工序工艺控制点,有重点地进行红坯质量跟踪控制。使整个产品生 产过程始终能够处在受控状态下进
格式:pdf
大小:1.9MB
页数:16P
人气:61
4.8

http://www.***.***/portal/gscp/cpfl/a020301index_1.htm 产品分类: 钢种产品型号详情 冷镦钢 50bv30查看 scm435、scm440查看 35vb查看 sae1018、cq15、qst32-...查看 10b21、10b28、10b33查看 ml20mntib查看 ml40cr查看 scm435查看 swrch35k、swrch40k、sw...查看 swrch18a、swrch22a查看 swrch15a查看 swrch10a查看 swrch6a、swrch8a查看 ml08al查看 ml35查看 swrch18a查看 预应力、钢绞线 swrs82b查看 swrh77b、swrh82b查看 pc钢棒用钢 45si2cr查看 30si、35si、30mnsi、30m...查看
格式:pdf
大小:36KB
页数:未知
人气:61
4.7
宣钢二高线3号飞剪剪前轧机速度传输改造 本文主要介绍了宣钢二高线3号飞剪现有控制方法的不足,尤其是在采集剪前轧机速度方面所存在的弊端,对现有正常生产的造成制约。同时提出了改进的方法,利用现有plc软件系统解决了硬件脉冲分配板的故障,彻底使3号飞剪恢复正常使用。
格式:pdf
大小:100KB
页数:未知
人气:61
4.8
高速线材车间P/F线控制系统的优化设计 山东石横特钢集团有限公司高速线材生产线p/f线存在着控制模块的功能与实际控制部套不相符的现象,实用性差,严重影响到p/f线的运行。因此针对于p/f线控制系统原有的设计缺陷与不足本着满足实际生产需求的原则有针对性的进行优化设计,弥补原设计存在的缺陷与不足,确保车间的稳定生产。
格式:pdf
大小:519KB
页数:4P
人气:61
4.6
电解镀锌线机组旋转飞剪应用分析 分析冷轧厂电解镀锌线机组旋转飞剪的工艺特性、机械结构特性、传动及基础自动化控制方式,并对旋转飞剪技术进行了阐述。
格式:pdf
大小:39KB
页数:未知
人气:61
4.4
安钢300棒材机组颚板的改进 介绍了安钢300棒材机组颚板使用情况.根据颚板断裂的结构状况,颚板运行中存在的问题,提出了改进措施。改进后颚板不仅重量减轻了,而且可以通用,故障率也大大降低。
格式:pdf
大小:6.5MB
页数:54P
人气:61
4.6
1 高速线材生产的质量控制 一、产品缺陷及质量控制 (一)线材使用的质量要求 高线产品最常见的规格,5.5~16.0mm光面盘园;6.0~16.0mm 带肋盘园。主要钢种:优质碳素钢、冷镦钢、弹簧钢。 常见的断面多为圆断面。异形断面(如方、椭圆、六角、半圆等) 盘条生产量较少。对于光面盘园和带肋盘园分别按圆形材和螺纹钢的 技术标准执行。 线材的钢种非常广泛,有碳素结构钢、优质碳素结构钢、弹簧钢、 碳素工具钢、合金结构钢、轴承钢、合金工具钢、不锈钢、电热合金 钢等,凡是需要加工成丝的钢种大都经过线材轧机生产成盘条再拉拔 成丝。通常将线材分成以下几类: (1)、软线,指普通低碳钢热轧圆盘条,现用的牌号主要是碳素 结构钢标准中所规定的q195、q215、q235和优质碳素结构钢中所 规定的10、15、21号钢等; (2)、硬线,指优质碳素结构钢类的盘条,如制绳钢丝用盘条, 针
文辑创建者
我要分享 >
职位:有线电视工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐